Навигация
Проверяем шпоночное соединение под звездочкой
18331
знак
2
таблицы
3
изображения
8.2.2 Проверяем шпоночное соединение под звездочкой
d=35 мм;
b![]() h= 10×8мм;
h= 10×8мм;
t1=5 мм;
длина шпонки l=40мм (при длине ступицы звездочки 50мм);
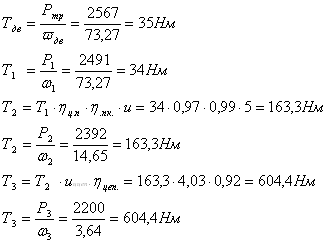
момент на тихоходном валу Т2=![]() Нмм;
Нмм;
![]()
Обычно звездочки изготовляют из термообработанных углеродистых или легированных сталей.
Условие ![]() выполнено.
выполнено.
9. Выбор муфты
Для соединения быстроходного вала редуктора с валом электродвигателя выбираем муфту по величине расчетного крутящего момента:
![]() ,
,
где ![]() - расчетный крутящий момент,
- расчетный крутящий момент,
![]() - номинальный момент,
- номинальный момент,
К- коэффициент режима работы привода,
[T] – допускаемый крутящий момент.
При постоянной нагрузке принимаем К =1,5
Номинальный момент Т1 = 55,63Нм ![]() =1,5·55,63=83,45 Нм
=1,5·55,63=83,45 Нм
Выбираем полумуфту упругую втулочно-пальцевую по ГОСТ 21424-75 для диаметра выходного конца быстроходного вала dв1 =35 мм и с крутящим моментом [T] =250 Hм.
![]() =83,45 < [T] =250 Hм.
=83,45 < [T] =250 Hм.
10. Второй этап компоновки редуктора
Второй этап компоновки имеет целью конструктивно оформить зубчатые колеса, валы, корпус, подшипниковые узлы и подготовить данные для проверки прочности валов и некоторых других деталей.
Примерный порядок выполнения следующий.
Вычерчиваем шестерню и колесо по конструктивным размерам, найденными ранее (2). Шестерню выполняем заодно целое с валом.
Конструируем узел быстроходного вала:
a) наносим осевые линии, удаленные от середины редуктора на расстояние l1. Используя эти осевые линии, вычерчиваем в разрезе подшипники качения;
b) вычерчиваем крышки подшипников с уплотнительными прокладками (толщиной ~ 1мм) и болтами. Болт условно заводится в плоскость чертежа, о чем свидетельствует вырыв на плоскости разъема.
c) Переход вала Æ40мм к присоединительному концу Æ35мм выполняют на расстоянии 10-15мм от торца крышки подшипника так, чтобы ступица полумуфты не задевала за головки болтов крепления крышки.
Длина присоединительного конца вала Æ 35 мм определяется длиной ступицы полумуфты.
Аналогично конструируем узел тихоходного вала. Обратим внимание на следующие на следующие особенности:
a) для фиксации зубчатого колеса в осевом направлении предусматриваем утолщение вала с одной стороны и установку распорной втулки – с другой; место перехода вала от Æ 45 мм к Æ 40 мм смещаем на 2-3 мм внутрь колеса, чтобы гарантировать прижатие распорной втулки к торцу колеса;
b) отложив от середины редуктора расстояние l2, проводим осевые линии и вычерчиваем подшипники;
c) Вычерчиваем крышки подшипников с прокладками и болтами;
На быстроходном и тихоходном валах применяем шпонки призматические со скругленными торцами по ГОСТ 23360-78. вычерчиваем шпонки, принимая их длины на 5-10 мм меньше длин ступицы.
11. Вычерчивание редуктора
Редуктор вычерчивают в двух проекциях на листе формата А1(594*841 мм) в масштабе 1:1 с основной надписью и спецификацией.
12. Выбор основных посадок деталей
Посадка зубчатого колеса на вал ![]() по ГОСТ 25347-82.
по ГОСТ 25347-82.
Посадка звездочки цепной передачи на вал редуктора ![]() .
.
Шейка валов под подшипники выполняем с отклонением вала k6. отклонения отверстий в корпусе под наружные кольца по H7.
Посадка распорного кольца на вал ![]() .
.
13. Выбор сорта масла
Смазывание зубчатого зацепления производится окунанием зубчатого колеса в масло, заливаемое внутрь корпуса до уровня, обеспечивающего погружение колеса примерно на 10 мм. Объем масляной ванны V определяем из расчета 0,25 дм3масла на 1 кВт передаваемой мощности: V =0,25дм3·5,81=1,45дм3
Устанавливаем вязкость масла. При контактных напряжениях ![]() и скорости v = 3,24м/с рекомендуемая вязкость масла должна быть примерно равна 28∙10-6 м2/с. Принимаем масло индустриальное И-30А (по ГОСТ 20799-75).
и скорости v = 3,24м/с рекомендуемая вязкость масла должна быть примерно равна 28∙10-6 м2/с. Принимаем масло индустриальное И-30А (по ГОСТ 20799-75).
Камеры подшипников заполняем пластичным смазочным материалом УТ-1.
14. Описание сборки редуктора
Перед сборкой внутреннюю полость корпуса редуктора тщательно очищают и покрывают маслостойкой краской.
Сборку производят в соответствии со сборочным чертежом редуктора, начиная с узлов валов:
на быстроходный вал насаживают шарикоподшипники, предварительно нагретые в масле до 80-100ºС;
в тихоходный вал закладывают шпонку и напрессовывают зубчатое колесо до упора в бурт вала; затем надевают распорную втулку и устанавливают шарикоподшипники, предварительно нагретые в масле.
Собранные валы укладывают в основание корпуса редуктора и надевают крышку корпуса, покрывая предварительно поверхности стыка крышки и корпуса спиртовым лаком. Для центровки устанавливают крышку на корпус с помощью двух конических штифтов; затягивают болты, крепят крышку к корпусу.
После этого на тихоходный вал надевают распорное кольцо, в подшипниковые камеры закладывают пластичную смазку, ставят крышки подшипников с комплектом металлических прокладок для регулировки.
Перед постановкой сквозных крышек в проточки закладывают манжетные уплотнения. Проверяют проворачиванием валов отсутствие заклинивания подшипников (валы должны проворачиваться от руки) и закрепляют крышки винтами.
Далее на конец тихоходного вала в шпоночную канавку закладывают шпонку, устанавливают звездочку и закрепляют ее торцовым креплением; винт торцового крепления стопорят специальной планкой.
Затем ввертывают пробку маслоспускного отверстия с прокладкой и жезловый маслоуказатель.
Заливают в корпус масло и закрепляют смотровое отверстие крышкой с прокладкой из технического картона; закрепляют крышку болтами.
Собранный редуктор обкатывают и подвергают испытанию на стенде по программе, устанавливаемой техническими условиями.
15. Список используемой литературы
1. Чернавский С.А., Боков К.Н. Курсовое проектирование деталей машин: Учебное пособие. М.: Машиностроение, 1987г.
2. Дунаев П.Ф., Леликов О.П. Конструирование узлов и деталей машин: Учебное пособие. М.: Высшая школа, 1985г.
Похожие работы
... 365·6·2·8=35040 ч. Принимаем время простоя машинного агрегата 15% ресурса. Тогда L΄h= Lh·0,85=35040·0,85=29784 ч. Рабочий ресурс привода принимаем Lh=30·103 ч. 2. РАСЧЁТ ЗУБЧАТОЙ ПЕРЕДАЧИ РЕДУКТОРА Выбор материала и назначение термической обработки Выбираем марку стали – 40Х для шестерни и колеса, термообработка с улучшением. Для шестерни: НВ1=269…302 = 285,5; Для колеса: ...
... Ворошитель. Повышенная напряженность электрического поля Электродвигатель, электрическая цепь Повышенный шум и вибрация Электродвигатель и движущиеся части дозатора Запыленность Тестоприготовительное отделение 2. Химические Мучная пыль 3. Психофизиологические. Нервнопсихологические перегрузки, монотонность труда 6.2 Электробезопасность Помещение цеха относиться ...

... путем изменения воздухо-производительности вентилятора. 2. Общая электротехническая часть 2.1 Характеристики систем инженерного обеспечения здания свинарника В проектируемом свинарнике – откормочнике на 600 голов имеются следующие системы инженерного обеспечения: кормораздача, навозоудаление, водоснабжение, связь, вентиляция и отопление. Кормовая мешанка приготавливается в кормоцехе, ...
... ; i3 – устройство основания; i4 – укладка дорожных плит; i5 – бурение; i5’ – вывоз изъятого грунта; i6 – монтаж арматуры; i7 – бетонирование; i8 – отрывка котлована под ростверк. До начала устройства буронабивных свай должны быть выполнены следующие работы: - разбиты и закреплены на местности оси опор и свай в свайном поле; - устроена площадка из железобетонных плит ПАГ по песчаному ...
0 комментариев