Расчет такта поточной линии
Выбор типа конвейерной линии
Расчет списочного и явочного числа производственных рабочих
Составление штатной расстановки и штатного расписания рабочих
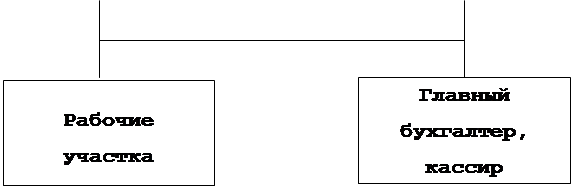
Построение организационной структуры управления цехом (участком)
Организация технического контроля
Смета прямых расходов
Расчет затрат на содержание и эксплуатацию оборудования
Смета общепроизводственных расходов
Составление калькуляции себестоимости изделия
Смета затрат на производство
Расчет цены, прибыли и распределение прибыли
Навигация
Выбор типа конвейерной линии
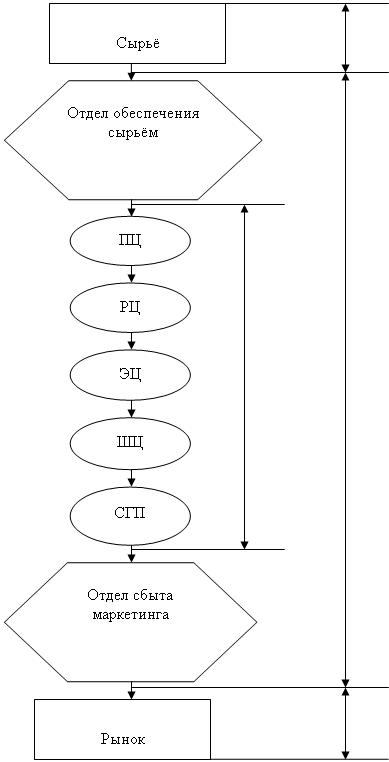
Организация производства электронных изделий
52296
знаков
14
таблиц
0
изображений
1.4.2 Выбор типа конвейерной линии
Поточные однопредметные линии чаще всего снабжены конвейерами. В зависимости от характера работы конвейера поточные линии подразделяются на линии с рабочим конвейером, где операция выполняется без снятия изделия с конвейера, и с распределительным конвейером, который осуществляет лишь доставку изделия на рабочее место, а операция выполняется со снятием изделия с конвейера. При этом конвейер может находиться в непрерывном или периодическом (пульсирующем) движении.
1.4.3 Расчет скорости движения конвейера
На поточных линиях сборки рабочим местом обычно служит стол, который приставлен к конвейеру или вмонтирован в него. Размер стола определяется габаритами собираемого изделия с учетом площади, необходимой для размещения деталей, инструментов. Расстояние между столами должно соответствовать нормам разрывов между рабочими местами. Длина рабочего места на конвейере принимается равной 0,8 — 1,2 м в зависимости от характера техпроцесса, применяемого оборудования, от форм и размеров изделия. Рациональная скорость несущего органа на конвейере при непрерывном движении — 0,2...0,5 м/мин, допустимая при пульсирующем движении — 4...6 м/мин ( Vk ).
Скорость движения конвейера рассчитывается по формулам:
а) при непрерывном движении: поштучная передача партиционная передача
![]()
![]() (14)
(14)
где ![]() - расстояние между двумя смежными рабочими местами конвейера, м;
- расстояние между двумя смежными рабочими местами конвейера, м;
![]() - ритм поточной линии
- ритм поточной линии
![]() (15)
(15)
p – размер передаточной (транспортной) партии, шт.
б) при периодическом (пульсирующем) движении
![]() (16)
(16)
где ![]() - время транспортировки изделия с одной операции на другую (
- время транспортировки изделия с одной операции на другую (![]() ), мин.
), мин.
Если принять ![]() =1м,
=1м, ![]() = 5м/мин, тогда
= 5м/мин, тогда
![]()
![]()
1.4.4 Расчет рабочей длины линии
Рабочая длина линии зависит от двух величин: от шага конвейера (расстояния между рабочими местами) и количества рабочих мест на линии. Рабочая длина линии может быть определена (м):
а) при одностороннем расположении рабочих мест:
![]() (17)
(17)
б) при двухстороннем расположении рабочих мест (шахматное расположение):
![]() (18)
(18)
Полная длина поточной линии определяется по формуле:
![]() , м (19)
, м (19)
где 1,5…2,0 – расстояние для размещения приводной и натяжной станции конвейера, м.
Тогда длин линии будет равна:
1) при одностороннем расположении рабочих мест
![]() м
м
![]() м
м
2) при двухстороннем расположении рабочих мест (шахматное расположение)
![]() м
м
![]() м
м
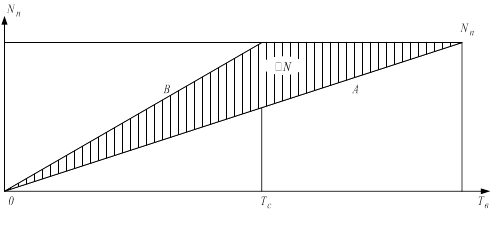
1.4.5 Расчет заделов на линии
Для обеспечения бесперебойной работы поточных линий и создания не обходимого незавершенного производства определяются соответствующие заделы. Задел — объем незавершенного производства, выраженный в виде определенного количества узлов, блоков, изделий или сборочных единиц.
Рассчитываются следующие заделы:
а) технологический — детали, сборочные единицы и т.д., находящиеся непосредственно в процессе сборки, монтажа и на других технологических операциях
![]() , (шт) (20)
, (шт) (20)
В расчетах принимаем ![]() :
:![]() шт.
шт.
б) транспортный — детали, сборочные единицы и т.д., находящиеся в процессе перемещения между операциями и расположенные в транспортных устройствах или спецтаре.
При периодической (пульсирующей) транспортировке с применением конвейеров
![]() , шт (21)
, шт (21)
В расчетах принимаем ![]() :
:![]() шт.
шт.
в) резервный (страховой) задел - нейтрализует отрицательное влияние на ритмичность производства случайных перебоев в работе оборудования, рабочих мест и колебаний размеров операционных партий, связанных со случайным выходом изделий в брак и т.д.
Этот задел создается перед наиболее ответственными и трудоемкими операциями
![]() , (шт) (22)
, (шт) (22)
где ![]() - число страхуемых операций техпроцесса;
- число страхуемых операций техпроцесса;
![]() - время возможного перебоя поступлений деталей, сборочных единиц и т.д. с данной операции на операцию, подлежащую страхованию, в расчетах принимается 120 мин.
- время возможного перебоя поступлений деталей, сборочных единиц и т.д. с данной операции на операцию, подлежащую страхованию, в расчетах принимается 120 мин.
Если принять ![]() , тогда имеем:
, тогда имеем:
![]() шт.
шт.
г) на прерывно-поточных линиях, кроме того, создаются оборотные межоперационные заделы - это количество деталей, сборочных единиц, находящихся между операциями линии и образующихся вследствие различной производительности смежных рабочих мест.
Эти заделы служат для выравнивания работы линии. Максимальная величина оборотного межоперационного задела определяется разностью собранных или смонтированных на смежных операциях технологического процесса изделий, узлов и т.п. за определенный период времени по формуле:
 , (шт) (23)
, (шт) (23)
где ![]() , — время совместной работы рабочих мест (на двух смежных операциях), час.
, — время совместной работы рабочих мест (на двух смежных операциях), час.
Если принять ![]() , тогда:
, тогда:
![]() (шт)
(шт)
Величина оборотных межоперационных заделов определяется регламентом работы рабочих прерывно-поточных линий, поэтому одновременно строится график – регламент работы рабочих на линии и график движения оборотных межоперационных заделов в виде эпюр.
При расчетах и построении графика - регламента работы линии сменную производительность на всех операциях техпроцесса следует принимать по операции сборки.
1.5 Планировка цеха (участка) и принцип его специализацииВ основе организации цеха (участка) лежит принцип специализации. Специализация осуществляется:
1) по видам выполняемых работ (сборочные, монтажные, регулировочные) - технологическая;
2) по видам собираемых и монтируемых изделий - предметная.
Цехи (участки) сборки, монтажа и т.д. организуются на основе сочетания принципов технологической и предметной специализаций. Если в пределах цеха (участка) осуществляется законченный цикл сборки, монтажа изделии, то этот цех (участок) называется предметно-замкнутым. Организация цеха (участка) зависит от принятой специализации техпроцесса и пространственной планировки оборудования, рабочих мест. Планировка — это план расположена оборудования, транспортных средств, инженерных сетей, рабочих мест, проездов, проходов и т.д. Планировка сборочно-монтажного цеха (участка) зависит от способа сборки, монтажа изделия: стационарная, подвижная, а также от условий перемещения собираемого и монтируемого изделия между рабочим местами.
В курсовой работе планировка цеха (участка) предусматривается по предметно-замкнутому принципу. Цех (участок) оборудован однопредметными поточными линиями.
Производственная площадь цеха (участка) может быть определена по формуле
![]() , (м2) (24)
, (м2) (24)
где ![]() - длина цеха (участка), м;
- длина цеха (участка), м;
![]() - ширина цеха (участка), м.
- ширина цеха (участка), м.
Длина цеха (участка) определяется по формуле:
![]() , (м) (25)
, (м) (25)
где ![]() - рабочая длина поточной линии;
- рабочая длина поточной линии;
![]() - расстояние от центра приводной и натяжной станции поточной линии до центра несущих колонн цеха по длине, в расчетах принимается 2,0 м;
- расстояние от центра приводной и натяжной станции поточной линии до центра несущих колонн цеха по длине, в расчетах принимается 2,0 м;
![]() - шаг несущих колонн по длине цеха по длине, в расчетах принимается 6м.
- шаг несущих колонн по длине цеха по длине, в расчетах принимается 6м.
Ширина цеха (участка) ![]() определяется в зависимости от количества поточных линий и их конструкций. Ориентировочно ширина цеха может быть принята в размере не менее 12 м (по строительным нормам).
определяется в зависимости от количества поточных линий и их конструкций. Ориентировочно ширина цеха может быть принята в размере не менее 12 м (по строительным нормам).
Ширина цеха (участка) определяется по следующей формуле:
![]() (26)
(26)
где ![]() - расстояние от центра несущих колонн цеха до центра рабочего места, в расчетах принимается 2,1 м;
- расстояние от центра несущих колонн цеха до центра рабочего места, в расчетах принимается 2,1 м;
![]() - расстояние от центра рабочего места до центра несущего органа поточной линии, в расчетах принимается 1 м.
- расстояние от центра рабочего места до центра несущего органа поточной линии, в расчетах принимается 1 м.
При этом учитывается, что норма проектирования на одно рабочее место составляет 5-6 м .
Произведём расчет
1) длинны цеха (участка):
а) при одностороннем расположении рабочих мест:
![]() м
м
б) при двухстороннем расположении рабочих мест:
![]() м
м
2) ширина цеха (участка):
![]() м
м
3) производственная площадь цеха (участка)
а) при одностороннем расположении рабочих мест:
![]() м2
м2
б) при двухстороннем расположении рабочих мест:
![]() м2
м2
Примерная планировка цеха (участка) представлена на рис. 1. Высота производственного здания цеха (участка) по строительным нормам (Н) принимается не менее 7 м. В этом случае объем производственного здания цеха (участка) определяется по формуле:
![]() , (м3) (27)
, (м3) (27)
Если высоту производственного здания Н=8, тогда объём производственного здания будет равен ![]() м3
м3![]() м3 для одностороннего и двухстороннего расположения рабочих мест соответственно.
м3 для одностороннего и двухстороннего расположения рабочих мест соответственно.
Похожие работы
... хозяйства? 14. Каковы задачи и функции материально-технического обеспечения предприятия? 15. Как осуществляется планирование потребности в материальных ресурсах? 3.7 Совершенствование организации производства и оценка ее экономической эффективности Основные пути развития организационных резервов Многообразие производственно-технических условий работы промышленных предприятий ...
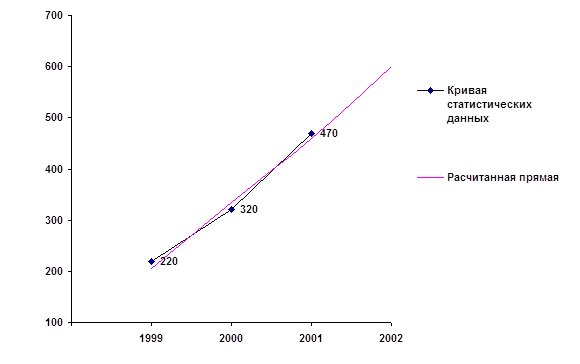
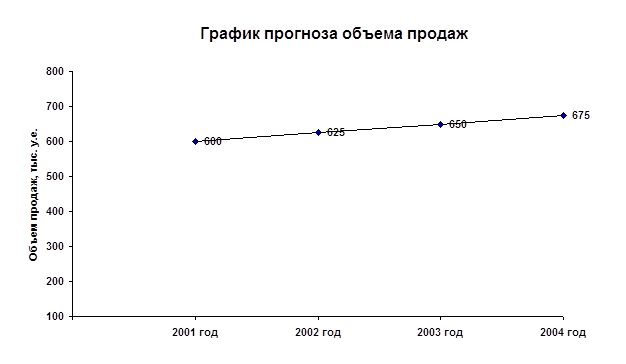
... объем продаж. По данным графика можно отметить, что объемы реализации продукции в течение нескольких лет будут равномерно расти. Организационный план При организации производства прибора сразу не обязательно будет открывать предприятие, следует зарегистрироваться как частный предприниматель, а значит, затраты на регистрацию можно свести к минимуму. Этого на первых порах ...
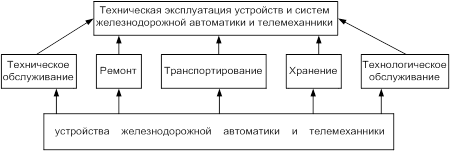
... заявке руководителя или диспетчера дистанции сигнализации и связи дает приказ машинисту локомотива на остановку поезда для доставки к месту работы и обратно работников дистанции сигнализации и связи, направляющихся для устранения отказа. Порядок производства работ, который должен выполняться при технической эксплуатации устройств и систем ЖАТ, в том числе при устранении их отказов, для соблюдения ...

... , что позволяет подвезти пачки к любому рабочему месту. Планировка цеха с расстановкой оборудования представлена на рисунке 5 5.3 Организация технологического процесса в швейном цехе Начальник цеха на еженедельном собрании получает задание на свой цех. В задании указывается наименование изделия, его размеры и количество. Из раскройного цеха поступают пачки кроя вместе с картами раскроя. В ...
0 комментариев