Навигация
Оборудование для зонной плавки
29187
знаков
2
таблицы
6
изображений
Содержание
Рис. 1. Схема аппаратов для зонной очистки:

Задание 1 Общие сведения
2 Установки зонной плавки в контейнерах
3 Установки бестигельной зонной плавки4 Установка бестигельной зонной плавки с индукционным нагревом
5 Установка бестигельной зонной плавки с электронно-лучевым нагревом
Заключение 19 Список использованных источников
Оборудование для зонной плавки
1 Общие сведения
Зонная плавка (очистка полупроводниковых материалов и редких металлов от примесей) основана на физических процессах разделения, преимущество которых состоит в том, что очистка протекает без использования каких-либо реагентов, вносимых извне. Зонная плавка — кристаллизационный метод очистки — заключается в удалении примесей движущимся фронтом кристаллизации. Она применима для любого кристаллизующегося вещества, растворимость примесей которого в жидком и твердом состояниях различна.
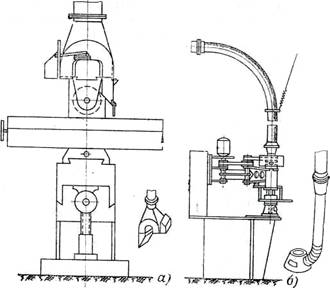
При очистке слиток может находиться в горизонтальном или вертикальном положении в соответствующем контейнере.
Простейшее устройство представляет собой горизонтальный контейнер, в котором расположена лодочка с очищаемым веществом. Лодочка проходит через нагреватель, создающий расплавленную зону. Перемещаться может либо лодочка относительно неподвижного нагревателя, либо нагреватель относительно неподвижной лодочки.
Бестигельную зонную плавку применяют для того, чтобы избежать взаимодействия очищаемого слитка с материалом контейнера и загрязнения материала, которое может при этом происходить. Подлежащий очистке слиток вертикально помещают в камере, в которой создают вакуум или необходимую атмосферу. Нагреватель создает расплавленную зону, которая удерживается в слитке под действием сил поверхностного натяжения.
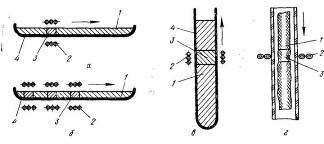 |
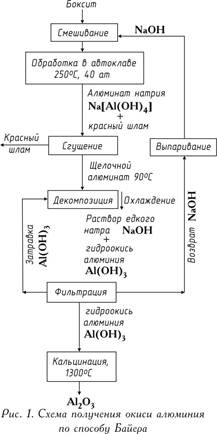
Рис. 1. Схема аппаратов для зонной очистки:
а – однозонный аппарат; б — многозонный; в — вертикальный; г — бестигельный; 1 — кристаллический материал; 2 — нагреватель; 3 — рас натяжения (иногда для поддержания зоны используется сжимающий эффект магнитного поля.)
В результате относительного движения нагревателя и слитка вдоль оси последнего расплавленная зона перемещается.
На рис. 1 .показаны принципиальные схемы аппаратов для зонной очистки. Эффективность очистки процесса зонной плавки определяется величиной коэффициента распределения (коэффициентом сегрегации). Коэффициент распределения представляет собой определяющий фактор эффективности процесса зонной плавки
где К — коэффициент распределения;
Ств И Сж —концентрации примесей в твердой и жидкой фазах.
Процесс заключается в медленном движении расплавленной зоны вдоль твердого загрязненного (очищаемого) слитка. В результате этого большая часть примесей перераспределяется по длине слитка, перемещаясь к одному из его концов.
Метод зонной плавки широко применяют для глубокой очистки металлов, полупроводниковых материалов и других веществ.
В практических целях для достижения максимальной эффективности процесса, кроме основного фактора — величины коэффициента распределения, необходимо учитывать следующие важные факторы: длину зоны и скорость ее перемещения, степень перемешивания расплава в зоне, количество зон, одновременно расплавляемых в слитке, массоперенос, точное регулирование температуры, степень чистоты материалов аппаратуры и .реакционное взаимодействие материала контейнера и расплавленного материала.
Длина зоны обычно зависит от физических свойств очищаемого материала: точки плавления, теплоемкости, скрытой теплоты плавления, лучеиспускания и теплопроводности. Узкую расплавленную зону легче создать в материале, имеющем более высокую температуру плавления и низкую теплопроводность по сравнению с материалом, имеющим низкую температуру плавления и высокую теплопроводность. Обычно длина зоны составляет около одной десятой длины очищаемого слитка.
Скорость перемещения зоны зависит от коэффициента диффузии примеси, условий (перемешивания зоны и т. д. Она колеблется в широких пределах от сотых долей до нескольких миллиметров в минуту. При перемешивании расплава, в зоне увеличивается эффективность процесса, в результате этого можно увеличить скорость перемещения зоны. В тех случаях, когда имеется возможность перемещать вдоль по слитку последовательно несколько расплавленных зон, выгодно иметь минимальные промежутки между зонами. Величина их не влияет на последующее распределение примесей и определяется из практических условий.
При применении метода зонной очистки в результате изменения плотности (объема) вещества при расплавлении зоны происходит перенос вещества из одного конца лодочки в другой. При одном проходе зоны это явление малозаметно, но при большом числе проходов материал перемещается настолько значительно, что даже может вылиться через край лодочки. Для предотвращения этого необходимо наклонять лодочку на некоторый угол, величину которого можно определить практически и расчетом.
Точное регулирование температуры достигается применением соответствующей злектрорегулирующей аппаратуры, которой оснащены современные установки зонной плавки.
Похожие работы
... ввода коммуникаций учтены рекомендуемые расстояния точек ввода до краев оборудования. На монтажный план нанесено только монтируемое тепловое, холодильное, механическое и вспомогательное оборудования. На предприятиях общественного питания обычно принимают четырехпроводные электрические сети, имеющие напряжение 380В, реже 220В. Передача электроэнергии от трансформатора к электрическим приемникам ...
... 11,9 11,5 16,6 медь 9,8 15,5 16,4 Выпуск алюминия высокой чистоты, % марок: А995 47,8** 3,5 2,1 А99 30,4 67,1 54,2 А97 8,3 21,5 43,7 А95 10,4 7,9 — ниже А95 3,1 — — * Показатели производства алюминия высокой чистоты. ** Сортность по электролизерам без расшихтовки. Основным фактором, снижающим выход по току, помимо прямых потерь тока ...
... либо полным, активным или реактивным током. Расчет нагрузок городской сети включает определение нагрузок отдельных потребителей (жилих домов, общественных зданий, коммунально-бытовых предприятий и т.д.) и элементов системы электроснабжения (распределительных линий, ТП, РП, центров питания и т.д.) Расчётную нагрузку грепповых сетей освещения общедомовых помещений жилых зданий (лестничных клеток, ...
... . Рабочие помещения сварки оборудуются приточно-вытяжной вентиляцией, обеспечивающей предельно допустимые концентрации вредных веществ. 2. Охрана труда при изготовлении радиоэлектронных изделий и приборов 2.1 Изготовление изделий методами литья и прессовки При изготовлении радиоэлектронных узлов и деталей широко применяются отлитые и прессованные заготовки-детали. В результате литья и ...
0 комментариев