Навигация
Разработка и нормирование технологического процесса сборки
22443
знака
0
таблиц
2
изображения
Отчет по контрольной работе
“Разработка и нормирование технологического процесса сборки”
по курсу: “Технология сборки машин”
Содержание
Введение
Анализ типа производства
Анализ технических условий и технологичности конструкции детали
Разработка операционной технологии на операцию сверления
Разработка схемы базирования
Разработка схемы построения операции
Выбор метода обработки, инструмента и технологического оборудования
Расчёт режимов резания
Разработка конструкции приспособления
Компоновка приспособления
Выбор метода и способа механизации закрепления детали
Выбор вспомогательных элементов приспособления
Силовой расчёт приспособления
Прочностной расчёт приспособления
Точностной расчёт приспособления
Список литературы
Введение
Интенсификация производства в машиностроении неразрывно связана с техническим перевооружение и модернизацией средств производства на базе применения новейших достижений науки и техники. Техническое перевооружение, подготовка производства новых видов продукции машиностроения и модернизация средств производства неизбежно включают процессы проектирования средств технологического оснащения и их восстановления.
В общем объеме средств технологического оснащения 50% составляют станочные приспособления. Применение станочных приспособлений позволяет: надежно базировать и закреплять обрабатываемую деталь с сохранением её жесткости в процессе обработки, стабильно обеспечивать высокое качество обрабатываемых деталей при минимальной зависимости качества от квалификации рабочего, повысить производительность и облегчить условия труда рабочего в результате механизации приспособлений, расширить технологические возможности используемого оборудования.
В зависимости от вида производства технический уровень и структура станочных приспособлений различны. Для массового и крупносерийного производства в большинстве случаев применяют специальные станочные приспособления. Специальные станочные приспособления имеют одноцелевое назначение для выполнения определенных операций механической обработки конкретной детали. Эти приспособления наиболее трудоемки и дороги при использования. В условиях единичного и мелкосерийного производства широкое распространение получила система универсально-сборочных приспособлений (УСП), основанная на использовании стандартных деталей и узлов. Этот вид приспособлений более мобилен в части подготовки производства и не требует значительных затрат.
Применение технологической оснастки значительно улучшает технико-экономические показатели механосборочного производства. Экономическая эффективность от применения оснастки определяется путем сопоставления годовых затрат и годовой экономии для сравниваемых вариантов обработки детали. Годовые затраты состоят из амортизационных отчислений и расходов на содержание и эксплуатацию приспособления. Годовая экономия достигается за счёт снижения трудоемкости обработки детали и снижения затрат на заработную плату рабочим и накладные расходы. Эффективность любого приспособления так же определяется величиной срока его окупаемости, т.е. срока в течение которого затраты приспособление будут возмещены за счёт экономии от снижения себестоимости обработки детали. Если необходимо обеспечить высокую точность, то приспособления применяют не зависимо от их экономической эффективности.
Анализ типа производства
Нам задана годовая программа выпуска деталей ![]() шт. Учитывая массу нашей детали 3,4 кг, табличным методом определяем, что наше производство крупносерийное. Крупносерийное производство – один из подвидов серийного производства, которое характеризуется изготовлением ограниченной номенклатуры изделий партиями (сериями), повторяющимися через определенные промежутки времени, и широкой специализацией рабочих мест.
шт. Учитывая массу нашей детали 3,4 кг, табличным методом определяем, что наше производство крупносерийное. Крупносерийное производство – один из подвидов серийного производства, которое характеризуется изготовлением ограниченной номенклатуры изделий партиями (сериями), повторяющимися через определенные промежутки времени, и широкой специализацией рабочих мест.
Кратко охарактеризуем крупносерийное производство: для него характерна большая годовая программа выпуска изделий, как правило, узкая номенклатура выпускаемых изделий. Заготовки получают, имеющие как можно более приближенную форму и размеры к готовой детали, т.е. заготовки, имеют как можно наименьшие припуски на обработку, для механической обработки используется специальный инструмент. Квалификация рабочего не высока (2-3 разряд). Также для этого типа производства характерна высокая закрепляемость операций: от 2 до 10 операций на одном рабочем месте. Трудоемкость изготовления деталей мала, а так как трудоемкость является одной из составляющих себестоимости продукции, то себестоимость также мала. Применение специального оборудования и инструмента снижает гибкость производства до минимума. Оборудование расставляется по технологическим группам с учетом направления основных грузопотоков цеха по предметно-замкнутым участкам.
По уровню механизации и автоматизации крупносерийное производство близко к массовому.
Для крупносерийного производства характерно создание высокопроизводительной специальной оснастки. При этом целесообразность ее создания должна быть предварительно обоснована технико-экономическими расчетами. Большое распространение имеет универсально-сборная, переналаживаемая технологическая оснастка, позволяющая существенно повысить коэффициент оснащенности крупносерийного производства.
Расчитаем годовую программу запуска деталей: ![]()
![]() шт.- годовая программа выпуска
шт.- годовая программа выпуска
![]() - коэффициент, учитывающий технологические потери,
- коэффициент, учитывающий технологические потери,
![]() - коэффициент, учитывающий межоперационные заделы,
- коэффициент, учитывающий межоперационные заделы,
![]() шт.
шт.
Определим такт выпуска деталей. Нам известно, что оборудование работает в две смены. Действительный фонд работы оборудования ![]() в этом случае составляет 4015 часов. Такт выпуска деталей или такт производства рассчитывается:
в этом случае составляет 4015 часов. Такт выпуска деталей или такт производства рассчитывается:
![]() мин/шт.
мин/шт.
В технических условиях твердость детали до НВ 201…235. Следует применит закалку ТВЧ. Данную термообработку проводим после механической обработки детали. Неуказанная шероховатость Ra 6.3 мкм, неуказанные предельные отклонения выполняются по H14, h14, IT14/2, а в основном квалитет точности размеров, встречающихся на чертеже 12-9 следовательно, чтобы получить данные параметры необходимо проводить черновую и чистовую обработку. Так же есть отдельные поверхности с шероховатостью Ra 0.8 мкм, Ra 1,6 мкм, 7 и 8 квалитетом точности на размер, требующие получистовой и чистовой обработки.
Также нужно обеспечить требования, которые касаются погрешностей формы и расположения. На нашем чертеже детали это допуск на радиальное биение поверхности, допуск на параллельность торцов . Данные допуска обеспечиваются в процессе получистовой механической обработки поверхностей.
Данная деталь (шестерня привода ТМА) является достаточно жёсткой (l/d= 58.6/55=1,06) . На детали имеются различные канавки и труднообрабатываемые места. Не все обрабатываемые поверхности имеют свободный подвод и отвод инструмента. В этом плане деталь не очень технологична. Но для обработки заданного отверстия есть место для подвода сверла, предусмотренное в конструкции детали. Это повышает технологичность для обработки отверстия. Все шероховатости обозначенные на чертеже соответствуют данным квалитетам точности, а это также является одним из условий технологичности . Так же в данной детали имеютя унифицированные элементы-фаски, что повышает технологичность.
Таким образом, из выше сказанного можно сделать вывод, что приведенная на чертеже деталь соответствует основным требованием технологичности, а следовательно она технологична. Единственным требованием технологичности, которое не выполняется в нашей детали - является труднодоступность некоторых элементов, подлежащих механической обработке.
Разработка операционной технологии на операцию сверления Разработка схемы базирования
В разрабатываемом приспособлении установка детали происходит по внешней цилиндрической поверхности и плоскости, перпендикулярной к её оси.
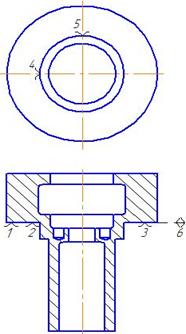
Точки 1, 2, 3 располагаются на торце - установочная база (лишает 3-х степеней свободы: перемещения вдоль одной оси и поворота вокруг двух осей)
Точки 4, 5 располагаются на внешней цилиндрической поверхности (лишает 2-х степеней свободы: перемещения вдоль двух осей)
Точка 6 – фрикционная опорная база, показывается условно (лишает 1-ой степени свободы: поворота вокруг одной оси)
Таким образом деталь забазирована, т.е. ей придано определенное положение в пространстве, и она лишена шести степеней свободы
Разработка схемы построения операции
Разрабатываемое приспособление предназначено для установки одной детали, следовательно схема данной операции одноместная. В нашей операции обрабатывается четыре отверстия четырьмя инструментами – схема многоинструментальная. Обработка данных отверстий производится за один переход, при непрерывной подаче инструмента.
Таким образом нашу сверлильную операцию можно классифицировать как операцию, выполняемую по одноместной, многоинструментальной схеме обработки.
Выбор метода обработки, инструмента и технологического оборудованияДля обработки нам предложено отверстие диаметр 4.5 H9, с шероховатостью поверхности Ra 6.3.Исходя из требуемой шероховатости и квалитета точности для обработки отверстия достаточно чернового сверления. Данную операцию выполняем на вертикально-сверлильном станке. Выбор модели станка зависит от размеров обрабатываемого отверстия, размеров рабочего стола станка и мощности, требуемой при резании. В качестве первоначально варианта оборудования выбираем станок вертикально-сверлильный, модели 2Н118, со следующими техническими характеристиками:
Число скоростей шпинделя: 9,
Частота вращения шпинделя: 180-2800 об/мин,
Подача шпинделя: 0,1-1,6 мм/об,
Мощность э/д привода главного движения: 1,5 кВт.
В качестве инструмента принимаем сверло спиральное. Сверло представляет собой режущий инструмент для обработки отверстий в сплошном материале либо для рассверливания отверстий. Рабочая часть сверла изготавливается из различных марок быстрорежущих сталей и твердых сплавов. Твердость рабочей части сверл: ![]() , хвостовика
, хвостовика ![]() .
.
В инструментальном производстве применяют следующие основные материалы.
Похожие работы





... места, оборудования и выполняемых технологических операций Обработка детали ''вставка нижняя'' производится на производственном участке по изготовлению штампов для холодной объемной штамповки. Таблица 3.1.1 Описание технологического процесса и оборудование производственного участка N оп Наименование операции Наименование оборудования Работы, выполняемые на этом оборудовании 05 ...
... Все элементы на печатных платах соединяются с элементами расположенными вне плат с помощью объемного монтажа выполненный из гибких многожильных цветных проводов. 2.2 Технологический анализ элементной базы Усилитель мощности звуковой частоты содержит такую элементную базу: конденсаторы, микросхемы, резисторы постоянные и переменные, диоды, выпрямительный блок, транзисторы. Все перечисленные ...
... метод сборки будут использовать при изготовлении плат. Перемещение плат будет вынужденным в соответствии с ритмом процесса. А сборку корпуса, крышки и самого изделия будем производить стационарным методом. 2. Анализ конструкции 2.1 Описание конструкции Цифровой измеритель h21э транзисторов представлен собой конструкцию, которая предназначена для измерения коэффициента передачи тока ...
... Vtulka napr:Feature 2:CON|DIA0.010|A Contributor 4: 4% Vtulka napr:Feature 2:CON|DIA0.010|A Contributor 5: 2% 352-71-02:Feature 3:PRL|0.010|A |A 7. Нормирование операций Технологический процесс сборки штампа включает следующие переходы: Выполняемые переходы при запрессовки колонок: 1. Взять и установить корпус на стол пресса. 2. Взять колонку. 3. Установить ...
0 комментариев