Навигация
Расчет осевой силы и крутящего момента при рассверливании
21300
знаков
4
таблицы
14
изображений
5.2. Расчет осевой силы и крутящего момента при рассверливании
Глубина резания при рассверливании равна:
![]()
Т. к у нас комбинированный инструмент, то подача при рассверливании равна подаче при сверлении:
![]()
Определим скорость резания.

где, Сv - поправочный коэффициент; [3, табл.29, с.279]
q, y, m, х - показатели степени; [3, табл.29, с.279]
Т - период стойкости сверла, мин; [3, табл.30, с.279]
Кv - общий поправочный коэффициент на скорость резания, учитывающий фактические условия резания.
Определим крутящий момент при рассверливании.
![]()
где, СМ - поправочный коэффициент; [3, табл.32, с.281]
q, y, - показатели степени; [3, табл.32, с.281]
Кр - коэффициент, учитывающий фактические условия обработки; [3, табл.9, с.264]
Определим осевую силу при рассверливании.
![]()
где, СР - поправочный коэффициент; [3, табл.32, с.281]
q, y, - показатели степени; [3, табл.32, с.281]
5.3. Определим мощность резания
![]()
Где n - частота вращения инструмента, об/мин.
![]()
Проверка возможности обработки:
![]()
![]() - обработка возможна
- обработка возможна
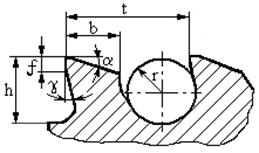
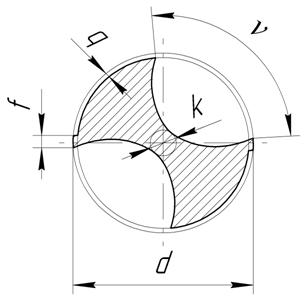
6. Профиль стружечной канавки
Профиль стружечной канавки должен создавать благоприятные условия для размещения и транспортирования стружки, и одновременно должен обеспечить нужную форму режущих кромок, чаще всего прямолинейную.
Большой радиус профиля

Меньший радиус профиля
![]()
Ширина профиля
![]()
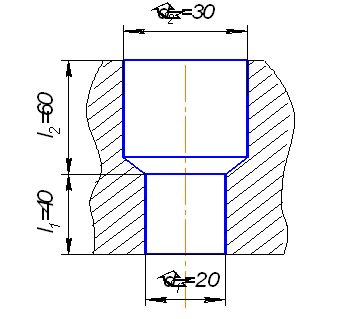
Длина первой ступени:
![]()
где, lК=6,35мм - длина заборного конуса;
lф=1,44мм - глубина фаски;
lП=1,5мм - длина перебега сверла в зависимости от его диаметра;
lзат=1,7d=38,71мм - запас на переточку сверла;
l1=52мм - длина ступени.
Длина второй (конечной) ступени:
![]()
где, lсп=30мм - длина второй (последней) ступени;
lГ=14мм - длина стружечной канавки неполной глубины, необходимая для выхода фрезы;
lзат=1,7d=46мм.
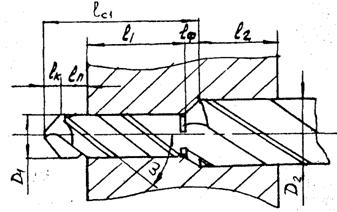
Рисунок 2.2 - Составляющие элементы длины сверла
8. Площадь поперечного сечения сверлаУвеличение площади поперечного сечения сверла повышает прочность и жесткость сверла, до определенного момента способствует увеличению его стойкости.
Дальнейший рост площади сечения ухудшает отвод стружки.
Оптимальная площадь поперечного сечения сверла:

Максимально допустимая площадь поперечного сечения сверла:

9. Критическая сжимающая сила
Критической сжимающей силой является осевая нагрузка, которую стержень выдерживает без потери устойчивости. Комбинированный инструмент можно представить в виде нагруженных осевой силой стержней различных диаметров.
где, η=6,42 - коэффициент критической нагрузки, [2, табл.5, с.23]
Е - обобщенный модуль упругости материала сверла,
J2min=0,0039D4 - наименьший из главных центральных моментов инерции сверла.
Проверка сверла на устойчивость:
![]()
![]() - устойчивость обеспечена
- устойчивость обеспечена
где, kф=1 - коэффициент формы перемычки.
10. Хвостовик сверла
Форма хвостовика определяется формой посадочного отверстия станка, в котором крепится сверло, и его диаметром:
Средний диаметр конического хвостовика определяется зависимостью:
![]()
где, μ=0,1 - коэффициент трения (сталь по стали);
αК=1о26`16`` - половина угла конуса Морзе;
Δ αК=5` - отклонение угла конуса.
Т. к. dхв≥12мм - хвостовик конический.
Максимальный диаметр конуса Морзе определяется зависимостью:
![]()
По максимальному диаметру конуса Морзе определим номер конуса и его размеры [4, табл.6.21., с.189].
Конус Морзе №3 со следующими конструктивными размерами:
конусность 1: 19,922=0,05020;
D = 23,825мм; a = 5мм; D1 = 24,1мм; d2 = 19,8мм;
l3max = 94мм; b = 7,9мм; emax = 20мм; Rmax = 7мм.
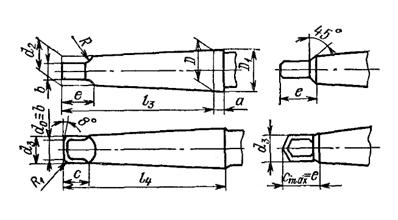
Рисунок 2.3 - Основные размеры наружных инструментальных конусов Морзе ГОСТ 25557 - 82
3. Проектирование шлицевой протяжки
Исходные данные:
Шлицевая втулка - b-10×82×92H12×10D9,наружный диаметр шлицев D = 92Н12 (+0,35) мм;
внутренний диаметр шлицев d = 82Н14 (+0,87) мм;
число шлицев n = 10;
ширина шлица b = 10D9![]() мм;
мм;
Серия шлицев - средняя,
f = 0,5±0,3мм - размер фаски,
L = 100мм - длина детали (протягивания),
Ra=2,5 мкм - требуемая шероховатость поверхности втулки после обработки,
Обрабатываемый материал - Сталь 20Х, НВ 146-207.
Так как центрирование шлицев производится по боковым сторонам, то отверстие окончательно изготавливается на расточной операции и при протягивании не обрабатывается.
Конструктивные особенности, суммарная длина и технологичность шлицевой протяжки зависит от принятой последовательности срезания припуска, т.е. от комбинации зубьев, обрабатывающих те или иные элементы шлицевого отверстия.
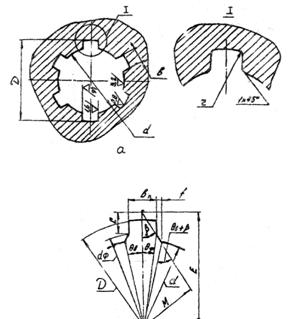
Тип протяжки с расположением частей на ней - Тип В: фасочная часть, шлицевая часть, круглая отсутствует.
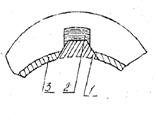
Рисунок 3.1 - Схема срезания припуска комбинированной протяжкой
Группа обрабатываемости стали - I. [5, табл.2, с.10]
Материал протяжки - сталь Р6М5. [5, табл.3, с.11]
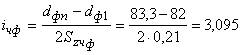
1. Расчет размеров, определяющих положение фаски
Размер М.
![]()
где,![]()
Диаметр dф.
![]()
где,![]()
![]()
![]()
![]()
где, bmax - наибольшая допустимая ширина шлицевой канавки на детали, мм;
δb - наибольшая величина разбивания на ширине шлица (0,005-0,01мм).
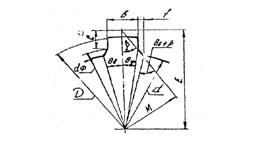
Рисунок 3.2 - Форма шлицевой канавки
2. Тип хвостовика и его размеры
Т. к. диаметр протяжки больше 40мм - выполняем ее сварной с хвостовиком из стали 40Х. Сварку хвостовика со стержнем производим по шейке на расстоянии 15…25мм от начала переходного конуса.
Диаметр хвостовика Dхв принимаем равным ближайшему меньшему значению по отношению к внутреннему диаметру шлицевой втулки.
Таблица 3.1 - Основные размеры и допустимые силы резания для хвостовиков под быстросменные патроны
| Dхв, мм | D1,мм | D2,мм | l1,мм | l2`, мм | l3`, мм | C, мм | Площадь опасного сечения А-А, мм2 | Силы резания, допустимые прочностью хвостовика на разрыв, Рдоп, Н | |
| для стали Р6М5 [σр] =400МПа | для стали ХВГ 45Х [σр] =300МПа | ||||||||
| 75 | 62 | 74 | 125 | 25 | 38 | 12 | 3018 | 1207200 | 588600 |
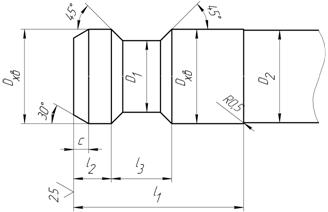
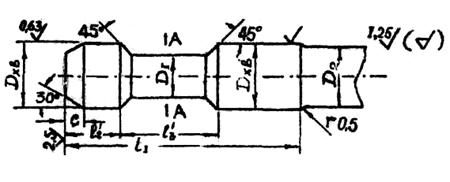
Рисунок 3.3 - Хвостовик и его основные размеры
3. Шаг черновых зубьев и подача черновых секций
Определим шаг черновых зубьев.
![]()
Полученное значение t округляем до ближайшего стандартного, указанного в [5, табл.6, с.14]. По значению шага выбираем профиля №11. Для обеспечения увеличения подачи, с целью сокращения длины протяжки, принимаем следующий профиль с min шагом.
Принимаем профиль №12 с шагом 20мм. [5, табл.6, с.14]
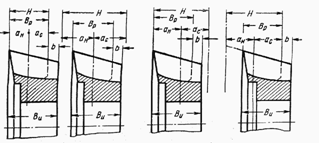
Таблица 3.2 - Размеры профилей зубьев протяжек
| № профиля | t, мм | B, мм | R, мм | h, мм | r, мм | Fокт, мм2 | Fпол, мм2 |
| 12 | 20 | 6 | 14 | 9 | 4,5 | 63,58 | 98 |
| 21 | 7 | ||||||
| 22 | 8 |
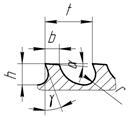
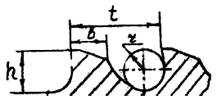
Рисунок 3.4 - Размеры профиля зубьев протяжки
Коэффициент заполнения стружечных канавок К=3 - для стали.
Подача черновых секций:
![]()
Полученное значение округляем до стандартного значения Szч с шагом 0,01мм до Szч=0,3мм.
Принятое значение подачи черновых секций - Szч=0,21мм.
Фактический коэффициент заполнения стружечной канавки.
![]()
Таблица 3.3 - Геометрические параметры протяжек переменного резания
| Вид зубьев | Передний угол, γ | Задний угол, α | Фаска, f |
| Черновые и переходные | 20 | 3…4 | ----- |
| Чистовые | 2 | ----- | |
| Калибрующие | 1 | 0,2…0,3 |
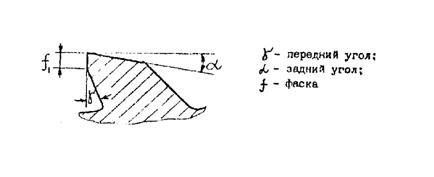
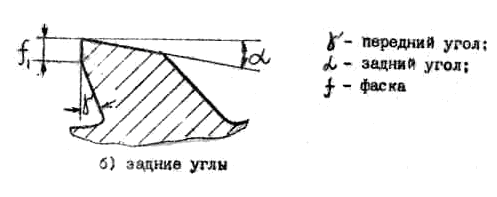
Рисунок 3.5 - Углы протяжки
Количество зубьев в черновых секциях:
Фасочные зубья, когда они работают первыми, могут срезать стружку либо по одинарной схеме, либо по групповой. В последнем случае фасочные зубья группируются в двухзубые секции, аналогично шлицевым зубьям, причем первые зубья в каждой секции имеют на боковых сторонах выкружки для разделения стружки по ширине, а вторые выполняются без выкружек, занижение по диаметру на 0,02 - 0,04мм.
Таким образом, количество зубьев в черновых секциях принимается:
фасочная часть - zчсф=2,шлицевая часть - zчсш=2.
4. Расчет допускаемой силы резания
Сила протягивания на черновых зубьях (на фасочной части).

![]()
где, Ср, Х - коэффициенты; [5, табл.9, с.17]
Kγ, Kи, Kс - поправочные коэффициенты для определения сил резания при протягивании, которые учитывают влияние переднего угла, степени затупления протяжки (протяжка изношенная) и вида СОЖ (сульфофрезол) соответственно; 5, табл.10, с.18]
zmax - наибольшее число одновременно работающих зубьев протяжки.
![]()
zчсф - количество зубьев в секции.
По силе протягивания на черновых зубьях выбираем станок модели 7А340 со следующими техническими данными: [5, табл.7, с.15]
Номинальное тяговое усилие, Н - 400000,Длина хода рабочего ползуна, мм - 2000,Диаметр отверстия в планшайбе, мм - 180,Минимальное расстояние от торца хвостовика протяжки до первого режущего зуба, мм - 500,Пределы скорости рабочего хода протяжки, м/мин - 1,5…6,8.
За величину максимально допустимой силы резания Рдоп принимаем меньшее усилие из 3-х.
а) сила резания, допускаемая прочностью хвостовика Рхв в опасном сечении (по шейке хвостовика).
Рхв=588600 Н - табл.3.1;
б) сила резания, допускаемая прочностью опасного сечения по впадине первого зуба.
![]()
где, Dоп=Do - h - диаметр опасного сечения, мм;
[σр] - допускаемое напряжение на растяжение - табл.3.1
в) расчетное тяговое усилие станка.
![]()
где, Q - тяговое усилие станка по паспорту, Н;
k=0,9 - КПД станка.
Следовательно, за величину максимально допустимой силы резания Рдоп принимаем Рст=360000 Н - расчетное тяговое усилие станка.
Определим величину максимальной глубины стружечной канавки по допустимому усилию:
![]()
Величина h [σ] > h (принята по [5, табл.6, с.14]).
5. Расчет фасочной и шлицевой частей протяжки
1) Распределение припуска
а) На фасочную часть:
![]()
где, dфп=Do+2f+ (0,3-0,4) =83,3мм - диаметр последнего фасочного зуба;
Подъем зубьев на фасочной части Szчф=Szч=0,21мм.
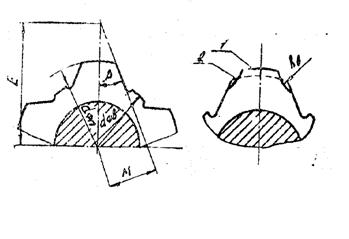
Рисунок 3.6 - Профиль фасочных зубьев
б) На шлицевую часть:
Общий![]()
где, dш= dфп - диаметр первого шлицевого зуба, мм.
Подъем зубьев на шлицевую черновую часть Szч=0,21мм.
На переходные зубья: [5, табл.12б, с. 20]
Подъем зубьев на переходные секции - Szп=0,12 - 0,15мм=0,15мм.
Припуск на переходные зубья - Ап=0,56 - 0,66мм=0,6мм.
Число переходных секций - ![]() .
.
Число зубьев в переходных секциях равно - 2.
На чистовые и калибрующие зубья: [5, табл.12а, с. 20]
Число чистовых зубьев - zчт=2.
Подъем зубьев на чистовых секциях - Szчт=0,02мм.
Общее число чистовых секций - 2.
Припуск на чистовые зубья на диаметр - Аш=0,08мм.
Число калибрующих зубьев - zк=3.
Шаг чистовых и калибрующих зубьев![]()
Размеры стружечных канавок чистовых и калибрующих зубьев принимаем по [5, табл.6, с.14].
Таблица 3.4 - Размеры профилей чистовых и калибрующих зубьев протяжки
| № профиля | t, мм | B, мм | R, мм | h, мм | r, мм | Fокт, мм2 | Fпол, мм2 |
| 9 | 14 | 4,0 | 10,0 | 6,0 | 3,0 | 28,5 | 45 |
| 15 | 5,0 |

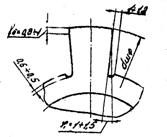
Рисунок 3.7 - Профиль шлицевых зубьев
2) Диаметры зубьев
Фасочный первый ![]()
Последний
![]()
Шлицевый первый
![]()
Последний
![]()
3) Количество черновых секций
В фасочной части:
В шлицевой части:
![]()
4) Количество зубьев
В фасочной части:
![]()
В шлицевой части:
![]()
![]()
![]()
![]()
6. Расчет длины протяжки
1) Длина режущих и калибрующих частей
Длина фасочной части:
![]()
Длина шлицевой части (черновой и переходной):
![]()
Длина шлицевой части (чистовой и калибрующей):
![]()
Общая длина режущей и калибрующей частей:
![]()
Длина передней направляющей части выбирается в зависимости от отношения длины протягивания к диаметру протяжки.
Т. к. L/D=100/92≤1,5, то длина передней направляющей определяется:
![]()
Диаметр передней направляющей части D4=Do=82f7.
Диаметр задней направляющей части D7 равен номинальному диаметру обрабатываемого отверстия с допуском по f7. D7=D=82f7.
Длина задней направляющей:
![]()
Диаметр переходной шейки:
![]()
Длина переходного конуса:
![]()
Минимальная длина переходной шейки:
![]()
Общая длина протяжки:
![]()
2) Количество выкружек и их радиусы
На фасочных и шлицевых зубьях количество выкружек равно числу шлицев:
![]()
Ширина режущих выступов b6 между выкружками, радиус выкружек Rв определяется графически. При этом глубина выкружек должна быть не менее 3Szч.
Выкружки выполняют на первых зубьях черновых и переходных секций. Чистовые зубья выполняют несекционными, с подъемом на каждый зуб. Вследствие малой толщины стружка на этих зубьях получается нежесткой и ее не нужно разделять.
Диаметр впадин между фасочными и шлицевыми зубьями определяется:
![]()
Диаметр шлицевого зуба с которого начинается боковое поднутрение - угол φ1=1…1,5о:
![]()
Боковое поднутрение начинается с 23 зуба.
Технические требования на протяжку по ГОСТ 7943-78.
Выводы
В ходе проделанной работы был произведён расчёт и проектирование заданных режущих инструментов, разработаны их рабочие чертежи, приведенные в приложении с указанием предельных отклонений размеров деталей и шероховатостей на поверхности инструмента.
Список использованной литературы
1. Расчет зуборезных инструментов. Романов В.Ф. - М.: Машиностроение, 1969, с.251.
2. Методические указания к выполнению контрольных работ по курсу "Проектирование и производство металлорежущих инструментов" Сост.: И.А. Малышко, С.Л. Толстов, - Донецк: ДПИ, 1991. - 39 с.
3. Справочник технолога машиностроителя Т.2/ Под ред.А.Г. Косиловой и Р.К. Мещерякова. - М.: Машиностроение, 1985, 496 с.
4. Справочник инструментальщика/ И.А. Ординарцев, Г.В. Филиппов, А.Н. Шевченко и др.; Под общ. ред. И.А. Ординарцева. - Л.: Машиностроение, Ленингр. отд-ние, 1987, - 846 с.
5. Методические указания по расчету комбинированных протяжек/ Сост. И.А. Малышко. - Донецк: ДПИ, 1986. - 32 с.
6. Проектирование металлорежущих инструментов. Иноземцев Г.Г. М.: Машиностроение, 1984 - 272 с.
Похожие работы
... начальной прямой до вершины усиков Заключение Список использованой литературы Введение Целью данного курсового проекта является расчет и проектирование следующих металлорежущих инструментов: протяжка шлицевая, сверло комбинированное и фреза червячная для обработки шлицевого вала. Протягивание является одним из наиболее высокопроизводительных процессов обработки деталей резанием. Высокая ...

... квалитет при Ra = 2,5–1,25 грубее Число чистовых зубцов Zчт 2 Sz ч m = 0,02; 2 Sz ч m = 0,01; 1 2 2 - Припуск на чистовые зубцы на диаметр 0,08 0,08 Число зубцов, которые калибруют 4 3 1.5 Выбор станка Расчет сил резания при протягивании Для выбора станка необходимо определить силы резания, которые возникают при протягивании на разных частях ...





... для крепления сверла на агрегатном станке. ПРИЛОЖЕНИЕ Д – Спецификация на патрон. ВВЕДЕНИЕ Целью данного курсового проекта является расчет и проектирование металлорежущих инструментов: протяжка шлицевая, сверло комбинированное и фреза червячная для обработки зубчатых колес. Протягивание является одним из наиболее высокопроизводительных процессов обработки деталей резанием. Высокая ...





... форме, отражены в формуле (10.9) и сведены в соответствующие графы чертежа. , (10.9) где, ТАi – технологический допуск. 11. Планировка механического участка Деталь “шпиндель” (рис.1.1) является сборочной единицей головки 4-хшпиндельной комбинированной, которая в свою очередь входит в сборочный узел автоматической линии для обработки ...
0 комментариев