Навигация
Виды движения предметов труда
14747
знаков
5
таблиц
0
изображений
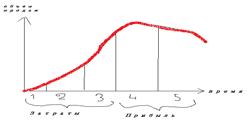
1. Виды движения предметов труда
При изготовлении партии одинаковых предметов труда может использоваться один из видов движения предметов труда по операциям: последовательный, параллельно-последовательный, параллельный.
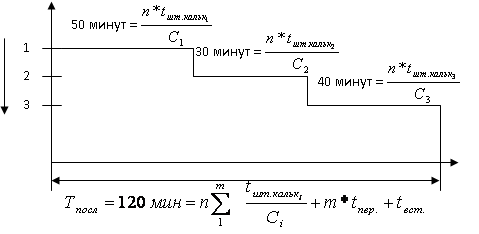
1. Общая длительность технологической части производственного цикла при последовательном движения предметов труда Т посл. техн. определяется по формуле:
![]() ,
,
где ti — штучное время обработки одной детали на i-й операции, мин;
n — количество деталей в партии;
i — число операций (i = 1,...,m).
В данном случае, m=4, n=5, p = 1.
Тпосл.техн.=5( 15+10+10+5)=200 мин., или 3 часа 20мин.
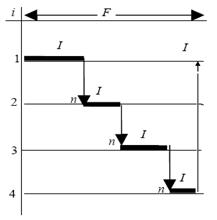
График последовательного вида движения партии деталей по операциям.
![]()
![]() операции
операции
m1 t1=15
m2 t2=10
m3 t3=10
m4 t4=5
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]() 0 50 100 150 200 t, мин.
0 50 100 150 200 t, мин.
![]()
![]()
![]()
![]()
![]() Тпосл. техн
Тпосл. техн
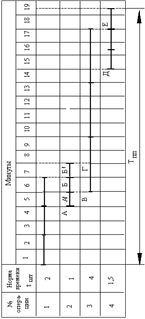
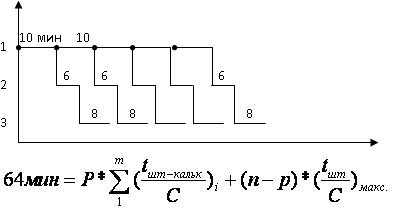
2. Общая длительность технологической части производственного цикла при параллельном виде движения Т пар.техн. определяется по формуле
![]()
где ![]() - время наиболее продолжительной операции (главной). При поштучной передаче р = 1.
- время наиболее продолжительной операции (главной). При поштучной передаче р = 1.
где ti — штучное время обработки одной детали на i-й операции, мин;
n — количество деталей в партии;
i — число операций (i = 1,...,m).
В данном случае, m=4, n=5, p = 1.
Т пар.техн = ( 15 + 10 + 10 + 5 ) + (5 - 1) 15 = 40 + 60 = 100 мин., или 1 час 40 мин.
График параллельного вида движения партии деталей по операциям.
![]()
![]()
![]() операции
операции
m1 t1=15
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]() m2 t2=10
m2 t2=10
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]() m3 t3=10
m3 t3=10
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]() m4 t4=5
m4 t4=5
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]() 0 50 100 150 200 t, мин.
0 50 100 150 200 t, мин.
![]()
![]()
![]()
![]() Тпар. техн
Тпар. техн
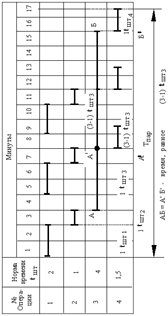
3. Общая длительность технологической части производственного цикла при параллельно-последовательном виде движения Т п.посл.техн. определяется по формуле
![]()
где ti — штучное время обработки одной детали на i-й операции, мин;
n — количество деталей в партии;
i — число операций (i = 1,...,m);
p –- передаточная партия.
В данном случае m=4, n = 5, p = 1.
Tп.-п.техн.= 5( 15+10+10+5)- 4(10+10+5)= 100 мин, или 1час 40 мин.
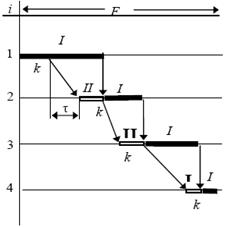
При построении графика параллельно-последовательного вида движения партии деталей по операциям учтем, что в нашем случае все последующие операции короче предыдущей, поэтому увязку проводим по последней детали.
График параллельно-последовательного вида движения партии деталей по операциям.
![]()
![]() операции
операции
m1 t1=15
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]() m2 t2=10
m2 t2=10
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]() m3 t3=10
m3 t3=10
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]() m4 t4=5
m4 t4=5
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]() 0 50 100 150 200 t, мин.
0 50 100 150 200 t, мин.
![]()
![]()
![]()
![]()
![]() Тпосл. техн
Тпосл. техн
ЛИТЕРАТУРА.
1. Организация производства на предприятии: Учебник для технических и экономических специальностей: под ред. О. Г. Туровца.- Ростов-на –Дону: Издательский центр МарТ, 2002.
2. Кожекин Г.Я., Синица Л.М. Организация производства: Учеб.пособие. – Мн.: ИП "Экоперспектива", 1998.
3. Курочкин А.С. Организация производства: конспект лекций. К.: МАУП, 1997.
4. Макаренко М.В., Махалина О.М. Производственный менеджмент: Учеб.пособие для вузов. – М.: "Издательство ПРИОР", 1998.
5. Экономика предприятия: Учебник для вузов / Под ред. В.Я.Горфинкеля, Е.М. Купрякова. – М.: Банки и биржи, ЮНИТИ, 1996.
Похожие работы
... численности работников и удельного веса стоимости основных производственных фондов этих структурных подразделений соответственно в среднесписочной численности работников и стоимости основных производственных фондов по ОАО «ГАЗ» в целом. 3. План счетов бухгалтерского учета финансово- хозяйственной деятельности открытого акционерного общества «ГАЗ». Наименование синтетических счетов №№ ...

... приемлемого уровня оплаты труда, улучшением условий и мотивации труда. 7. Менеджмент. Ключевая цель в этой области - определение критических сфер управленческого воздействия. Общая цель => Ключевые цели по подсистемам организации=> Производство / Маркетинг / Персонал / Финансы (5) Производственная структура предприятия Производственная структура - это состав его ...

... , комплексными или локальными; стратегическими, тактическими (как правило, годовыми) или оперативными. Распространенными методами организации работ по планированию являются сетевые методы и построение оперограмм. Рассмотрим кратко эти методы. Сетевое планирование и управление (СПУ) — это графоаналитический метод управления процессами создания (проектирования) любых систем. Сетевой график — ...


... из двух операций продолжительностью 5 и 3 мин - более короткая 3 мин. Сумма коротких по времени операций: (7 + 5 + 3) = 15 мин. Для параллельного производственного цикла: Tpr = + (n - k) tg + m Tmo = 2 (8 + 7 + 5 + 3) + (10 - 2) * 8 + 4 * 3 = 2 * 23 + 8 * 8 + 12 = 122 мин. Главной операцией tg (самой продолжительной по времени) технологического цикла является первая операция длительностью 8 ...
0 комментариев