Навигация
3. Операции контроля.
Операция контроля включает действия по проверке одного или нескольких контролируемых признаков у одного или нескольких объектов контроля. В зависимости от объектов контроля различают:
- контроль технологического процесса;
- контроль качества продукции;
- контроль средств технологического оснащения;
- контроль технической документации.
Организация технического контроля на предприятии является одним из элементов системы управления качеством
Под техническим контролем понимается проверка соблюдения требований, предъявляемых к качеству продукции на всех стадиях ее изготовления, и всех производственных условий, обеспечивающих его.
Основной задачей технического контроля является обеспечение выпуска высококачественной и комплектной продукции, соответствующей стандартам и техническим условиям.
По формам технический контроль может быть пассивным, когда просто фиксируются данные о качестве продукции (констатируется факт), и активным, когда не только оценивается качество, но и оказывается активное воздействие на технологический процесс с целью управления качеством.
По назначению технический контроль различают:
входной, определяющий соответствие закупаемых для производства сырья, материалов, полуфабрикатов и комплектующих изделий требованиям научно-технической документации ;
предварительный, осуществляется с целью предотвращения поступления в производство бракованных предметов труда и заключается в проверке качества сырья, материалов, полуфабрикатов и комплектующих изделий до начала их обработки (сборки);
промежуточный, осуществляется в процессе изготовления какого-либо объекта по отдельным операциям. Он может быть пооперационным (проверка после каждой операции) и групповым — проверка после нескольких операций;
окончательный, производится при приемке готовых изделий для выявления некачественной продукции.
По возможности использования продукции контроль может быть разрушающий и неразрушающий (акустический, магнитный, оптический, радиационный).
По месту выполнения контрольных операций различают:
а) стационарный контроль — производится на специально оборудованном постоянном рабочем месте контролера, куда поставляются объекты контроля; б) подвижной контроль — осуществляется на том рабочем месте, где выполняются операции.
По степени охвата контроль может быть сплошным (проверке подвергаются все без исключения объекты контроля одного наименования) и выборочным (проверке подвергается часть партии однородных объектов с использованием статистических методов контроля)
Инспекционному контролю подвергается продукция, из которой изъят ранее выявленный брак. По его результатам судят о качестве работы служб контроля качества.
Распространенной формой контроля стал самоконтроль, осуществляемый исполнителем. На самоконтроле могут работать отдельные рабочие, бригады, участки и целые цехи.
Методы количественной оценки качества продукции изучает специальная наука — квалиметрия. Количественные значения показателей качества продукции определяются:
экспериментальным методом, базирующимся на применении технических средств;
органолептическим методом, основанным на определении качества соответствующими специалистами с помощью органов чувств по балльной системе;
социологическим методом, основанным на использовании данных учета и анализа потребителей продукции;
экспертным методом, базирующимся на использовании обобщенного опыта и интуиции специалистов и потребителей продукции.
статистическим методом контроля качества продукции или состояния технологического процесса, проводимым с использованием теории вероятности| и математической статистики.
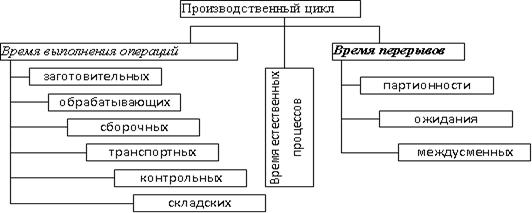
Итак, обслуживающие процессы к которым относятся меж- и внутрицеховые транспортные операции, обслуживание рабочих мест, складские операции, контроль качества продукции призваны создавать условия для успешного выполнения основных и вспомогательных операций.
ПРАКТИЧЕСКОЕ ЗАДАНИЕ
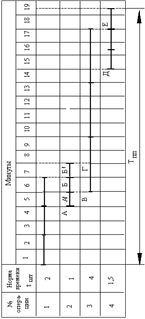
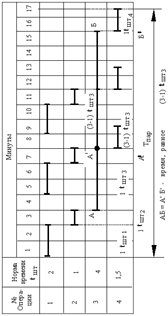
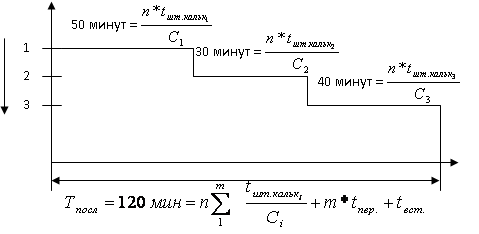
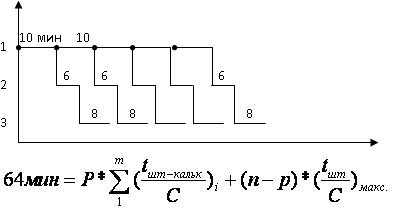
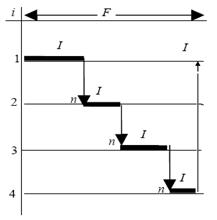
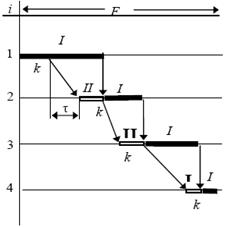
Построить графики последовательного, параллельного и последовательно-параллельного движения партии деталей по операциям, согласно следующим условиям:
- m - количество операций;
- n - количество деталей в партии;
- t1, t2,..., t6 - время обработки деталей на соответствующей операции, мин.
Определить продолжительность обработки при каждом виде движения.
| n | m | t1 | t2 | t3 | t4 |
| 5 | 4 | 15 | 10 | 10 | 5 |
Похожие работы
... численности работников и удельного веса стоимости основных производственных фондов этих структурных подразделений соответственно в среднесписочной численности работников и стоимости основных производственных фондов по ОАО «ГАЗ» в целом. 3. План счетов бухгалтерского учета финансово- хозяйственной деятельности открытого акционерного общества «ГАЗ». Наименование синтетических счетов №№ ...

... приемлемого уровня оплаты труда, улучшением условий и мотивации труда. 7. Менеджмент. Ключевая цель в этой области - определение критических сфер управленческого воздействия. Общая цель => Ключевые цели по подсистемам организации=> Производство / Маркетинг / Персонал / Финансы (5) Производственная структура предприятия Производственная структура - это состав его ...

... , комплексными или локальными; стратегическими, тактическими (как правило, годовыми) или оперативными. Распространенными методами организации работ по планированию являются сетевые методы и построение оперограмм. Рассмотрим кратко эти методы. Сетевое планирование и управление (СПУ) — это графоаналитический метод управления процессами создания (проектирования) любых систем. Сетевой график — ...


... из двух операций продолжительностью 5 и 3 мин - более короткая 3 мин. Сумма коротких по времени операций: (7 + 5 + 3) = 15 мин. Для параллельного производственного цикла: Tpr = + (n - k) tg + m Tmo = 2 (8 + 7 + 5 + 3) + (10 - 2) * 8 + 4 * 3 = 2 * 23 + 8 * 8 + 12 = 122 мин. Главной операцией tg (самой продолжительной по времени) технологического цикла является первая операция длительностью 8 ...
0 комментариев