Навигация
Конструктивные параметры фрезы
21300
знаков
4
таблицы
14
изображений
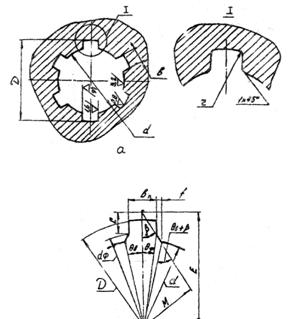
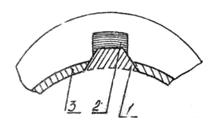
23. Конструктивные параметры фрезы
Длина фрезы L=90мм,
посадочный диаметр (под шпонку) d=40мм,
шпонка bxhxl - 12х8х90, глубина паза t2=3,3мм;
конструктивный диаметр D1=50мм,
число зубьев фрезы z=12.
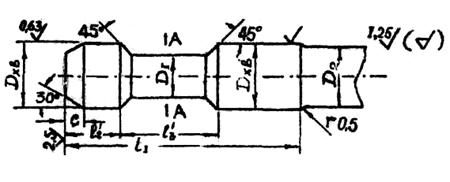
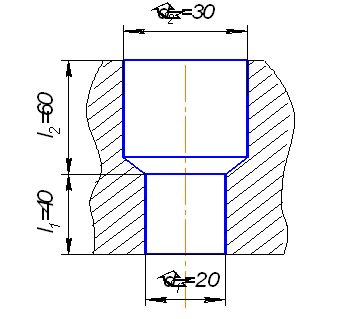
2. Проектирование комбинированного сверла
Исходные данные:
d1=22мм, d2=27мм - номинальные диаметры ступенчатого отверстия, подлежащего обработке;
l1=52мм, l2=30мм - длина сверления каждой ступени (расстояние от начала до конца соответствующей ступени);
материал заготовки - сталь 20Х, НВ 146-207, σв=785 МПа;
материал сверла - сталь Р6М5 ГОСТ 19265-79;
станок модели 2Н135;
комбинированное сверло применяют для окончательной обработки отверстия.
1. Определение предельных размеров диаметров отверстий, обрабатываемых сверломØ22Н11 (+0,13)
![]()
Ø27Н11 (+0,13)
![]()
Определение допусков на диаметр отверстия:
![]()
2. Определим коэффициент глубины сверления
Определим расчетный диаметр (при Кгм≤3):
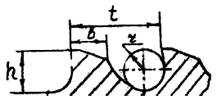
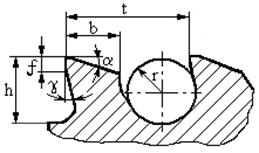
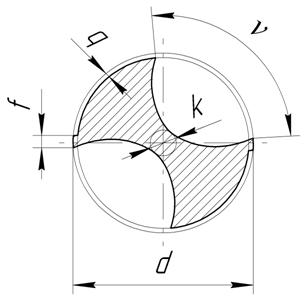
Сверла диаметром свыше 0,6мм выполняются с ленточкой шириной f и высотой q.
Ширина ленточки определяется по формуле:
![]()
Определим высоту ленточки:
![]()
![]()
По технологическим соображениям величина 2q должна находиться в пределах 0,1мм - 2,5мм.

Рисунок 2.1 - Ленточка сверла
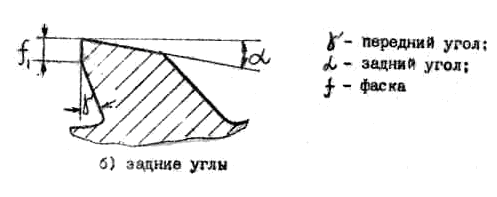
4. Определим геометрические параметры режущей части сверлаГлавный угол в плане для сверл выбирается в зависимости от свойств обрабатываемого материала.
Двойное значение главного угла - 2φ=118о, допуск на главный угол ±3о.
Значение заднего угла:

αТ=12о - выбирается в зависимости от свойств обрабатываемого материала, [2, табл.4, с. 20]
допуск на величину заднего угола ±3о.
Угол наклона перемычки ψ является производной величиной, которая образуется при заточке.
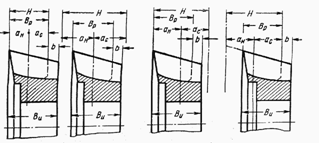
Стружечный канавки:
Направление винтовой линии стружечных канавок должно совпадать с направлением вращения шпинделя станка.
Угол наклона стружечной канавки зависит от свойств обрабатываемого материала и определяется зависимостью:
 , ωТ=40о, [2, табл.4, с. 20]
, ωТ=40о, [2, табл.4, с. 20]
Принимаем ω (22) = ω (27) = 42о.
ν=92о - центральный угол канавки, выбирается в зависимости от свойств обрабатываемого материала.
Шаг стружечной канавки:
Ширина пера определяется зависимостью:

Диаметр сердцевины сверла
![]()
Увеличение диаметра сердцевины к хвостовику составляет 1,4…1,8мм на каждые 100мм рабочей части сверла.
5. Расчет осевой силы и крутящего момента
5.1. Расчет осевой силы и крутящего момента при сверлении
Глубина резания при сверлении равна: ![]()
При сверлении отверстий без ограничивающих факторов выбираем максимально допустимую по прочности сверла подачу:
![]() [3, табл.25, с.277]
[3, табл.25, с.277]
Определим скорость резания.

где, Сv - поправочный коэффициент; [3, табл.28, с.278]
q, y, m - показатели степени; [3, табл.28, с.278]
Т - период стойкости сверла, мин; [3, табл.30, с.279]
Кv - общий поправочный коэффициент на скорость резания, учитывающий фактические условия резания.
![]()
где, КМv - коэффициент на обрабатываемый материал; [3, табл.1, с.261]

где, КГ - коэффициент для материала инструмента; [3, табл.2, с.262]
nv - показатель степени; [3, табл.2, с.262]
КИv - коэффициент учитывающий влияние инструментального материала на скорость резания; [3, табл.6, с.263]
Кlv - коэффициент учитывающий глубину обрабатываемого отверстия. [3, табл.31, с.280]
Определим крутящий момент при сверлении.
![]()
где, СМ - поправочный коэффициент; [3, табл.32, с.281]
q, y, - показатели степени; [3, табл.32, с.281]
Кр - коэффициент, учитывающий фактические условия обработки; [3, табл.9, с.264]

Определим осевую силу при сверлении.
![]()
где, СР - поправочный коэффициент; [3, табл.32, с.281]
q, y, - показатели степени; [3, табл.32, с.281]
Похожие работы
... начальной прямой до вершины усиков Заключение Список использованой литературы Введение Целью данного курсового проекта является расчет и проектирование следующих металлорежущих инструментов: протяжка шлицевая, сверло комбинированное и фреза червячная для обработки шлицевого вала. Протягивание является одним из наиболее высокопроизводительных процессов обработки деталей резанием. Высокая ...

... квалитет при Ra = 2,5–1,25 грубее Число чистовых зубцов Zчт 2 Sz ч m = 0,02; 2 Sz ч m = 0,01; 1 2 2 - Припуск на чистовые зубцы на диаметр 0,08 0,08 Число зубцов, которые калибруют 4 3 1.5 Выбор станка Расчет сил резания при протягивании Для выбора станка необходимо определить силы резания, которые возникают при протягивании на разных частях ...





... для крепления сверла на агрегатном станке. ПРИЛОЖЕНИЕ Д – Спецификация на патрон. ВВЕДЕНИЕ Целью данного курсового проекта является расчет и проектирование металлорежущих инструментов: протяжка шлицевая, сверло комбинированное и фреза червячная для обработки зубчатых колес. Протягивание является одним из наиболее высокопроизводительных процессов обработки деталей резанием. Высокая ...





... форме, отражены в формуле (10.9) и сведены в соответствующие графы чертежа. , (10.9) где, ТАi – технологический допуск. 11. Планировка механического участка Деталь “шпиндель” (рис.1.1) является сборочной единицей головки 4-хшпиндельной комбинированной, которая в свою очередь входит в сборочный узел автоматической линии для обработки ...
0 комментариев