Навигация
Розробка збірних свердел з міжлезовим гідравлічним зв’язком для оброблення глибоких отворів
24036
знаков
0
таблиц
2
изображения
МІНІСТЕРСТВО ОСВІТИ І НАУКИ УКРАЇНИ
Національний університет «Львівська політехніка»
Кафедра «Технології машинобудування»
Реферат
Дисципліна: Наукові дослідження
“РОЗРОБКА ЗБІРНИХ СВЕРДЕЛ З МІЖЛЕЗОВИМ ГІДРАВЛІЧНИМ
ЗВ'ЯЗКОМ ДЛЯ ОБРОБЛЕННЯ ГЛИБОКИХ ОТВОРІВ”
Львів – 2008р.
Зміст
Вступ
1 Огляд теоретичних джерел. Структурний синтез збірних інструментів для глибокого свердління отворів
2 Дослідження конструкторських, технологічних та геометричних параметрів свердел з міжлезовим гідравлічним зв'язком для оброблення глибоких отворів. Подані результати експериментальних досліджень конструкторських, технологічних та геометричних параметрів свердел з міжлезовим гідравлічним зв'язком
3 Теоретичні дослідження процесу свердління інструментом з міжлезовим гідравлічним зв'язком
4 Cтворення інтегрованої CAD/CAM системи з елементами оптимізації та імітації технічного інтелекту
Висновки
Література
Вступ
Розвиток промисловості в першу чергу здійснюється за рахунок впровадження у виробництво науковомістких технологій, сучасних металорізальних верстатів та інструментів.
Оброблення глибоких отворів лезовим інструментом є багато складнішим в порівнянні із обробленням зовнішніх поверхонь. Інструмент має меншу жорсткість і його розміри лімітуються розмірами отвору. При цьому погіршуються умови охолодження зони різання і видалення стружки, а самі поверхні менш доступні для контролю в процесі оброблення. Одним із важливих практичних питань є забезпечення допуску на уведення осі отвору від теоретичного напрямку. Причина уведення осі полягає в миттєвому коливанні навантажень на лезах, що є наслідком зміни миттєвих січень зрізу через різницю твердості матеріалу, наявність автоколивних рухів інструменту, похибок геометрії різальних кромок, тощо. Відомі конструкції інструментів для глибокого свердління не передбачають механізму міжлезового зв'язку, яким забезпечується автоматичне вирівнювання осьових сил на лезах.
У зв'язку з цим, розробка та дослідження збірних свердел з міжлезовим гідравлічним зв'язком, використання яких дозволяє в значній мірі позбутися вищевідмічених недоліків роботи традиційних інструментів при свердлінні глибоких отворів є актуальною науковою задачею.
Мета і задачі дослідження. Метою роботи є створення збірних свердел з міжлезовим гідравлічним зв'язком для зниження уводу осі інструменту в процесі свердління глибоких отворів.
Для досягнення мети в роботі поставлені і розв'язані такі задачі:
1. Огляд відомих вітчизняних і зарубіжних конструкцій свердел для оброблення глибоких отворів і результатів їх досліджень.
2. Розробка збірних свердел з міжлезовим гідравлічним зв'язком для вирівнювання навантажень між лезами.
3. Математичне та імітаційне моделювання синтезованих збірних свердел на основі аналітичного та твердотільного моделювання.
4. Теоретичні та експериментальні дослідження впливу конструктивних, геометричних і технологічних параметрів на точність розміщення осі отвору і процес стружкоутворення при наявності міжлезового гідравлічного зв'язку.
1 Огляд теоретичних джерел. Структурний синтез збірних інструментів для глибокого свердління отворів
На основі проведеного аналізу відомих конструкцій інструментів та методик дослідження процесу свердління глибоких отворів можна стверджувати, що найбільш важливою характеристикою, при глибокому свердлінні є забезпечення допуску на уведення осі отвору , що виникає внаслідок коливань навантажень на лезах через зміну миттєвих січень зрізу при зміні твердості матеріалу, автоколивних рухах інструменту, похибках геометрії різальних кромок, тощо.
Практично всі технологічні операції глибокого свердління виконуються з релаксаційними рухами інструменту, що зменшує продуктивність та точність оброблюваних поверхонь. Виключенням можна вважати конструкції свердел ежекторного типу, перових та кільцевих свердел.
Відомі методики дослідження процесу глибокого свердління передбачають необхідність встановлення системних зв'язків конструкторського та технологічного етапів проектування.
Найкращою формою реалізації системного підходу до вирішення питань проектування та дослідження конструкції інструменту для глибокого свердління є створення комплексної математичної моделі, що ґрунтується на теоретичних та експериментальних дослідженнях напружено-деформівного, термодинамічного стану конструкції інструменту та технологічних показниках процесу глибокого свердління.
Для вирішення поставлених задач використовуються основні положення теорії різання, технології машинобудування, математичного моделювання, теорії скінчених елементів при аналізі динамічного стану конструкції, регресійного та кореляційного аналізу, математичної статистики та теорії системного програмування. В ході реалізації математичної моделі застосовуються програмні продукти : Solid Works, Cosmos Works, MathCAD, MathLab та Visual Basic.
Внаслідок нерівномірності навантаження на леза, що викликано наявністю у структурі матеріалу заготовки твердих включень або несиметричністю розташування лез, в розробленому інструменті різальні елементи мають можливість взаємно зміщуватись на величину лезових осциляцій D. Тоді додаткове навантаження на лезо компенсується додатковою силою, що виникає внаслідок зростання або зменшення глибини різання. Така технологічна схема оброблення передбачає вирівнювання складових сил різання, що діють на леза інструменту і викликає деформацію системи ВПІД за рахунок вирівнювання сил в напрямку подачі.
На основі порівняльної оцінки варіантів міжлезових інструментальних зв'язків встановлено, що раціональним варіантом міжлезового зв'язку є гідравлічний зв'язок. В корпусі 1 свердла виконані повздовжні ступінчасті циліндричні отвори, в яких встановлені плунжери 2 і 3, кінці яких вільно проходять в отворах втулок 4 і 5, жорстко з'єднаних з корпусом. Дані втулки поряд з циліндричними пальцями 6 і 7 являються напрямними елементами для лез 8 і 9, які є різальними елементами збірного свердла. Для обмеження відносного зміщення лез по відношенню до напрямних елементів призначені циліндричні пальці 10 і 11. В конструкції передбачені отвори для плунжерів, які гідравлічно з'єднані між собою кільцевою канавкою 12. Для заливки рідини використовується отвір в корпусі свердла, який закритий різьбовою конічною пробкою 13.
Для базування свердла в отворі використовуються три твердосплавні напрямні пластини 14. В процесі оброблення отвору автоматичне вирівнювання навантажень між лезами інструменту здійснюється за рахунок відносного зміщення плунжерів, зусилля на яких внаслідок прямого гідравлічного зв'язку залишається однаковим.
Напружено-деформований стан складної конструкції визначався з допомогою методу скінчених елементів реалізованого на ЕОМ в середовищі програмного продукту COSMOS Works 5.
Твердотільну модель конструкції свердла з міжлезовим гідравлічним зв'язком виконано в системі автоматизованого проектування SolidWorks 2000, яка функціонує на основі графічного ядра Parasolid і орієнтована на проблеми машинобудівної галузі.
Для оцінки міцності конструкції використано критерій октаедральних дотичних напружень (критерій Губера – Мізеса – Генки), який достатньо адекватно описує граничний стан широкого класу пластичних матеріалів. Напружено-деформований стан розраховувався у середовищі програмного продукту COSMOS Works 5.
Напруження в кільцевій канавці (зварні шви) та канавці хвостовика, яка служить для виходу інструмента при нарізанні прямокутної різі, відносно незначні – 200 та 250 МПа, відповідно.
Тепловий розрахунок виконується в середовищі COSMOS Works 5 методом скінчених елементів. Встановлено, що подача мастильно-охолоджувальної рідини (МОР) продуктивністю 40 л/хв є цілком достатньою для охолодження свердла з мінімальним діаметром 50 мм та виводу стружки (С) в процесі свердління.
2 Дослідження конструкторських, технологічних та геометричних параметрів свердел з міжлезовим гідравлічним зв'язком для оброблення глибоких отворів" подані результати експериментальних досліджень конструкторських, технологічних та геометричних параметрів свердел з міжлезовим гідравлічним зв'язком
На основі експериментальних даних доведено, що оптимальні параметри точності та шорсткості отворів знаходяться в межах стандартних геометричних показників свердел, що оснащені твердосплавними пластинками, тобто 2j ” 120...130°; a” 12...16°; g ” 4...6°.
Аналіз графічних залежностей висоти мікронерівностей від швидкості різання при обробленню жорстким та розробленим інструментом показав, що найбільше зростання величини Ra для жорсткого інструменту спостерігається у проміжку 40 – 60 м/хв, а для свердел з міжлезовим гідравлічним зв'язком активне збільшення величини мікронерівностей відбувається до 75 м/хв. Це має місце в зв'язку зі зростанням сил різання та неефективними умовами розташування та виводу стружки із зони різання. Причому, покращені умови стружкоподрібнення для розроблених свердел спричинюють більш активний її рух та менші розміри. Цим пояснюється менша імовірність вм'ятин та подряпин на робочій поверхні отвору, що відповідає меншій шорсткості поверхонь.
Дослідження впливу подачі свердла на показники точності та шорсткості отворів при їх обробленні інструментом з міжлезовим гідравлічним зв'язком та жорсткими свердлами проводилися при швидкості різання V=78,5 м/хв в діапазоні S = 0,05...0,35 мм/об. Найбільший ефект від впровадження інструменту з міжлезовим гідравлічним зв'язком спостерігається для параметрів уведення свердла та відхилення діаметру отвору. Так, наприклад, на подачі 0,25 мм/об ці параметри порівняно з жорсткою схемою зменшуються в 1,8 рази; висота мікронерівностей - в 1,2 рази, а похибка форми – в 1,1 рази.
Дослідження розмірів та форми стружки проводились із застосуванням методики ситового аналізу. Фракційний склад стружки дозволив встановити коливання її розмірів , стабільність подрібнення при різних схемах та режимах різання, а відтак визначити раціональні умови роботи свердла з точки зору стружкоподрібнення.
Порівнюючи стружку, утворену внаслідок свердління інструментом з рухомими лезами та жорстким інструментом, можна зробити висновок про те, що середньостатистичний розмір фракцій у першому випадку на 12% менший, стабільність подрібнення вища в середньому на 22%. Цим зумовлюється можливість роботи свердел з міжлезовим гідравлічним зв'язком на більш інтенсивних режимах оброблення. При цьому уникають явища забивання відвідного каналу та налипання дрібних фракцій на леза інструменту.
Враховуючи багатокритерійність функції мети при виборі оптимальних значень геометричних параметрів свердел інструменту з міжлезовим гідравлічним зв'язком, скористаємося узагальненим адитивним критерієм оптимальності:
![]() , (1)
, (1)
де Ri – значення і – го критерію (![]() ) оптимізації (в даному випадку Т, f, Ra);
) оптимізації (в даному випадку Т, f, Ra);
kмі – масштабний коефіцієнт і-го критерію:
![]() . (2)
. (2)
kві – ваговий коефіцієнт і-го критерію. Цей показник, як правило, носить суб'єктивний характер і може змінюватись в залежності від умов виробництва та конструкторських вимог до виробу в цілому. Для глибокого свердління отворів , після якого передбачається їх чистове оброблення, виходячи з умов теорії технологічної спадковості, приймаємо kвT = 0,25; kвf = 0,6; kвRa =0,15 ![]() .
.
Це можна пояснити тим, що точність Т отвору можна підвищити в результаті виконання чистових операцій, шорсткість поверхні Ra зменшується внаслідок виконання чистових, фінішних та суперфінішних операцій, а уведення f свердла практично змінюється на 5-10% при наступних технологічних переходах, і тому саме цей показник має пріоритет перед попередніми.
Встановлено, що оптимальні параметри оброблюваних поверхонь забезпечуються при дотриманні кутів 2j = 134°; a = 14°; g = 5°.
Залежності точності отворів та шорсткості поверхонь від геометричних параметрів різальної частини свердла з рухомими лезовими елементами описуються аналітично регресійними рівняннями. Ці залежності для різних кутів заточування різальної частини свердла становлять:
- для кута при вершині 2j:
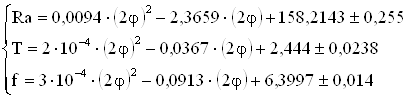 (3)
(3)
- для заднього кута a:
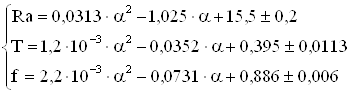 (4)
(4)
- для переднього кута g:
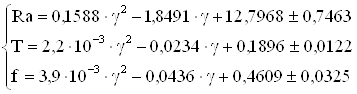 (5)
(5)
Аналітичні залежності параметрів точності та шорсткості отворів при різних кутах різальних лез свердел з міжлезовим гідравлічним зв'язком є достатньо адекватні експериментальним значенням. Для перевірки цього твердження використовувалась програма, розроблена автором в системі Math CAD. Коефіцієнти кореляції знаходяться в межах 0,8 - 0,9 , а отже існує суттєвий вплив геометричних параметрів лез свердла з міжлезовим гідравлічним зв'язком на точність та шорсткість отвору.
0 комментариев