Навигация
Установка бестигельной зонной плавки с индукционным нагревом
29187
знаков
2
таблицы
6
изображений
4 Установка бестигельной зонной плавки с индукционным нагревом
Из ранее применяемых таких установок предпочтение отдавалось аппаратам, в которых очищаемый стержень находился внутри кварцевой трубы, а расплавленная зона создавалась перемещающимся вверх и вниз индуктором, охватывающим кварцевую трубу снаружи. В случае применения высоких температур, при которых кварц размягчается и деформируется, наружная поверхность кварцевой трубы охлаждалась непрерывной струей сжатого воздуха, поступавшего из кольцевой трубы, перемещавшейся синхронно с индуктором, или омывалась стекающей по наружной стенке водой.
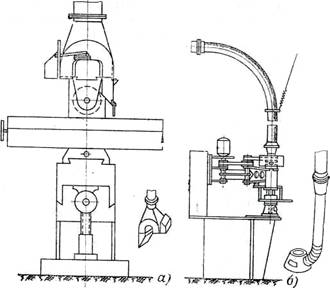
На рис. 6 показана одна из отечественных конструкций — «Зона-1». Эта установка предназначена для получения калиброванных монокристаллических слитков кремния методом бестигельной зонной плавки. Установка автоматизирована.
Техническая характеристика установки для очистки и выращивания монокристаллов кремния приведена ниже:
Размеры слитка, мм:
диаметр...................................... 32
длина...................................... 600
Напрев зоны.................................... Индукционный
Частота, МГц.......................... 5,28
Мощность колебательного контура, кВА 16
Мощность, потребляемая из сети, кВЛ 40
Статическая точность регулирования
мощности, %'...................... ±0,2
Скорость перемещения зоны, мм/мин:
рабочая.................................. 0,5—10
холостого хода...................... 72—360
Скорость вращения слитка, об/мнн . . До 50
Рабочая среда в камере:
вакуум, мм рт. ст. ....... (1-—5) • 10 6
избыточное давление инертного газа,
ат............................................. 0,2
Расход охлаждающей воды, м3/ч ... 0,6
Рис. -6. Установка «Зона-1»
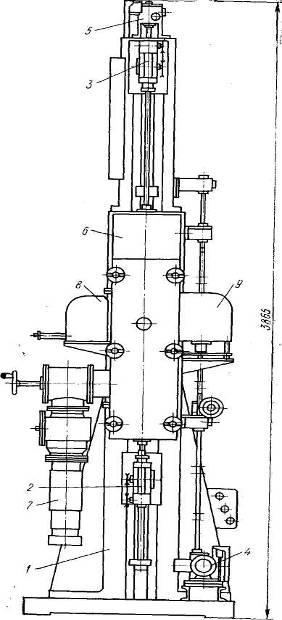
Установка состоит из печного агрегата, пульта управления и высокочастотного генератора. Печной агрегат (рис. -7) состоит из станины 1, на которой крепятся все основные узлы печного блока, нижняя и верхняя каретки 2, 3, привод перемещения штоков 4, привод регулирования зоны 5, камера 6, вакуумная система 7, регуляторы диаметра слитка 8, 9 и система охлаждения.
Массивная литая станина состоит из трех частей: основания, нижнего и верхнего корпусов. Нижний и верхний корпусы имеют направляющие типа «ласточкин хвост», по которым перемещаются верхняя и нижняя каретки, несущие соответственно верхний и нижний штоки. В станине расположены механизмы перемещения нижней каретки, механизм перемещения верхней и нижней кареток, а также ряд предаточных механизмов.
Механизм перемещения нижней каретки состоит из ходового винта, установленного в двух подшипниках, и гайки плавающего типа. Корпус гайки соединен с подушкой, к которой крепится нижняя каретка.
Механизм перемещения верхнего штока состоит из ходового винта, гайки, колонки и двух подшипниковых узлов. Гайка своим шпоночным выступом входит в паз колонки, соединенной в верхней части с приводом регулирования ширины зоны. Внутри колонки размещен ходовой винт. Колонка и ходовой винт установлены в подшипниковых узлах. При вращении колонки вместе с ней вращается гайка ходового винта; этим создается дифференциальное движение верхней каретки, т.е. ускоренное или замедленное перемещение верхнего штока, необходимое для регулирования ширины расплавленной зоны.
Колонка соединена с конической шестерней, находящейся в зацеплении с шестерней коробки передач ручного механизма регулирования ширины расплавленной зоны.
Верхняя и нижняя каретки штоков конструктивно выполнены одинаково. Каждая из них состоит из литого корпуса, в котором крепится электродвигатель, червячный редуктор и переходной вал со штоком. Шток вставляется в цилиндрическую расточку шпинделя и закрепляется зажимной цангой. Вращение штоку сообщается электродвигателем через ременную и червячную передачи. Шток — водоохлаждаемый. Привод перемещения кареток штоков служит для верхнего и нижнего штоков; этим обеспечивается синхронность их движения. Привод состоит из электродвигателя, редуктора и электромагнита, закрепленных на общей плите. Рабочее и ускоренное перемещение кареток штоков осуществляется от электродвигателя через электромагнит зубчатой полумуфты, расположенной внутри редуктора.
Привод регулирования ширины зоны состоит из электродвигателя, редуктора и электромагнита, закрепленных на общей плите. В нижней части редуктора имеется муфта, переключаемая электромагнитом, что позволяет работать в автоматическом цикле. При отключении привода редуктор может работать от ручного механизма.
При отключении привода редуктор может работать от ручного механизма. Привод крепится к верхней части станины так, что выходной вал редуктора через муфту может быть соединен с колонкой механизма каретки перемещения верхнего штока.
Рабочая камера состоит из корпуса и прямоугольной двери, корпус и дверь камеры снабжены рубашками для водяного охлаждения. Герметичность двери обеспечивается прокладкой из вакуумной резины и шестью зажимами. Сверху и снизу камеры сносно крепятся стаканы с вакуумными уплотнениями штоков. Вакуумные уплотнения снабжены принудительной системой смазки. К задней части камеры крепится высокочастотный ввод со съемным индуктором. На камере укреплены устройства датчика, предназначенного для работы в схеме контроля и автоматического регулирования диаметра кристалла.
Сбоку камеры имеется фланец для присоединения к вакуумной системе. Дверь камеры снабжена смотровым окном со светофильтром. В камере имеются устройства для подвода газа и лигатуры, при легировании ее компонентами из газовой фазы и устройства для крепления датчиков вакуума. На корпусе камеры крепится блокировочное устройство, фиксирующее закрытое положение двери.
Вакуумная система состоит из вакуумного затвора, отсекающего паромасляный диффузионный насос от камеры; сорбционной ловушки, предназначенной для получения «чистого» вакуума; диффузионного насоса и системы вентилей. Ловушка представляет собой металлический корпус, внутри которого расположены сменные поглотительные элементы. По мере необходимости поглотительные элементы ловушки могут быть подвергнуты регенерации без демонтажа. Вакуумную систему можно присоединить к централизованной форвакуумной системе. Кроме того, она может работать от отдельного форвакуумного насоса.
Система водяного охлаждения установки обеспечивает охлаждение высокочастотного лампового генератора, печного блока и узлов вакуумной системы.
5 Установка бестигельной зонной плавки с электронно-лучевым нагревом
Разновидностью установок такого типа является представленная на рис.-8 японская установка модели IEBZ-3B, в которой расплавление зоны происходит в глубоко вакуумированной камере в результате бомбардировки прутка обрабатываемого материала направленным стабилизированным пучком электронов, создаваемым электронной пушкой с кольцевым катодом. Эту установку фирма рекомендует использовать для бестигельной зонной плавки полупроводниковых материалов и тугоплавких металлов.
В комплект установки входят: печной агрегат, блок высоковольтного питания, шкаф управления и форвакуумный насос. Печной агрегат состоит из рабочей камеры, приводов верхнего и нижнего штоков, привода кольцевого катода, вакуумной системы и системы водяного охлаждения. Эти узлы смонтированы на столе, закрытом боковыми листами.
Рабочая камера — водо-охлаждаемая из нержавеющей стали, внутрь камеры встроена кольцевая электронная пушка, введены штоки с патронами-держателями стержня. На заднем торце камеры имеется патрубок для вакуумирования. На дверце камеры расположено вертикальное щелеобразное смотровое окно для наблюдения за процессом. Подлежащий очистке стержень помещают в центр опоясывающей его кольцевой нити накала — катода, укрепленного на фигурном кольце. Форма и расположение анода, по мнению фирмы, предотвращают загрязнение стержня материалом катода.
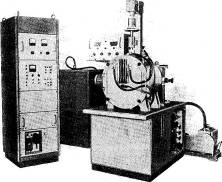
Рис.-8 Установка японской фирмы модели IEBZ-3B
Перемещение расплавленной зоны достигается вертикальным перемещением электронной пушки. Скорость перемещения зоны зависит от материала и может регулироваться в пределах 0,2—2 и 2—20 мм/мин. Скорость холостого хода электронной пушки составляет примерно 200мm/mиh.
Когда электронная пушка достигает крайнего верхнего положения, автоматически прекращается поток электронов, далее пушка опускается в исходное нижнее положение со скоростью холостого хода, после чего операция очистки возобновляется. Эти повторяющиеся операции осуществляются автоматически, для этого предусмотрено программное устройство. Перемещение пушки может быть приостановлено и вновь включено оператором на любом участке очищаемого слитка.
Заключение
Вращение очищаемого стержня осуществляется соответствующими механизмами вращения верхнего и нижнего штоков. Для достижения более полной гомогенности материала при очистке конструкцией установки в период рабочего хода при образовавшейся расплавленной зоне допускается вращение верхней и нижней частей очищаемого стержня с различным числом оборотов; например, верхней со скоростью 5 об/мин, а нижней 2 об/мин.
Вакуумная система расположена за рабочей камерой. Она состоит из диффузионного пар масляного насоса, форвакуумного насоса, ловушки, вакуумных задвижек и вентилей. Рабочий вакуум, требуемый в процессе очистки, может быть, достигнут в течение 10 мин, после включения вакуумной системы. Система водяного охлаждения обеспечивает охлаждение анода электронной пушки, верхнего и нижнего штоков, рабочей камеры и узлов вакуумной системы. Электрооборудование установки состоит из блока питания и контрольного блока, в котором сосредоточены все схемы контроля регулирования и управления установкой.
Список использованных источников
1. Основы металлургии, Т. 7. Технологическое оборудование предприятий цветной металлургии. Под редакцией И.А. Стригина, А.И. Басова, Ф.П. Ельцева, А.В. Троцкого. «Металлургия», 1975. с.1008.
Похожие работы
... ввода коммуникаций учтены рекомендуемые расстояния точек ввода до краев оборудования. На монтажный план нанесено только монтируемое тепловое, холодильное, механическое и вспомогательное оборудования. На предприятиях общественного питания обычно принимают четырехпроводные электрические сети, имеющие напряжение 380В, реже 220В. Передача электроэнергии от трансформатора к электрическим приемникам ...

... 11,9 11,5 16,6 медь 9,8 15,5 16,4 Выпуск алюминия высокой чистоты, % марок: А995 47,8** 3,5 2,1 А99 30,4 67,1 54,2 А97 8,3 21,5 43,7 А95 10,4 7,9 — ниже А95 3,1 — — * Показатели производства алюминия высокой чистоты. ** Сортность по электролизерам без расшихтовки. Основным фактором, снижающим выход по току, помимо прямых потерь тока ...
... либо полным, активным или реактивным током. Расчет нагрузок городской сети включает определение нагрузок отдельных потребителей (жилих домов, общественных зданий, коммунально-бытовых предприятий и т.д.) и элементов системы электроснабжения (распределительных линий, ТП, РП, центров питания и т.д.) Расчётную нагрузку грепповых сетей освещения общедомовых помещений жилых зданий (лестничных клеток, ...
... . Рабочие помещения сварки оборудуются приточно-вытяжной вентиляцией, обеспечивающей предельно допустимые концентрации вредных веществ. 2. Охрана труда при изготовлении радиоэлектронных изделий и приборов 2.1 Изготовление изделий методами литья и прессовки При изготовлении радиоэлектронных узлов и деталей широко применяются отлитые и прессованные заготовки-детали. В результате литья и ...
0 комментариев