Анализ качества и стоимости материалов
Оценка технологичности формы корпуса судна
Разбивка корпуса судна на построечные элементы – секции, блоки секций, объемные насыщенные конструкции (ОНК)
Принципиальные указания по технологии изготовления деталей корпусов судов
Принципиальные указания по технологии изготовления узлов, секций
Принципиальные указания по технологии формирования корпуса судна на стапеле и по спуску судна на воду
Навигация
Принципиальные указания по технологии изготовления деталей корпусов судов
Организация постройки траулера проекта 50010
72074
знака
14
таблиц
1
изображение
2.3 Принципиальные указания по технологии изготовления деталей корпусов судов
Для изготовления деталей корпусов судов предназначен цех изготовления деталей, включающий в себя: масштабный или натурный плаз, склад стали, участок первичной обработки металла и участок непосредственного изготовления деталей. Исходными данными для изготовления деталей являются карта раскроя, технологическая карта изготовления деталей.
При проектировании корпуса судна теоретический чертеж и рабочие чертежи корпусных деталей выполняются в малом масштабе (М 1:100, 1:50) и поэтому возникает необходимость уточнения размеров деталей корпуса. Для уточнения обводов судна служит плаз. На таком плазе строится теоретический чертеж корпуса по практическим шпангоутам в натуральную величину или в масштабе М 1:5, 1:10. Однако, в связи с активным внедрением ЭВМ такой плаз практически не используется, а на смену ему пришел аналитический плаз. При использовании ЭВМ создается математическая модель корпуса судна. Выходными данными с аналитического плаза чертежи деталей корпуса, растяжка наружной обшивки, программы для автоматических резательных машин и пр.
Использование ЭВМ позволяет значительно снизить время и трудоемкость плазовых работ.
2.3.1 Определение площади и схемы компоновки склада стали.
Расчет площади склада стали ![]() выполняется с учетом массы единовременно: хранимой стали и допускаемой нагрузки на 1м2 площади, а также способа хранения стали по следующей формуле:
выполняется с учетом массы единовременно: хранимой стали и допускаемой нагрузки на 1м2 площади, а также способа хранения стали по следующей формуле:
![]()
где ![]() - коэффициент, учитывающий отношение общей площади склада, включая проходы и проезды, к полезной площади;
- коэффициент, учитывающий отношение общей площади склада, включая проходы и проезды, к полезной площади;
![]() - коэффициент, определяющий норму хранения стали на складе;
- коэффициент, определяющий норму хранения стали на складе;
![]() - допускаемая нагрузка на на 1м2 полезной площади, т/м2;
- допускаемая нагрузка на на 1м2 полезной площади, т/м2;
![]() - общая масса заказываемой стали на одно судно с учетом отходов, т
- общая масса заказываемой стали на одно судно с учетом отходов, т
![]() ,
,
здесь ![]() - коэффициент, учитывающий отходы листовой стали, образующиеся при раскрое и вырезке деталей;
- коэффициент, учитывающий отходы листовой стали, образующиеся при раскрое и вырезке деталей;
![]() - коэффициент, учитывающий отходы профильной стали, образующиеся при раскрое и вырезке деталей;
- коэффициент, учитывающий отходы профильной стали, образующиеся при раскрое и вырезке деталей;
![]() - теоретическая масса корпуса судна, т;
- теоретическая масса корпуса судна, т;
Тогда,
![]() т
т
![]() м2
м2
Склад будет располагаться непосредственно около цеха изготовления деталей. Склад оснащен прессом и правильными вальцами. Разгрузка осуществляется мостовыми кранами с электромагнитом грузоподъемностью по 10 т. Сталь хранится по маркам и типоразмерам в горизонтальном положении, профильный прокат – в стеллажах елочного типа. Схема склада представлена на рис. 2.3
Рис 2.3 Схема склада стали
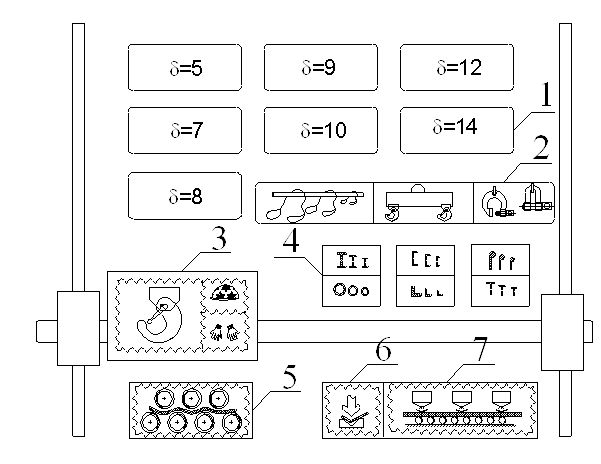
1- площадки хранения листового проката;
2- стеллажи хранения стропильного инвентаря ;
3- мостовой кран;
4- площадки хранения профильного проката; 6- пресс;
5- правильные вальцы; 7- линия дробеметной отчистки.
3.3.2. Технологические маршруты изготовления типовых деталей
По железнодорожным путям прокат поступает на склад стали, где и хранится, оттуда кранами прокат подается на вышерассмотренные участки обработки, готовые узлы и детали кранами подаются на участок комплектации, откуда механизированными автопогрузчиками и грузовиками перевозятся в сборочно-сварочный цех.
Анализ конструкции корпуса судна показал, что в соответствии с имеющейся классификацией, для дальнейшей работы могут быть выделены следующие типовые детали:
Класс 1, группа 4-листы настила II дна.
группа 6- листы настила гл. палубы, НО в районе скулы.
Класс 2, группа 3-листы настила верхней палубы.
группа 6- листы настила ВП в районе оконечностей
группа 8-листы НО в районе оконечностей
Класс 3, группа 1-кницы, бракеты, пояски
группа 3-кницы, ребра жесткости, бракеты
группа 5- пояски с бракетами
Класс 5, группа 1-ребра жесткости
группа 6-набор
| Технологические маршруты изготовления типовых деталей Таблица 2.3.2 |
| ||||
| Класс | Группа | S,мм; № профиля | Шифр операции | Наим. и тип оборудования | |
| 1 | 2 | 3 | 4 | 5 | |
| 1 | 4 | S8-11 | 11(Предварительная правка листов в листоправильных вальцах) | Листоправильные вальцы | |
| 21(Дробеметная очистка листовой стали) | Дробеметная машина в составе МПЛ обработки стали | ||||
| 34(Грунтовка в специальных агрегатах) | Камера грунтовки в составе МПЛ обработки стали | ||||
| 51 (Тепловая резка на машинах с программным управлением) | Газорезательный автомат «Кристалл» | ||||
| 45(Маркировка) | Разметочно-маркировочное устройство в составе МПЛ | ||||
| 1 | 6 | S10-12 | 11(Предварительная правка листов в листоправильных вальцах) | Листоправильные вальцы | |
| 21 (Дробеметная очистка листовой стали) | Дробеметная машина в составе МПЛ обработки стали | ||||
| 34 (Грунтовка в специальных агрегатах) | Камера грунтовки в составе МПЛ обработки стали | ||||
| 51 (Резка тепловая на машинах с программным управлением) | Газорезательный автомат «Кристалл» | ||||
| 47 (Маркировка) | Разметочно-маркировочное устройство в составе МПЛ | ||||
| 81 (Гибка на вальцах) | Гибочные вальцы | ||||
| 63 (Тепловая разделка кромок и снятие ласок) | Газорезательный автомат «Кристалл» | ||||
| 2 | 3 | S8-12 | 11(Предварительная правка листов в листоправильных вальцах) | Листоправильные вальцы | |
| 21(Дробеметная очистка листовой стали) | Дробеметная машина в составе МПЛ обработки стали | ||||
| 34(Грунтовка в специальных агрегатах) | Камера грунтовки в составе МПЛ обработки стали | ||||
| 51 (Тепловая резка на машинах с программным управлением) | Газорезательный автомат «Кристалл» | ||||
| 45 (Маркировка) | Разметочно-маркировочное устройство в составе МПЛ | ||||
| 2 | 6 | S8-12 | 11(Предварительная правка листов в листоправильных вальцах) | Листоправильные вальцы | |
| 21(Дробеметная очистка листовой стали) | Дробеметная машина в составе МПЛ обработки стали | ||||
| 34 (Грунтовка в специальных агрегатах) | Камера грунтовки в составе МПЛ обработки стали | ||||
| 51 (Тепловая резка на машинах с программным управлением) | Газорезательный автомат «Кристалл» | ||||
| 45 (Маркировка) | Разметочно-маркировочное устройство в составе МПЛ | ||||
| 81(Гибка на вальцах) | Холодная гибка листов в вальцах | ||||
| 2 | 8 | S8-12 | 11(Предварительная правка листов в листоправильных вальцах) | Листоправильные вальцы | |
| 21(Дробеметная очистка листовой стали) | Дробеметная машина в составе МПЛ обработки стали | ||||
| 34(Грунтовка в специальных агрегатах) | Камера грунтовки в составе МПЛ обработки стали | ||||
| 51 (Тепловая резка на машинах с программным управлением) | Газорезательный автомат «Кристалл» | ||||
| 41 (Маркировка без разметки) | Разметочно-маркировочное устройство в составе МПЛ управлением | ||||
| 82 (Гибка на прессе) | Гидравлический пресс | ||||
| 3 | 1 | S9-10 | 11(Предварительная правка листов в листоправильных вальцах) | Листоправильные вальцы | |
| 21(Дробеметная очистка листовой стали) | Дробеметная машина в составе МПЛ обработки стали | ||||
| 3 | 3 | 34(Грунтовка в специальных агрегатах) | Камера грунтовки в составе МПЛ обработки стали | ||
| 51 (Тепловая резка на машинах с программным управлением) | Газорезательный автомат «Кристалл» | ||||
| 45(Маркировка) | Разметочно-маркировочное устройство в составе МПЛ управлением | ||||
| 3 | 5 | S9-10 | 11(Предварительная правка листов в листоправильных вальцах) | Листоправильные вальцы | |
| 21(Дробеметная очистка листовой стали) | Дробеметная машина в составе МПЛ обработки стали | ||||
| 34(Грунтовка в специальных агрегатах) | Камера грунтовки в составе МПЛ обработки стали | ||||
| 58 (Резка на гильотине) | Гильотина | ||||
| 45(Маркировка) | Разметочно-маркировочное устройство в составе МПЛ управлением | ||||
| 5 | 1 | Г10 - 12 | 102 (Правка профильного проката в холодном состоянии на прессах типа «Бульдозер») | Горизонтально-гибочный пресс типа «Бульдозер» | |
| 201 (Дробеметная очистка профильного проката) | Дробеметная машина в составе МПЛ обработки стали | ||||
| 304 (Грунтовка в специальных установках) | Камера грунтовки в составе МПЛ обработки стали | ||||
| 404 (Маркировка и разметка профилей по эскизам) | Разметочно-маркировочное устройство в составе МПЛ | ||||
| 503 (Резка профилей) | Газорезательный аппарат входящий в МПЛ | ||||
| 604 (Зачистка кромок от грата) | Ручная шлифовальная машинка | ||||
| 701 (Правка деталей из профильного проката) | пресс типа «Бульдозер» | ||||
| 5 | 6 | Г12 Г14а Г18а | 102 (Правка профильного проката в холодном состоянии на прессах типа «Бульдозер») | Горизонтально-гибочный пресс типа «Бульдозер» | |
| 201 (Дробеметная очистка профильного проката) | Дробеметная машина в составе МПЛ обработки стали | ||||
| 304 (Грунтовка в специальных установках) | Камера грунтовки в составе МПЛ обработки стали | ||||
| 404 (Маркировка и разметка профилей по эскизам) | Разметочно-маркировочное устройство в составе МПЛ | ||||
| 503 (Резка профилей) | Газорезательный аппарат входящий в МПЛ | ||||
| 803 (Гибка профильного проката) | Гибочные вальцы | ||||
Для разработки рабочих технологических процессов, технологических маршрутов изготовления деталей, применяют специальную шифровку операций обработки, так называемую классификацию. Такая классификация облегчает разработку технологических процессов изготовления деталей и составления оптимальных технологических маршрутов. Ориентируясь на классификатор, выбирают оборудование.
0 комментариев