Навигация
Разработка модели процесса настилания тканей
26722
знака
13
таблиц
0
изображений
КУРСОВАЯ РАБОТА
на тему: "Разработка модели процесса настилания тканей"
Введение
Предприятия швейной промышленности имеют значительные резервы по повышению производительности труда, увеличению объема выпускаемой продукции за счет внедрения новой техники, технологии, совершенствования организации труда и производства на научной основе.
Процессы подготовительного и раскройного производств занимают значительное место при изготовлении швейных изделий. Правильная организация этих процессов дает возможность предприятию выполнить в срок и в должном ассортименте заказы на швейные изделия, позволяет добиться экономного расходования материалов, бесперебойного снабжения кроем швейных цехов.
Раскройное производство является наиболее важным этапом в процессе изготовления швейных изделий. От качества кроя целиком зависит качество готовых изделий. Поэтому к работе раскройного цеха всегда предъявляются повышенные требования. Задача раскройного цеха заключается в ритмичном и бесперебойном снабжении швейных цехов кроем швейных изделий в ассортименте и количестве, необходимом для работы в полном объеме. В раскройном цехе выполняются следующие операции:
– настилание материалов;
– контроль качества настилов;
– нанесение контуров лекал;
– клеймение настилов;
– рассекание настила на части;
– выкраивание деталей;
– контроль качества кроя;
– комплектовка кроя;
– нумерация кроя;
– оформление маршрутных листов;
– хранение готового кроя на складе;
– передача пачек кроя в швейный цех.
Настилание материалов является первой технологической операцией, которую необходимо проводить очень тщательно с тем, чтобы обеспечить экономию материала, точный раскрой и создать благоприятные предпосылки для последующих этапов производства. Процесс настилания – очень сложный и трудоемкий процесс, особенно при настилании ручным способом, так как зависит во многом от квалификации настильщиц.
На предприятиях используют механизированное и ручное настилание ткани. Механизированное настилание является более технологичным, так как предупреждает неравномерность натяжения ткани в процессе настилания, что вызывало релаксацию раскроенных деталей и несоответствие их лекалам-эталонам. Кроме того, механизированное настилание ткани облегчает труд рабочего, повышает производительность, количество исправимого брака на 12% меньше.
Целью курсовой работы является разработка модели процесса настилания ткани по изделию – школьная форма и оптимизации процесса с целью снижения трудоемкости, показателем которой является длительность цикла настилания и повышение производительности труда.
Задачи, решаемые в курсовой работе:
· выбор рационального оборудования и оснастки рабочих столов;
· формирование расчетно-раскройных карт для организации модели процесса настилания;
· оптимизация процесса настилания;
· расчет технико-экономических показателей эффективности от внедрения мероприятий.
1. Разработка модели процесса настилания тканей
Характеристика процесса настилания
Содержание операции настилания заключается в том, что на настилочный стол укладывают полотна определенной, заранее заданной длины. Настилы выполняют в соответствии с картами расчета кусков ткани по графику, составленному на основании производственной программы предприятия.
Качественные показатели операции характеризуются ровнотой укладки полотен по кромке и срезам настила и растяжением (слабиной) полотен, уложенных в настил.
Для обеспечения точности размеров деталей кроя и экономического использования материалов настил выполняют в соответствии со следующими требованиями:
· число полотен в настиле соответствует технически обоснованной высоте настила;
· под настил укладывают бумагу;
· бумажную копию раскладки укладывают на настил без перекосов и прикрепляют к настилу зажимами или приспособлениями с иглами (для тканей рыхлых структур);
· полотна в настиле укладывают без растяжения, заминов и складок, выравнивая их по кромке и срезам настила.
Настилание ткани может выполняться последовательным и параллельным способами.
При последовательном способе изготовления настила от первого куска настилают необходимое количество полотен и откладывают его. Затем аналогичные действия выполняют со всеми последующими кусками, пока настил не будет готов. Оставшиеся части кусков используют для других настилов в соответствии с их расчетом. Недостатком данного способа является увеличение затрат времени на вспомогательные приемы «взять кусок», «отложить кусок» за счет их многократного повторения.
При параллельном способе все настилы, для которых используются одни и те же куски, изготавливают одновременно. При этом от одного куска отрезают и настилают необходимое количество полотен для одного настила, затем для другого и так до тех пор, пока не закончится ткань в куске. Затем берут очередной кусок и повторяют те же действия.
Недостаток этого способа:
– простаивание настилочных столов и недостаточно хорошее использование производственной площади.
Последовательно-параллельный способ объединяет элементы предыдущих. От куска отрезают полотна одного настила, затем другого и т.д. Однако кусок не используют до конца в первом настиле, а откладывают.
Наиболее рациональным является изготовление нескольких настилов параллельным способом на одном столе (длиной до 30 м) без отрезания полотен между настилами. Это исключает многократное взятие и откладывание кусков, переходы от одного стола к другому. Кроме того, достигается экономия материалов, за счет устранения концевых припусков.
Составление организационно-технологической схемы процесса настилания. Выбор оборудования и остатки настилочных столов
Раскройное производство характеризуется следующими особенностями: постоянно меняющейся трудоемкостью многих операций вследствие неодинаковой длины и ширины кусков материала, длины и высоты настилов, качества и физико-механических свойств материалов, разного количества изделий по каждому размероросту. В связи с этим очень трудно наладить непрерывную поточную и синхронную организацию производства, что обусловливает неритмичность процесса, простои и неравномерную загруженность работников. Поэтому в раскройных цехах применяются разнообразные формы организации труда и производства, направленные на снижение потерь из-за простоев рабочих и оборудования, на обеспечение ритмичности и поточности производства.
Организационно-техническая схема настилания – это приведенная в систему совокупность приемов и оборудования, применяемых для выполнения операции настилания тканей.
Организационно-технические схемы настилания на разных предприятиях имеют большие отличия. В таблице 1.1. приводятся организационно-технические признаки, характеризующие процесс настилания и возможный вариант решения, основанный на данных вариантах задания, где:
· вид изделия – школьная форма;
· метод настилания – последовательный;
· способ протягивания полотен – ручной.
Таблица 1.1. Итоги выбора организационно-технических решений на операции настилания тканей
| Организационно-технический признак | Возможные варианты решений |
| Предмет труда настильщицы | Рулон ткани |
| Способ протягивания полотен | Ручной |
| Метод выполнения настилов одной расчетной карты | Последовательный |
| Способ укладывания полотен в настилы | Лицом к лицу, лицом вниз |
| Способ хранения рулонов у настилочного стола | Многорулонные накопители |
| Габариты настилочных столов | Длина -20 м, ширина -1,8 м |
| Оборудование и оснастка настилочных столов | Отрезные линейки, ОПН Прижимные линейки ПП-130, ЛП-160, прижимные грузы |
| Способ нанесения обмеловки на настил | Обмеловка на полотне |
| Операции, выполняемые настильщицами | Настилание материалов; зарисовка раскладок; клеймение деталей на зарисовке раскладок; рассекание настила на части; выкраивание деталей изделия; комплектование деталей в пачки; оформление маршрутных листов; нумерация деталей кроя |
Описание процесса настилания по приемам основной, вспомогательной и подготовительно-заключительной работы.
Определение времени выполнения приемов
При настилании вручную на настилочном столе выполняют разметку общей длины настила и его частей. Устанавливают концевую линейку, предназначенную для прижима заднего конца настила. Затем две настильщицы разматывают материал из рулона, размещенного у переднего конца настилочного стола, и, двигаясь по обе стороны стола, укладывают полотно до концевой прижимной линейки, закрепляя его. Возвращаясь, одна настильщица выравнивает кромку по предыдущему полотну, расправляя, чтобы не образовались морщины и складки. На переднем конце стола отрезают полотно механизированным ножом, которым оснащена концевая линейка, и зажимают передний конец полотна.
Настилание узких материалов (шириной до 90 см) может выполнять одна настильщица, способом лицом к лицу, не отрезая полотна (способ «в книжку»), используя зажимную линейку.
Ручной способ настилания имеет ряд недостатков:
– растяжение и перекос материала;
– зависит от квалификации настильщиц;
– длина настилов ограничена – 5–8 м.
Норма времени (N) на выполнение операции настилания определяется по формуле:
![]() (1)
(1)
где toп = оперативное время
t оп= t осн+ t всп (2)
tосн – время основной работы;
tвсп – время вспомогательной работы;
anзо – процент времени подготовительно-заключительной работы и обслуживания рабочего места от оперативного времени;
аотл – процент времени на отдых и личные надобности от оперативного времени.
Для изучения и анализа отдельных факторов, оказывающих влияние на длительность цикла настилания, операцию настилания условно расчленяют на составные части – приемы.
Основные приемы настилания материалов:
- Взять конец полотна.
- Протянуть полотно.
- Расправить полотно.
- Закрепить конец полотна.
- Настелить полотно, выравнивая кромку.
- Закрепить полотно в размоточное устройство.
- Повернуть полотно при настилании «лицом к лицу»
- Проверить возможность раскроя полотна с текстильным пороком.
- Взять зарисовку раскладки лекал и уложить на готовый настил
- Прикрепить зарисовку к настилу
- Скрепить настил.
Затраты времени на основные приемы обобщаются и рассчитываются по времени настилания 1 пог. м ткани в секундах. Норматив основного времени на настилание костюмной ткани – 8,3 с.
Приемы вспомогательной работы очень разнообразны, в зависимости от организационно-технической схемы.
Приемы подготовительно-заключительной работы:
- Подготовить рабочее место.
- Закрепить карту расчета на подставке.
- Заменить лезвие отрезной линейки.
- Почистить отрезную линейку.
- Деловой разговор.
Время на их выполнение также дается в обобщенном виде, как процент от tоп:
anзо = 3,01%;
аотл = 5,66%.
На данном этапе работы устанавливается перечень приемов, соответствующих принятой организационно-технической схеме процесса настилания, приведенных в таблице 1.2
Таблица 1.2. Структура операции настилания тканей
| Номер прием | Наименование приема | Длительность приема | Данные карты расчета, определяющие повторяемость приема | Обозначение показателя зависимости |
| Основные приемы | ||||
|
| Взять конец полотна |
|
| |
|
| Протянуть полотно |
|
| |
|
| Расправить полотно |
|
| |
|
| Настелить полотно, выравнивая кромку |
|
| |
|
| Отрезать полотно |
|
| |
|
| Повернуть полотно при настилании «лицом к лицу» |
|
| |
|
| Закрепить конец полотна |
|
| |
|
| Заправить полотно в размоточное устройство |
|
| |
|
| Проверить возможность раскроя полотна с текстильным пороком |
|
| |
|
| Отложить полотно | Общий метраж карты расчета – 3286 |
| |
|
| Взять зарисовку раскладки лекал и уложить на готовый настил |
| ||
|
| Прикрепить зарисовку к настилу |
| ||
|
| Скрепить настил |
| ||
|
| Итого: | 8,3 ×3286= 27273,8 с | М | |
| Вспомогательные приемы | ||||
| 1 | Ознакомиться с заданием (метод настилания, число настилов в карте расчета, рисунок материала, последовательность настилания) | 60 | Число настилов расчетной карты -9 | Н |
| 2 | Поднести рулон материала к столу на расстояние до 10 м | 8,5 | Количество рулонов в карте расчета-84 | Р |
| 5 | Отобрать из общего количества нужный рулон материала для данного настила | 22 | Р | |
| 12 | Расстелить лист бумаги на настилочном столе | 16,5 | Н | |
| 15 | Взять сантиметр или рулетку и отметить длину настила на столе | 30,4 | Средняя длина настила – 4,5 | L |
| 23 | Установить прижимную линейку на втором конце настила | 16 | Н | |
| 24 | Привернуть струбцину | 13 | Н | |
| 25 | Найти нужный рулон материала в многоярусном кронштейне | 42 | Р | |
| 26 | Взять нужный рулон материала, надеть на металлический стержень и установить в гнездо кронштейна | 14,6 | Р | |
| 27 | Взять металлический стержень с рулоном материала и установить в гнездо кронштейна настилочного стола | 15 | Р | |
| 28 | Разрезать кромку, связывающую рулон материала | 6 | Р | |
| 42 | Подсчитать в настиле количество полотен | 79,2 | Н | |
| 43 | Наложить зарисовку на полотно материала с текстильным пороком, выявить размещение порока на детали швейного изделия и снять зарисовку | 122,2 | Количество полотен с дефектом-22 | Д |
| 44 | Перенести текстильный порок на верхнее полотно | 18 | Д | |
| 47 | Снять с настила и отложить полотно материала с текстильными пороками, недопустимыми в готовых швейных изделиях | 8 | Д | |
| 49 | Снять рулон с стержня, отложить | 4,3 | Р | |
| 50 | Принести зажимы | 0,26 | Н | |
| 51 | Закрепить конец рулона материала | 2,4 | Р | |
| 52 | Написать на верхнем полотне настила артикул материала (при использовании в одном настиле нескольких артикулов материала) | 10 | Н | |
| 53 | Написать на рулоне материала оставшийся в нем метраж или номер настила | 19,2 | Р | |
| 54 | Заполнить контрольный талон с указанием номера раскладки, модели, размеро-роста | 44 | Н | |
| 58а | Написать на полотне номер настила, модели, карты раскроя, размеро-рост для раскроя полотна с текстильным пороком | 63,7 | Д | |
| 59 | Отвернуть и переместить прижимную линейку на втором конце настила | 10 | Н | |
| 60 | Отвернуть струбцевину и отложить | 6,5 | Н | |
| 61 | Высвободить настил из под концевой линейки первого конца настила и переместить настил вдоль настилочного стола | 15,3 | Н | |
| 63 | Измерить, сложить, подписать и отложить остатки материала | 169,3 | Н | |
| 64 | Отнести остатки материала с текстильными пороками на расстояние до 10 м | 8,5 | Д | |
| 65 | Записать результаты в карту раскроя | 26 | Н | |
|
| Итого: | 840,46 с |
|
|
ton = tосн + tвсп; (2)
tосн = 8,3 ×3286=27273,8 с.
Установление взаимосвязи между повторяемостью приемов и данными расчетно-раскройных карт
Из таблицы 1.2 установим взаимосвязь между повторяемостью приемов и данными расчетно-раскройных карт (приемы основной подготовительно-заключительной работы, а так же время на отдых и личные надобности устанавливаются по обобщенному показателю, включившему в себя комплекс приемов)
Таблица 1.3. Необходимые данные расчетных карт по видам изделий
| Показатель | Условное обозначение | Числовое значение |
| Количество настилов в карте расчета | Н | 9 |
| Количество комплектов лекал | К | 3, 2,1 |
| Средняя длина настила | L | 4,5 |
| Метраж расчетной карты | М | 3286 |
| Количество полотен в карте расчета | П | 746 |
| Количество рулонов в карте расчета | Р | 84 |
| Количество полотен с дефектом | Д | 22 |
Расчет длительности процесса настилания
Зная затраты времени на выполнение одного приема и его повторяемость, можно рассчитать длительность цикла настилания. Для расчетов необходимо составить сводную таблицу.
Таблица 1.4 Сводная таблица приемов, связанных с одноименной зависимостью
| Показатель | Номера приемов | Затраты времени на выполнение приемов | Коэффициент при показателе |
| Н | 1; 12; 23; 24; 42; 50; 52; 54; 58а; 59; 60; 61; 63; 65 | 466,46 | 9 |
| L | 15 | 30,4 | 4,5 |
| М | Основные | 8,3 | 3286 |
| Р | 2,5, 25; 26; 27; 28; 49; 51; 53 | 127,3 | 84 |
| Д | 43; 44; 47; 58; 64 | 211,9 | 22 |
Оперативное время процесса настилания рассчитывается по формуле (3), которая является моделью данного процесса настилания:
tоп = 466,46Н + 30,4 L + 8,3М + 127,3Р +211,9Д (3)
tоп = 4198,14+ 90+ 27273,8+10693,2+4661,8=46916,94 с
апзо = tоп·3,01/100, (4)
апзо = 46916,94 ·3,01/100 = 1412,2
аотл = tоп·5,66/100, (5)
аотл = 46916,94 ·5,66/100 = 2655,499
![]() 50984,64 с
50984,64 с
Расчет времени процесса настилания:
Тц1 = tоп +апзо + аотл, (6)
Тц1 = 46916,94 + 1412,2+ 2655,499= 50984,64 с
Доля вспомогательных операций:
Д1 = (Тц1 – tосн – аотл)/ Тц1 ·100%, (7)
Д1 = (50984,64 -27273,8–2655,499)/ 50984,64 · 100% = 45,5%
Так как доля вспомогательных и подготовительно-заключительных приемов Д1 превышает 40%, то следует провести мероприятия по их снижению.
Похожие работы
... ткани, для которого характерно применение настилочных столов, отрезных, концевых, измерительных и прижимных линеек, прижимных грузов. 1. РАЗРАБОТКА МОДЕЛИ ПРОЦЕССА НАСТИЛАНИЯ ТКАНЕЙ. ХАРАКТЕРИСТИКА ПРОЦЕССА НАСТИЛАНИЯ Настилание тканей – укладывание на настилочный стол одно на другое полотен необходимой длины в определенном порядке. Качественные показатели операции характеризуются ровнотой ...
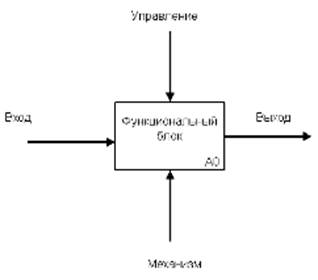
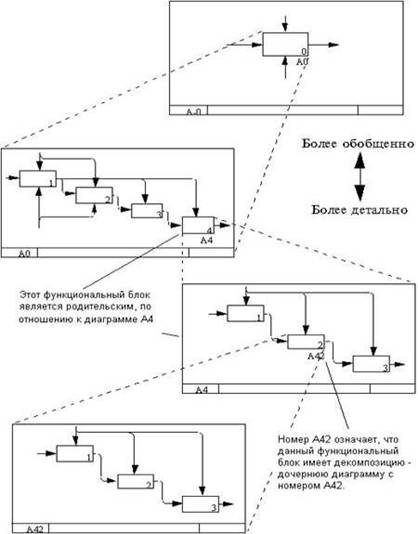
... применимы в эксклюзивном мелкосерийном производстве, т. к. дают возможность достичь высокого качества изделия, максимальный ассортимент изделий и быструю сменяемость моделей. 2.2 Описание основных бизнес-процессов трикотажной фабрики (на основе диаграммы с методологией IDEF0) Контроль качества сырья Сырье, поступившее на склад трикотажного предприятия, оценивают по внешнему виду. Образцы ...
... (8)где Σtм, Σtc, Σtп, Σtа - сумма времени по специальностям, сек; Тизд - трудоемкость изделия, сек. 3. Техническое проектирование технологического процесса экспериментального производства 3.1 Выбор организационной структуры экспериментального цехаОсновными видами работ, выполняемыми в экспериментальном цехе, являются: конструкторская и технологическая проработка новых моделей ...



... кокеткам; · подкладка отлетная. Рекомендованные размеры – 164-176/88-96. Рисунок 1.1 - Технический эскиз - Модель А Жакет женский - Модель Б · для младшей возрастной группы; · демисезонный; · вид материала верха - костюмная ткань; · трапециевидного силуэта; · длина жакета укороченная; · со смещенной, застежкой доверху ...
0 комментариев