Навигация
Планування оптимальної структури номенклатури продукції;
42686
знаков
2
таблицы
3
изображения
1. планування оптимальної структури номенклатури продукції;
2. визначення максимально можливого обсягу виробництва продукції та економічної межі нарощування виробництва.
РОЗДІЛ 2. КОРОТКА ОРГАНІЗАЦІЙНО-ЕКОНОМІЧНА ХАРАКТЕРИСТИКА ПІДПРИЄМСТВА
Запоріжжя є великим індустріальним містом, у якому знаходиться ряд великих металургійних заводів гігантів, відомих не тільки на території Україні, але і за її межами. До числа таких заводів відноситься і завод ВАТ «Дніпроспецсталь». Електрометалургійний завод «ДСС» ім. А.Н. Кузьміна – ведуче підприємство на Україні по виробництву якісної сталі і сплавів.
Завод побудований у роки першої радянської п'ятирічки. Його будівництво в місті Запоріжжя обумовлене безпосередньою близькістю Дніпровської ГЕС ім. В.І. Леніна з дешевою електроенергією. 10 жовтня 1932 р. випущена перша плавка електросталі, що і з'явилося початком біографії заводу. За період 76-ти літнього функціонування заводу виплавлено більш 48 млн. т. стали, зроблено 26 млн. т. прокату, майже 19 млн. т. холоднотягнутой сталі. У 1994 році на базі електрометалургійного заводу «Дніпроспецсталь» ім. А.Н. Кузьміна створене Відкрите Акціонерне Товариство. З цього моменту на основі рішення Міністерства промисловості України (наказ № 98 від 31.03.94 р.) ознаменований новий етап в історії розвитку підприємства. Метою діяльності товариства є одержання прибутку за рахунок наукової, виробничої і підприємницької діяльності. Предметом діяльності ВАТ заводу «ДСС» є:
- виробництво і збут стали, прокату, металовиробів виробничого і побутового призначення;
- зовнішньоекономічна діяльність;
- виробництво і збут с/г продукції;
- надання послуг іншим юридичним особам, населенню;
- торгівля продовольчими і промисловими товарами, у тому числі авто, мототехнічними і запчастинами до них;
- внутрішні і міжнародні автомобільні перевезення.
Товариство є власником:
- майна, переданого йому засновниками й учасниками у власність;
- продукції, зробленої товариством в результаті господарської діяльності;
- отриманого прибутку.
Майно товариства складається з основних і оборотних коштів, а також цінностей, вартість яких відбита в балансі товариства. Статутний фонд товариства складає 5 643 908 грн. Статутний фонд розділений на 1075030 простих іменних акцій номінальною вартістю 5,25 грн. Товариство має право змінювати розмір статутного фонду.
Завод «ДСС» містить у собі цехи:
- основні цехи (СПЦ –1, СПЦ – 2, СПЦ – 3, СПЦ – 5, ГКР);
- переробні (прокатний, ковальський, термічний, калібрований, ковальсько-пресовий, копровий);
- допоміжні (ЖДЦ, РМЦ-1, ЦПМ, ЦС і П, ЭРЦ, ЭСЦ, ЦПП, Цспр, цех іспитів, авто-цех РСЦ, ЦРМО).
Сталеплавильні цехи заводу оснащені основними дуговими електропечами. В основних електродугових печах виплавляються леговані, високолеговані сталі і сплави в злитках розважуванням 0,625 (15 т). Методом вакуумно-дугового переплаву виробляються жароміцні сплави, корозійно-стійкі, конструкційні, підшипникові й інші сталі в злитках розважуванням від 1 до 7 т. Методом електрошлакового переплаву, виробляються підшипникові, конструкційні, корозійно-стійкі й інші сталі в злитках розважуванням 1,2 ( 20 т).
ВАТ «ДСС» спеціалізується на виробництві прокату і кувань круглого перетину, а також, холоднотягнутой сталі і сталі зі спеціальною обробкою поверхні, усього близько 1000 профіле-розмірів.
Найважливішим фактором досягнення високого рівня конкурентноздатності, як відзначається в багатьох дослідженнях, залишається концентрація виробництва, що вплине на скорочення тенденції до утворення гігантських промислових об'єднань. Поряд з концентрацією рівень конкурентноздатності буде визначатися такими факторами, як розвиток виробництва нових видів продукції і стимулювання становлення нових потреб. З ними зв'язані тенденції продовження росту витрат на дослідницькі і досвідчені розробки, рекламу і маркетинг.
Це, насамперед, відноситься до постійного відновлення асортименту продукції, що випускається, невпинній розробці і швидкому освоєнню нових зразків виробів і одночасному нарощуванню продуктивності праці, підвищенню гнучкості виробництва, ефективності, зниженню усіх видів витрат. Особливе місце займає забезпечення стабільного росту якості і надійності нових виробів при одночасному зниженні цін на нові види продукції. Курс береться на підвищення виробничої, творчої віддачі й активності персоналу при орієнтації на питоме скорочення чисельності виробничих і управлінських працівників. Усе це практично означає випуск як можна більшої кількості нових, що користуються підвищеним попитом виробів, ціни на які будуть нижче, ніж у конкурентів, а якісні й експлуатаційні характеристики і надійність - вище. На найближчі 10-15 років багато великих компаній уже вибрали ту “чарівну паличку”, що, на їхню думку, дозволить у найкоротший термін забезпечити умови для різкого підвищення рівня конкурентноздатності. Для рішення цієї задачі передбачається здійснити цілий комплекс технічних, і організаційно-управлінських заходів. Їхня реалізація і повинна визначати весь курс дій у доступному для огляду періоді.
Кінцевим результатом повинно стати створення виробничих систем нового покоління, що будуть працювати в режимі так званого нововведеного конвеєра. Суть цього підходу полягає в тім, щоб націлити підприємства, по-перше, на постійне впровадження у виробництво нових, більш зроблених виробів; по-друге, на неухильне скорочення усіх видів витрат на виробництво продукції; по-третє, на підвищення якісних і споживчих характеристик при зниженні цін на вироби, що випускаються.
У 2006 році силами заводу, із залученням інститутів і науково-виробничих підприємств України і Росії, проводилося 19 договірних робіт з розробки і впровадження нових видів продукції, передової технології, модернізації устаткування, упровадженню нової техніки. Через недолік коштів на рахунку заводу деякі роботи були перенесені на 2007 рік. Крім того, на заводі проведений ряд робіт з освоєння нової продукції /нових марок, профілів, нових технологій, з особливими вимогами/.
До них відносяться:
1) розробка технології виплавки низьковуглеродних конструкційних сталей типу 12Х1МФ, 17-16ХНЗМА й ін. із застосуванням високовуглеродного феррохрому ФХ800, що скорочує витрату дорогого низьковуглеродного феррохрому приблизно на 4% у порівнянні з діючою технологією;
2) розробка технології виробництва листових злитків ЭШП із використанням електродів власного виробництва, що витрачаються, замість електродів, вироблених раніше на комбінаті "Запоріжсталь". Нова технологія за рахунок здешевлення електродів, що витрачаються, дозволяє знизити собівартість 1 тонни стали марок 22, 23Ш на 12%;
3) робота з упровадження наливних футеровок замість цегельних сталерозливних ковшів для установок "пек-ківш" СПЦ № 3. У результаті впровадження даної роботи стійкість ковшів збільшена з 10-12 до 70 плавок;
4) заміна операції кування прокаткою на стані "950", що дозволило знизити собівартість металопродукції. У 2005 році освоєна технологія прокатки профілів до 250 мм, відкрита можливість виробництва прокату діаметром 285 мм. Отримано значну економію металу.
Здійснюється відновлення інформаційної діяльності шляхом довідково-інформаційного забезпечення /ДІЗ/ фахівців роботи з науково-технічної інформації, пропаганді, рекламі й обміну досвідом. Що проводилося відповідно до системи, затвердженої наказом № 25 від 01.01.2004 р. директора заводу і сприяла підвищенню ефективності використання науково-технічних досягнень і запозиченого досвіду при забезпеченні по проблемних, поточних і перспективних питаннях виробництва, бібліотечного обслуговування працюючих підрозділів.
РОЗДІЛ 3. СТРУКТУРА ВИРОБНИЧОГО ЦИКЛУ
Організація виробничого процесу в часі являє собою спосіб сполучення в часі основних, допоміжних й обслуговуючих процесів по переробці “входу” організації в її “вихід”. Найважливішим параметром організації виробничого процесу в часі є виробничий цикл виготовлення предмета праці, надання послуги або виконання роботи від підготовчих операцій до заключних. Тривалість виробничого циклу складається з робочого часу й часу перерв (рис. 3.1).
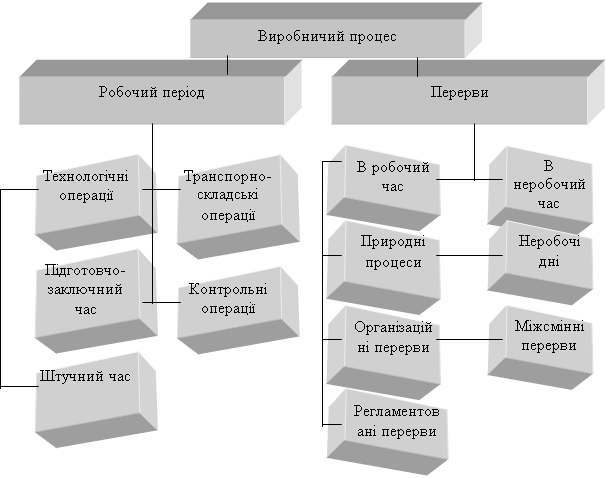
Рис. 3.1 Структура виробничого циклу
Розглянемо зміст окремих складових виробничого циклу. Робочий період виготовлення предмета праці складається з часу технологічних операцій, транспортно-складських операцій і контрольних операцій.
У свою чергу, час технологічних операцій складається з підготовчо-заключного й штучного часу. Підготовчо-заключний час затрачається на початку робочої зміни на підготовку робочого місця, налагодження устаткування, пристосувань, установку інструментів і наприкінці робочої зміни на зняття пристосувань, інструментів. Цей час витрачається на партію оброблювальних протягом зміни предметів праці. Перерви в робочий час підрозділяються на природні процеси (сушіння, нормалізація після термообробки й інші операції, що протікають без участі людини), організаційні перерви (очікування звільнення робочого місця, затримка поставки комплектуючих виробів і т.п.), регламентовані перерви (на обід, відпочинок). [21, с.268]
Довготривалість виробничого циклу виготовлення виробу в цілому розраховується після побудови графіка протікання складного процесу зборки виробу й розрахунку тривалості виробничих циклів виготовлення штучних деталей або їх партій. Ця робота виконується технологами. Наприклад, тривалість виробничого циклу виготовлення партії однойменних деталей визначається як сума по всіх операціях підготовчо-заключного часу, штучного часу (при цьому враховується одночасність виконання однієї й тієї ж операції на декількох робочих місцях, паралельність виконання всіх операцій, плановий коефіцієнт перевиконання норм виробітку), часу природних процесів, транспортування, контролю якості, перерв.
Основним факторами скорочення тривалості виробничих просів є:
- спрощення кінематичної схеми виробу, його конструкції, підвищення рівня блочності для виробів великосерійного і масового виробництва (простота конструкції – мірило розуму конструктора);
- спрощення й удосконалення технологічних процесів виготовлення виробу;
- уніфікація й стандартизація складових частин виробу, його конструктивних елементів, елементів технологічних процесів, устаткування, оснащення, організації виробництва;
- поглиблення подетальної, технологічної й функціональної спеціалізації на основі уніфікації й збільшення програми випуску виробів і його складових частин;
- скорочення питомої ваги механічно оброблювальних деталей;
- аналіз дотримання принципів раціональної організації виробничих процесів: пропорційності, паралельності, безперервності, прямоточності, ритмічності;
- механізація й автоматизація обліку часу, контрольних і транспортно-складських операцій;
- скорочення часу природних процесів шляхом заміни їх відповідними технологічними процесами;
- скорочення міжопераційних перерв;
- збільшення питомої ваги технічно-обгрунтованих норм часу, норм обслуговування, норм витрати ресурсів. Стимулювання економії часу й виконання вимог по якості.
Організація виробничих процесів у часі грунтується на аналізі дотримання принципів пропорційності, безперервності, паралельності, прямоточності, ритмічності. Розглянемо ці принципи.
Пропорційність – принцип, виконання якого забезпечує рівну пропускну здатність різних робочих місць одного процесу, пропорційне забезпечення робочих місць інформацією, матеріальними ресурсами, кадрами. Про принцип пропорційності варто пам’ятати при вирішенні будь-яких питань, тому що “швидкість ескадри визначається швидкістю найповільнішого судна”.
Безперервність – принцип раціональної організації процесів, обумовлений відношенням робочого часу до загальної тривалості процесу:
Дбезп = Троб / Тц , (3.1);
Де: Троб – тривалість робочого часу;
Тц – загальна тривалість процесу, що включає простої предмета праці між робочими місцями, на робочих місцях.
Паралельність – принцип раціональної організації процесів, що характеризує ступінь сполучення операцій у часі. Види сполучень операцій:
- послідовне;
- паралельне;
- паралельно-послідовне.
Коефіцієнт паралельності визначається за формулою:
Кпар = Тцпар / Тцпосл (3.2).
Прямоточність – принцип раціональної організації процесів, що характеризує оптимальність шляху проходження предмета праці, інформації. Визначається за формулою:
Кіпр = Діопт / Діф 1 (3.3).
Ритмічність – принцип раціональної організації процесів, що характеризує рівномірність їхнього використання в часі. Коефіцієнт ритмічності визначаємо по формулі:
Критм = ![]() іф /
іф / ![]() іи (3.4).
іи (3.4).
Одним зі шляхів поліпшення перелічених показників раціональної організації виробничих і управлінських процесів є збільшення повторюваності процесів й операцій. У свою чергу, методом збільшення повторюваності процесів є уніфікація і типізація різнохарактерних часткових процесів. Переваги збільшення повторюваності процесів пов’язані з тим, що кінцеві результати в масовому виробництві краще, ніж в одиничному.
Перераховані принципи раціональної організації процесів є основним чинником підвищення організованості системи менеджменту, що характеризується ступенем кількісної визначеності зв’язків (ентропією) між компонентами системи. Для зниження невизначеності необхідно у всіх управлінських документах (планах, програмах, завданнях, стандартах, положеннях, інструкціях) чітко фіксувати зв’язки органів керування з керованими об’єктами. Зв’язки в системі менеджменту встановлюються після побудови дерева цілей до 4 рівня, перекладу якісних вимог у кількісні.
Останнім часом велика увага приділяється застосуванню в рамках оперативного регулювання (системи влади), що граничить із психологічними аспектами керування персоналом.
РОЗДІЛ 4. ХАРАКТЕРИСТИКА МЕТОДІВ СТВОРЕННЯ ПЛАНІВ ГРАФІКІВ ВИРОБНИЧОГО ПРОЦЕСУ
Виробничий процес – сполучення предметів і знарядь праці й живої праці в просторі й часі, що функціонують для задоволення потреб виробництва. Це складне системне поняття, що складається із сукупності таких окремих понять: предмет праці, знаряддя праці, жива праця, простір, час, задоволення потреб. Розкриємо сутність деяких складових системного поняття “виробничий процес” (таблиця 4.1).
Таблиця 4.1
Складові системного поняття «виробничий процес»
| Найменування поняття | Сутність поняття | Приклади по деяких галузях |
| 1. Предмет праці | Предмет, над яким працює людина для створення проміжного або кінцевого продукту з метою задоволення певних потреб | Книга – для читача. Нормативи конкурентоспроможності майбутнього об’єкта, інформація, методи - для дослідника. Технічне завдання на розробку, креслення – для конструктора. Заготівка – для токаря. Інформація, методика – для економіста. Споруджуваний будинок – для будівельника. |
| 2. Знаряддя праці | Частина засобів виробництва або основного капіталу, за допомогою або коштами яких людина впливає на предмет праці | Лабораторне устаткування, комп’ютер – для дослідника. Графобудівник, комп’ютер, система автоматизованого проектування – для конструктора. Верстат – для токаря. Стіл, комп’ютер – для економіста. Піднімальний кран – для будівельника. Машина – для шофера. Скальпель – для хірурга |
| 3. Жива праця | Безпосередньо працівник, що робить за допомогою знаряддя праця вплив на предмет праці з метою його перетворення й задоволення певних потреб | Дослідник. Конструктор. Токар. Економіст. Будівельник. Шофер. Лікар |
| 4. Простір | Місце протікання виробничого процесу, одна з форм діалектичної єдності простору й часу | Лабораторія – для дослідника. Робоче місце – для токаря. Територія й маршрут руху – для шофера. Операційна – для хірурга |
| 5. Час | Тривалість виробничого процесу, одна з форм діалектичної єдності простору й часу | Тривалість лабораторних випробувань надійності двигуна. Штучний час обробки деталі. Час знаходження машини в шляху. Тривалість хірургічної операції. |
| 6. Задоволення потреб | Виготовлення продукції, надання послуги або виконання роботи для задоволення певних потреб відповідно до планового документа або особистою ідеєю | Робота вченого над новою ідеєю, монографією. Виконання науково-дослідною організацією програми підвищення конкурентоспроможної машини. Виконання будівельною організацією оперативно-календарного плану. Виконання токарем змінно-добового завдання. Виконання консалтинговою фірмою контракту по аналізі конкурентних переваг організації |
Виробничі процеси поділяються на такі види (рис. 4.1).
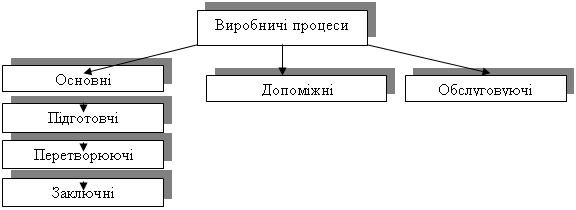
Рис. 4.1 Класифікація виробничих процесів
По вертикалі виробничі процеси можуть протікати на робочому місці, у підрозділі й між підрозділами організації.
Відзначимо, що даний розподіл носить не геометричний, а організаційний характер. По горизонталі виробничі процеси показані у вигляді “мотрійки”: організація, підрозділи, робочі місця. Розглянемо сутність і особливості видів виробничих процесів (таблиця 4.2).
Таблиця 4.2
| Найменування процесу | Сутність процесу | Приклади |
| Підготовчий етап основного процесу | Процес підготовки живої праці в просторі і часі і знаряддя праці для перетворення предмета праці в корисний продукт. | Процеси по різанню металу, штампуванню заготовок, їхнього виливку в заготівельних цехах машинобудівного заводу і т.п. підготовка дослідником робочого місця для проведення експериментів. Підготовка машини й документації для виконання транспортних послуг. |
| Перетворюючий етап основного процесу | Процес перетворення предмета праці шляхом зміни його форма і/або розмірів, фізичних і/або хімічних властивостей, зовнішнього вигляду, виду з’єднання з іншими предметами праці, характеристик і/або показників, стану і/або потенціалу відповідно до планового документа або творчим задумом. | Виготовлення токарем деталі для машин із прутка або штампування. Проведення дослідником лабораторних випробувань по перевірці деталі на міцність. Перевірка шофером вузлів вантажного автомобіля відповідно до виробничого завдання. |
| Заключний етап основного процесу | Процес підготовки перетвореного предмета праці до придбання їм форми товару для відправлення або здачі замовникові (комісії). | Збирання, випробування, сертифікація, упакування товару. Здача будівельного об’єкта приймальній комісії. Узгодження й затвердження нормативного документа. Здача шофером привезеного вантажу замовникові. |
| Допоміжний процес | Процес, що сприяє нормальному протіканню основного процесу по перетворенню предмета праці і пов’язаний із забезпеченням основного процесу устаткуванням, пристосуваннями, ріжучим і вимірювальним інструментом, паливно-енергетичними ресурсами. | Виготовлення інструменту та пристосувань для потреб усіх підрозділів організації. Ремонт технологічного обладнання і транспортних засобів. Вироблення стиснутого повітря компресорною станцією, гарячої води – котельнею. Ремонт будинків і споруджень. |
| Обслуговуючий процес | Процес, конкретно не пов’язаний з даним предметом праці, що забезпечує нормальне протікання основних і допоміжних процесів шляхом надання транспортних послуг, послуг з логістики на “вході” й “виході” організації. | Матеріально-технічне забезпечення виробництва в будь якій галузі народного господарства, організація збуту продукції (надання послуг), надання транспортно-складських послуг конкретному підрозділу або замовникові. Виконання обслуговуючих функцій у різних галузях народного господарства. |
| Виробничий процес на робочому місці | Будь-який вид процесу (основного, допоміжного, обслуговуючого), що протікає на конкретному робочому місці. | Виготовлення деталі на конкретному верстаті. Робота оператора на компресній станції. Робота шофера. |
| Виробничий процес на рівні підрозділу | Процес, що протікає в підрозділі між робочими місцями, або природний процес. | Внутрішньовиробниче (внутрішньо цехове) транспортне обслуговування. Охолодження деталі після термообробки на вільному майданчику цеху. |
| Міжцеховий виробничий процес | Процес, що протікає між підрозділами організації. | Накопичення міжцехового страхового або транспортного запасу виробів. міжвиробниче транспортне обслуговування. |
Представлені в таблицях 4.1 і 4.2, а також на рисунках 4.2 і 4.3 види виробничих процесів, їх сутність і взаємозв’язки характерні для всіх основних, допоміжних і обслуговуючих виробничих процесів незалежно від галузі народного господарства і місця їх протікання. [14, с. 401]
Застосування сформульованих принципів раціоналізації процесів відповідно до їх особливостей допоможе менеджерам і фахівцям ефективно організувати виробництво товарів, потрібних споживачам.
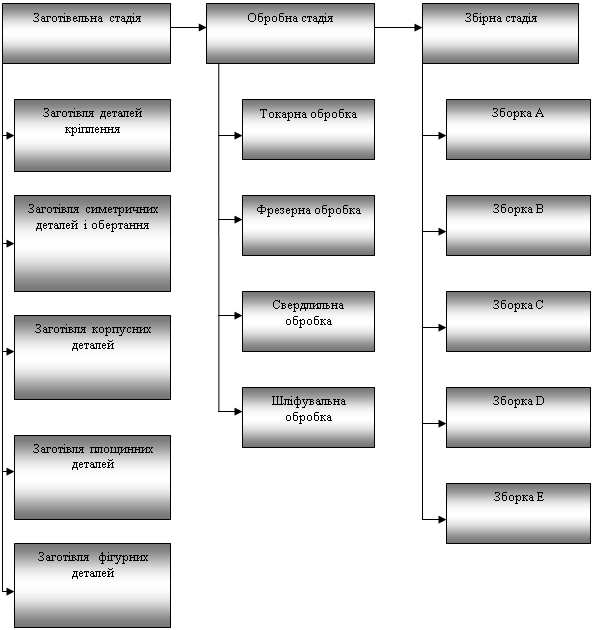
Організація виробничого процесу в просторі являє собою спосіб сполучення основних, допоміжних і обслуговуючих процесів на території організації по переробці її “входу” і “виходу” (малюнок 4.2). Оскільки “вхід” й “вихід” організації відносяться до її найближчого зовнішнього оточення, то відповідно до правил застосування системного підходу “вхід”, процес і “вихід” варто розглядати як взаємозалежні компоненти єдиної системи. Звідси – параметри прямих і зворотних зв’язків на “вході” визначають параметри функціонування процесів, а параметри процесів, у свою чергу, визначають параметри “виходу”.
Для забезпечення високої якості процесу в системі спочатку (на першому етапі) варто проаналізувати:
- чинність конкуренції на “вході” системи;
- обґрунтованість параметрів “виходу”, наскільки вони відповідають вимогам конкурентоспроможності;
- ступінь впливу на процес параметрів зовнішнього середовища (політичної, економічної, технічної), а також інфраструктури регіону;
- конкурентоспроможність постачальників комплектуючих виробів, сировини, матеріалів.
Потім, на другому етапі, аналізуються параметри процесу в системі.
Після аналізу дотримання принципу прямоточності розраховується коефіцієнт прямоточності найважливіших часткових управлінських і виробничих процесів по формулі:
Кіпр = Діопт / Діф 1, (4.1).
Де Діопт – оптимальна довжина проходження предмета праці по і-му процесу;
Діф – фактична (проектна) довжина проходження предмета праці по і-му процесі.
Основними факторами оптимізації прямоточності процесів є:
- розташування підрозділів організаційної і виробничої структур по ходу відповідних процесів;
- концентрація процесів під одним “дахом”;
- скорочення відстані між компонентами процесів;
- системний аналіз і оптимізація коефіцієнта прямоточності одиничних управлінських і виробничих процесів;
- автоматизація процесів;
- забезпечення пропорційності часткових процесів;
- аналіз раціоналізації структур.
РОЗДІЛ 5. РОЗРАХУНОК ТАКТУ, РИТМУ І ТЕХНОЛОГІЧНОГО ЦИКЛУ ДЛЯ ПОТОКОВОЇ ЛІНІЇ
Виробничий процес – це сукупність взаємозалежних процесів праці і природних процесів, у результаті яких вихідна сировина і матеріали перетворюються на готову продукцию. [14, с. 532]
Ступінь – представляє собою частину виробничого процесу, що включає в себе регламентований комплекс технологічно однорідних виробничих операцій.
Технологічний цикл – сума тривалості операцій інтервалу, на кожній ступіні виробничого процесу.
Ц =  , (5.1);
, (5.1);
Де: ti – тривалість інтервалу операцій ступіні.
Перекриття – відрізок часу між початком наступного циклу і закінченням попереднього.
П = Ц – Т, (5.2);
Де: Т – такт (ритм).
Такт (ритм) – тривалість операції з інтервалом.
Т = Ц – П (5.3).
Розглянемо на прикладі технологічний цикл, ритм і перекриття.
Припустимо, складний виробничий процес здійснюється на трьох ступінях з перекриттям. Тривалість операції і тривалість інтервалів на всіх ступінях однакова – 2 хвилини. Операції здійснюються послідовно та безупинно. Визначимо і покажемо на графіку величини циклу, перекриття і ритму.
ВИСНОВКИ
В курсовій роботі ми розглянули металургійний завод «Дніпроспецсталь».
На мою думку, все більш очевидним стає те, що головною характерною рисою нових систем керування повинна стати орієнтація на довгострокову перспективу, проведення фундаментальних досліджень, диверсифікованість операцій, інноваційну діяльність, максимальне використання творчої активності персоналу. Децентралізація, скорочення рівнів в апараті керування, просування працівників і їхньої оплати, у залежності від реальних результатів, стануть основними напрямками змін.
За принципом формування виробничої програми можна виділити 3 групи номенклатурних позицій:
1) номенклатура продукції, встановлена в державному контракті на замовленні;
2) номенклатура продукції, яка визначається на основі ринкового попиту, замовлень споживачів, торгових і посередницьких організацій;
3) номенклатура виробів і послуг, які використовуються підприємством на внутрішні виробничі потреби і визначаються планом виробництва продукції та послуг, які будуть реалізовані у плановому періоді.
Державний контракт і державне замовлення формуються на основі пропозицій міністрерств і відомств – державних замовників. Фінансування державного контракту проводиться за рахунок державного бюджету, а державного замовлення – за рахунок власних коштів підприємств та організацій і наявних кредитних ресурсів. Відповідальність замовників (споживачів) і виконавців за виконання державного контракту і державного замовлення визначається укладеними договорами (контрактами) та законодавством України.
Виробнича програма є важливим розділом, на основі якого проводиться планування потреби матеріально-технічних, трудових, енергетичних ресурсів, розраховується собівартість, прибуток та інші фінансові показники.
У товарну продукцію підприємства включаються:
- готові вироби;
- запасні частини для продажу;
- напівфабрикати виробництва підприємства;
- нестандартне технологічне устаткування вироблене як для потреб самого виробництва, так і для реалізації;
- частина продукції допоміжних підрозділів, яка реалізується іншим споживачам;
- інші роботи і послуги виробничого характеру.
Основими факторами скорочення триалості виробничих процесів є: спрощення кінематичної схеми продукції; спрощення й удосконалювання технологічних процесів; уніфікація й стандартизація складових частин продукції, елементів технологічних процесів, оснащення, організації виробництва; поглиблення подетальної технологічної і функціональної спеціалізації; скорочення питомої ваги механічно оброблюваних деталей; аналіз і дотримання принципів раціональної організації виробничих процесів; автоматизація обліку часу, контрльних, транспортно-складських операцій; скорочення часу природних процесів.
У ХХІ столітті передові машинобудівні заводи світу будуть розробляти і впроваджувати безупинні процеси на основі мікроелектроніки, біотехнології, генної інженерії з використанням екстремальних умов у замкнутих безвідхідних циклах автоматизованого виробництва.
СПИСОК ВИКОРИСТОВАНИХ ДЖЕРЕЛ
1. Алексеева М.Л. Планирование деятельности фирмы. Учебно-методическое пособие. – М.: Финансы и статистика, 1997. – 248 с.
2. Балабанов И.А. Основы финансового менеджмента. – М.: Финансы и статистика, 1999. – 512 с.
3. Боумэн К. Основы стратегического менеджмента. – М.: Банки и биржи, 1997. – 175 с.
4. Герчикова И.Н. Маркетинг. – М.: Инфра-М, 2000. – 320 с.
5. Горемыкин В.А., Бигулов Э.Р., Богомолов А.Ю. Планирование на предприятии. Учебник. – М.: Информационно-издательский дом «Филинъ», 1999. – 328 с.
6. Дацій О.І. Планування діяльності підприємства: Навчальний посібник. – Запоріжжя: ГУ “ЗІДМУ”, 2007. – 196 с.
7. Долан Э. Макроэкономика. Санкт-Петербург, «Литера плюс», 1994.
8. Економіка підприємства: Підручник. / За заг. Ред. С.Ф. Покропивного. – К.: КНЕУ, 2000.
9. Економіка підприємства/за ред.. А.В. Шегди. – К.:Знання-Прес, 2001. – 335 с.
10. Ильин А.И. Планирование на предприятии. В 2-х частях. Часть 1. Стратегическое планирование. – Минск: ООО «Мисанта», 1998. 294 с.
11. Коробов М.Я. Фінансово-економічний аналіз діяльності підприємств: Навч. Посіб. – К.: Т-во «Знання», КОО, 2000. – 378 с.
12. Ковалев В.И. Введение в финансовый менеджмент. – М.: Финансы и статистика, 1999. – 512 с.
13. Маркова В.Д., Кузнецова С.Ф. Стратегический менеджмент. – М.: Инфра-М, 2000. – 288 с.
14. Планування діяльності підприємства: Навчальний посібник для самостійного вивчення дисципліни /М.А. Бєлов, Н.М. Євдокимова, В.Є. Москалюк та інші. За загальною редакцією В.Є. Москалюка: К.: КНЕУ, 2002. – 252 с.
15. Прогнозирование и планирование экономики: Учебное пособие / В.И. Борисевич, Г.А. Кандаурова, Н.Н. Кандауров и другие: под общей редакцией В.И. Борисевича, Г.А. Кандауровой. – Мн.: Интерпрессервис; Экоперстпектива, 2001. – 380 с.
16. Типовое Положение о составлении бизнес-планов.//Ведомости приватизации. – 1994.-№11.-с. 12-25.
17. Семенов Г.А., Стачевський В.К., Панкова М.О., Семенов А.Г., Гребінець К.М. Організація і планування на підприємстві: Навчальний посібник – К.: Центр навчальної літератури, 2006. – 528 с.
18. Семюелсон П., Нордгауз В. Макроекономіка. К.:Основи, 1995. – 360 с.
19. Тарасюк Г.М. Планування діяльності підприємства. Практикум: Навчальний посібник. – К.: Кондор, 2004. – 266 с.
20. Топчій Л.С. Методичні вказівки по оптимізації календарного розподілу виробничої програми з використанням персонального комп’ютера. – К.: КНЕУ, 1997.
21. Тарасюк Г.М., Шваб Л.І. Планування діяльності підприємства: навчальний посібник. 2-ге вид. – К.: Каравела, 2005. – 312 с.
22. Фінанси підприємств/Під ред.. А.М. Поддєрьогіна. – К.: КНЕУ, 2000. – 460 с.
Похожие работы
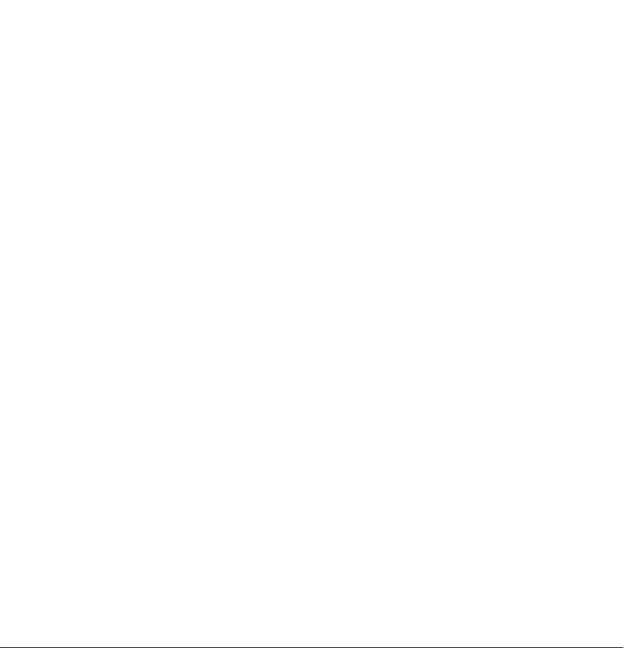
... і від частин виробничого процесу виробничі підрозділи поділяють на: · Підрозділи основного виробництва · Допоміжного виробництва · Обслуговуючого виробництва Побудуємо виробничу структуру підприємства для реалізації розробленої виробничої програми підрозділами різного призначення. Кількість підрозділів основного виробництва була обґрунтована в розділі 2. Вони можуть будуватися за технологі ...
... 20 Попутна продукція (відраховується) 21 Виробнича собівартість Разом за мінусом відходів і попутної продукції (ст. 18+19-20) 6527 7179502 Ресурсне обґрунтування виробничої програми підприємства також включає оцінку ступеня витратності виробництва за показником собівартості виготовленої продукції. Розрахунки виробничої собівартості ...
... ї промисловості в Україні» (від 18 листопада 1999 р.). Розробка нормативних документів, котрі стануть основою (базою) для розвитку судобудівництва України, продовжуються. 2. Оцінка виробничої програми підприємства Найважливішим розділом плану господарської діяльності та розвитку будь-якого підприємства є його виробнича програма, тобто конкретна сукупність завдань щодо обсягу виробництва ...
... виробу. 2. Розробка виробничої програми Діяльність підприємства головним чином залежить від планування його діяльності. Оскільки виробнича програма один з найголовніших аспектів планування діяльності підприємства, то саме від умілої розробки виробничої програми залежить ефективність діяльності підприємства. Розробка і складання виробничої програми повинне обов'язково опиратися на цілі, ...
0 комментариев