Навигация
Содержание
Введение
1 Технологическая часть
2 Расчетная часть
2.1 Конструктивный расчет
2.2 Материальный расчет
2.3 Электрический расчет
2.4 Энергетический расчет
Список литературы
Введение
Основоположниками электрического способа производства алюминия являются Поль Эру во Франции и Чарльз Холл в США.
23 апреля 1886 года Поль Эру и 9 июля того же года Чарльз Холл заявили, независимо друг от друга аналогичные патенты на способ получения алюминия электролизом глинозема, растворенного в расплавленном криолите. Эти даты следует считать началом возникновения алюминиевой промышленности. В последующие годы электролитическое производства алюминия стало развиваться чрезвычайно интенсивно.
К началу текущего столетия производство алюминия существовало в шести странах: Швейцарии, Франции, США, Германии, Англии и Австрии. В настоящее время производство алюминия осуществляется на более ста электролизных и глиноземных заводов мира.
Алюминиевая промышленность, созданная в нашей стране, занимает одно из ведущих мест в мире, как по объемам производства, так и по технической оснащенности. В августе 1929 года правительство приняло решение о строительстве первых в СССР алюминиевых заводов.
Наибольшее развитие, алюминиевая промышленность, получила с вводом в действие мощных алюминиевых заводов, оборудованными электролизерами с верхним токоотводом и, особенно, таких гигантов цветной металлургии как Братский и Красноярский алюминиевые заводы. На базе электроэнергии гидроэлектростанций рек Сибири и Волги были пущены заводы: Волгоградский (1959г.), Иркутский (1962г.), Красноярский (1964г.), Братский (1966г.) и д.р.
В настоящее время существенно изменяется технологическая оснащенность алюминиевых заводов, характерны не только высокие темпы роста производства металла, но и стремление к максимальной механизации трудоемких процессов улавливанию и регенерации солей, фтора, перехода от выпуска чушкового металла к производству полуфабрикатов, широкому использованию систем управления, максимальной рационализации процесса электролизера.
Технологическое перевооружение алюминиевых заводов выдвигает их в число наиболее совершенных в мировой алюминиевой промышленности.
1. Технологическая часть
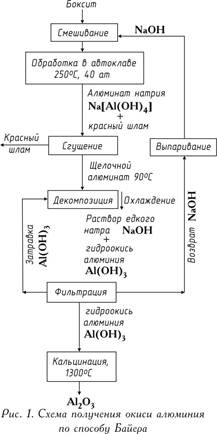
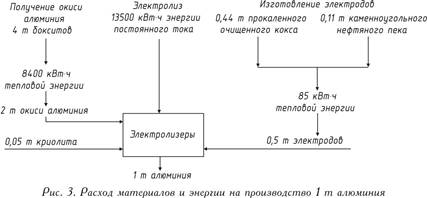
Электролиз алюминия является материалоемким процессом. В качестве основного сырья для производства алюминия используется глинозем. Глинозем должен быть чистым, содержать минимальное количество влаги, хорошо растворяться в электролите, не давать осадков в электролизере на подине и иметь низкую степень пыления.
Основной средой, в которой протекает процесс электролиза, является электролит. Основными компонентами является криолит (Na3 Al F6), фтористый алюминий (Al F3) и глинозем (Al2 О3). Электролит промышленных электролизеров отличается от криолита некоторым избытком фтористого алюминия, что характеризуется криолитовым отношением электролита (к.о.), молекулярным отношением NaF:Al F3.
Помимо основных компонентов, электролит содержит в небольших количествах некоторые другие вещества, образующихся за счет примесей, вносимых с сырьем или вводимых специально для улучшения физико-химических свойств расплава СаF2, MgF2, NaCe, LiF.
Для чистого криолита к.о. = 3, электролит с таким к.о. считается нейтральным. Электролиты, содержащие избыток NaF и к.о. > 3 - называются щелочными, а электролиты, имеющие избыток AI F3 и к.о. < 3 называются кислотными.
На практике к.о. электролитов поддерживается 2,6 - 2,8. Это обеспечивается избытком NaF в электролите в количестве 2,5 - 5%. На передовых заводах эксплуатирующих электролизеры с обожженными анодами, электролиты еще более кислые - к.о. поддерживают 2,2 - 2,4.
Состав электролита
Na3 Al F6 (криолит) 70 - 90%;
Al2 О3 (оксид алюминия) 1 - 10%;
СаF2, MgF2 от 6 - 9%.
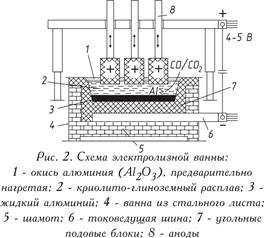
Процесс электролиза алюминия проводят при t0 955 - 9650C.
Нормальная работа алюминиевых электролизных ванн характеризуется параметрами энергетического и технологического режима, рассчитанными при проектировании в зависимости от конструктивных особенностей электролизера. К этим параметрам относятся:
Сила тока - устанавливается в зависимости от размеров, конструкции и технологического состояния электролизеров.
Среднее напряжение - вычисляется по показаниям серийных счетчиков вольт/часов.
Рабочее напряжение - контролируется по показаниям вольтметров и поддерживается в пределах, оговариваемых рабочими технологическими инструкциями.
Среднее напряжение - состоит из рабочего напряжения, напряжения анодных эффектов и перепада напряжения в ошиновке между электролизерами.
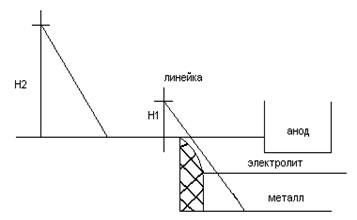
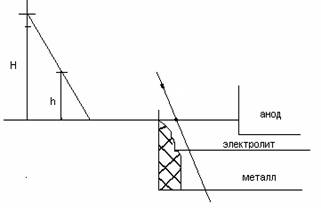
Количество технологического алюминия - в электролизере характеризуется высотой столба (уровня) металла в шахте ванны. Уровень металла в силу высотой теплопроводности алюминия позволяет регулировать теплоотдачу электролизера.
Количество электролита - тоже характеризуется его уровнем в шахте ванны. Практика показывает, что оптимальный уровень электролита находится в пределах 150 - 180мм., для самообжигающихся анодов.
Анодные эффекты - подразделяют на тусклые (меньше 10В.), средние (менее 25В.), ясные (более 25В.). Анодные эффекты оказывают существенное влияние на тепловой режим электролизера.
Форма рабочего пространства - нормально работающего электролизера характеризуется обязательным наличием защитного гарнисажа в зоне электролита, круто падающей настыли в зоне металла и отсутствием осадка и настыли на подине под анодом.
Перепад напряжения - в подине электролизера во многом зависит от формы рабочего пространства ванны и определяется путем измерения приборами, составляет 0,3 - 0,4В.
Основными технологическими параметрами, определяющими правильность формирования самообжигающегося анода, являются высота конуса стекания, уровень и температура жидкой анодной массы.
Для конструкции с верхним токоподводом - минимальное расстояние от штырей до подошвы анода, число горизонтов, на которых установлены штыри, высота выступающих частей конструкций, применяемых для охлаждения жидкой части анода.
Похожие работы

... 11,9 11,5 16,6 медь 9,8 15,5 16,4 Выпуск алюминия высокой чистоты, % марок: А995 47,8** 3,5 2,1 А99 30,4 67,1 54,2 А97 8,3 21,5 43,7 А95 10,4 7,9 — ниже А95 3,1 — — * Показатели производства алюминия высокой чистоты. ** Сортность по электролизерам без расшихтовки. Основным фактором, снижающим выход по току, помимо прямых потерь тока ...
... 17-25 кг/т алюминия, что на ~ 10-15 кг/т выше по сравнению с результатами для песчаного глинозёма. В глинозёме, используемом для производства алюминия, должно содержаться минимальное количество соединений железа, кремния, тяжелых металлов с меньшим потенциалом выделения на катоде, чем алюминий, т.к. они легко восстанавливаются и переходят в катодный алюминий. Нежелательно также присутствие в ...
... , обогащение анодных газов окисью углерода и появления в электролите очень мелких частиц углерода. Другое осложнение катодного процесса – это разряд катионов Na+, который всегда содержится в алюминии при его производстве. Количество выделившегося натрия зависит от криолитового отношения (КО) электролита. При снижении КО с 3 до 2,5 содержание натрия снижается в 2,5 раза. При температуре ...
... другое соотношение входящих в состав примесей железа и кремния. Буква Е в марке АЕ означает, что алюминий данной марки предназначается для производства электропроводов. Дополнительным требованием к свойствам алюминия является низкое электросопротивление, которое для проволоки, изготовленной из него, должно быть не более 0.0280 ом мм м при 20 C. Алюминий применяют для производства из него изделий ...
0 комментариев