Навигация
Одиниця потужності електродвигуна, що доводиться на одиницю маси верстата
21727
знаков
4
таблицы
3
изображения
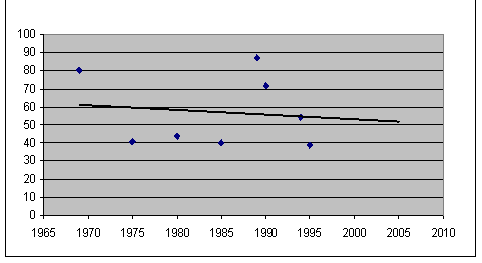
4. Одиниця потужності електродвигуна, що доводиться на одиницю маси верстата.
Таблиця 2. Критерії розвитку.
| Рік | Питома матеріалоємність, кг/мм | Питома енергоємність, квт/м | Одиниця потужності на одиницю маси, Вт/кг | Питома займана площа, м2/м |
| 1969 | 120 | 66,9 | 0,72 | 80 |
| 1975 | 81,3 | 71,3 | 0,88 | 40,86 |
| 1980 | 108,8 | 66,5 | 0,6 | 44 |
| 1985 | 70,4 | 48 | 0,54 | 40,29 |
| 1989 | 136,7 | 89 | 4,47 | 87,3 |
| 1990 | 109,4 | 59 | 1,37 | 71,4 |
| 1994 | 100,7 | 70 | 0,79 | 54,6 |
| 1995 | 70,4 | 48 | 0,68 | 38,9 |
| 2005 | 90 | 60 | 1,9 | 53 |
З огляду на зміну значень питомої енергоємності верстата, можна простежити тенденцію зниження даного параметра. За допомогою методу апроксимації можна зробити прогноз на 2005 рік, значення параметра складе 60 кВт/м.
За допомогою методу апроксимації тенденцій знаходимо рівень критерію в 2005 році. З певною часткою ймовірності ми можемо затверджувати, що значення критерію знизиться й складе 90 кг/мм.
Отримана крива свідчить про очевидний ріст одиниці потужності, що доводиться на одиницю маси зубостругального верстата. Вдаючись до допомоги методу апроксимації, можна припустити можливе значення даного параметра в 2005 році, що складе 1,9 Вт/кг.
Ріст потужності
За допомогою методу апроксимації тенденцій знаходимо рівень критерію в 2005 році. З певною часткою ймовірності ми можемо затверджувати, що значення критерію знизиться й складе 53 м2/м.
3. Перспективи подальшого розвитку верстатного встаткування
B останні роки велика увага приділяється високошвидкісній обробці здійснюваної зі швидкістю різання приблизно на порядок вище традиційно застосовуваної. При високошвидкісній обробці продуктивність на 40% вище, а трудомісткість на 30% нижче, ніж при звичайній обробці різанням. Крім того, для високошвидкісної обробки характерні малі величини сил різання до ступінь нагрівання обробленої поверхні, тому що майже вся теплота приділяється стружкою.
У цей час високошвидкісній обробці вже можуть піддаватися заготівлі з найпоширеніших конструкційних матеріалів. Однак для широкого впровадження високошвидкісної обробки в машинобудівне виробництво необхідно вирішити досить складні технічні проблеми. Поряд з оптимізацією матеріалу, геометричних параметрів і конструкції різального інструменту, а також режимів різання, до числа таких проблем, зв'язаних властиво з верстатами, ставляться наступні.
1. Розробка вузлів і механізмів верстата, здатних надійно забезпечувати високі швидкості робочих рухів. У першу чергу це ставиться до шпиндельних вузлів.
2. Підвищення динамічних характеристик верстатів і виключення їхніх теплових деформацій. Високі швидкості робочих рухів верстатів приводять до того, що багато вузлів і механізми здатні стати потужними джерелами вібрацій і теплового випромінювання. Так, у шпиндельних вузлах 30-40% потужності привода головного руху перетворюється в теплоту. Крім того, при пуску механізми подач можуть випробовувати прискорення до 5 м/с3, що викликає в приводах інтенсивні перехідні процеси.
3. Створення надійних засобів контролю стану різального інструменту й якості обробки із включенням їх у систему ЧПУ верстата.
4. Оснащення верстатів пристроями для зміни інструмента й заготівель, а також пристроями для видалення стружки.
5. Підвищення вимог по техніці безпеки, що виключають травмування обслуговуючого персоналу до ушкодження верстата стружкою, що летить, осколками різального інструменту й т.п.
Перехід від традиційної обробки до високошвидкісного вимагає зміни конструкції багатьох кутів, механізмів до систем верстата.
Висновок
У своїй курсовій роботі я розробила номенклатуру критеріїв розвитку для зубостругальних верстатів для виготовлення конічних коліс, взявши за основу який-небудь один граничний розмір колеса, що нарізується. Проаналізувала динаміку цих критеріїв по роках випуску верстатів. З'ясувала, за рахунок яких факторів відбулася зміна значень критеріїв. Дала схему верстата, описала його пристрій, принцип роботи. Проаналізувала залежність питомих показників (питомої енергоємності, матеріалоємності) від розмірів верстата.
Література
1. Половинкин О.І. Основи інженерної творчості. – К., 2003
2. Великий В.Г. Технічний рівень машин і апаратів: шляхи його підвищення. – К., 1991
3. Могунов В.И. Металорізальні верстати. Короткий довідник. – К., 2001
4. Номенклатурний довідник. Універсальні металорізальні верстати, що випускаються підприємствами. – К., 2000
5. Номенклатурний довідник. Універсальні металорізальні верстати, що випускаються підприємствами. – К., 1997
6. Шматков В.В., Ничков О.Г. Верстати. – К., 2000
7. Налчан А.Г. Металорізальні верстати. – К., 1999
8. Смирнов О.І. Перспективи технології машинобудування. – К., 2000
0 комментариев