Навигация
Строение, свойства, производство стали
24397
знаков
0
таблиц
4
изображения
СОДЕРЖАНИЕ.
1. Строение и свойства стали
2. Производство стали
2.1. Производство стали в конвертерах
2.2. Производство стали в мартеновских печах
2.3. Производство стали в дуговых электропечах
2.4. Выплавка стали в индукционных печах
2.5. Внепечное рафинирование стали
2.6. Разливка стали
2.7. Специальные виды электрометаллургии стали
Список литературы
1. Строение и свойства стали.
Сталь—сплав железа с углеродом (до 2%) и сопутствующими примесями в виде марганца, кремния, серы, фосфора и др. Стали, применяемые в машиностроении, обычно содержат от 0,05 до 1,5% С.
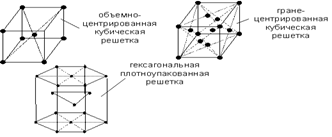
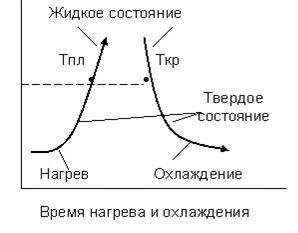
Железо в твердом состоянии может находиться в двух модификациях:
Углерод является вторым основным компонентом, определяющим структуру, механические и технологические свойства стали.
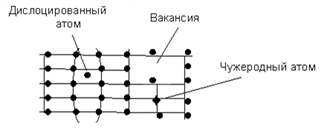
Примеси, присутствующие в стали делят на четыре группы:
постоянные, или обычные (табл. 1)—марганец, кремний, фосфор и сера, если их содержание находится в пределах: до 0,8% Mn; до 0,4% Si; до 0,05% Р и до 0,05% S;
скрытые — азот, кислород, водород, присутствующие в любой стали, в очень малых количествах (тысячные доли процента);
случайные — например, мышьяк, свинец, медь и др., попадающие в сталь из-за того, что они содержатся в рудах или шихтовых материалах данного географического района или связаны с определенным технологическим процессом производства стали;
специальные (легирующие элементы) — их вводят в состав стали для получения нужных по условиям службы деталей свойств стали. В этом случае сталь называют легированной. Сталь также будет легированной, если содержание кремния 0,5%, а марганца %.[1]
2. ПРОИЗВОДСТВО СТАЛИ
В качестве исходных материалов при производстве стали используются жидкий или твердый чугун, металлолом, а также раскислители, легирующие и шлакообразующие материалы. В зависимости от наличия в данном регионе или на данном заводе тех или иных шихтовых материалов (в первую очередь жидкого чугуна) сталь производят в конвертерах, мартеновских или электродуговых печах: при наличии жидкого чугуна— в конвертерах или мартеновских печах, при его отсутствии - в мартеновских или электродуговых печах.
При переделе чугуна и металлолома в сталь решаются несколько основных задач: плавление и нагрев шихты до температуры, обеспечивающей проведение последующих операций (обычно 1600.. 1650 °C, рафинирование стали от вредных примесей (обычно к ним относят серу, фосфор, водород и азот), легирование и, наконец, получение из жидкой стали стального слитка или непрерывнолитой заготовки. Нагрев до заданной температуры и частично рафинирование и легирование производятся в сталеплавильных агрегатах, окончательное рафинирование и легирование—в сталеразливочных ковшах после выпуска плавки из агрегата с помощью специализированных установок и разливка—в изложницы или на машинах непрерывного литья заготовок (МНЛЗ).
В своей основе производство стали—процесс окислительный, так как в его ходе требуется прежде всего окислить избыток углерода (содержание последнего в стали значительно ниже, чем в чугуне} и примеси.
2.1. Производство стали в конвертерах
Сталеплавильные агрегаты для производства стали различаются между собой по источнику энергии, необходимой для нагрева металла до требуемой температуры. В конвертерах нагрев происходит за счет тепла, выделяющегося при окислении железа, углерода и других примесей, в мартеновских печах—за счет тепла горения жидкого (мазут) или газообразного (природный газ) топлива, в электродуговых печах — за счет подводимой электроэнергии.
Сущность производства стали в конвертерах заключается в том, что при вдувании газообразного кислорода в металл происходит окисление железа, углерода, кремния и марганца.
В результате протекания этих реакций выделяется тепло, обеспечивающее не только нагрев металла, но и возможность перерабатывать до 30 % металлолома. Продукты реакции окисления железа, марганца и кремния образуют первичный шлак, который может интенсивно растворять футеровку. Для предотвращения разрушения футеровки в конвертер добавляют известь. Шлак с высоким содержанием СаО слабо взаимодействует с футеровкой. Кроме того, такой шлак обеспечивает рафинирование стали от фосфора и частично от серы.
-
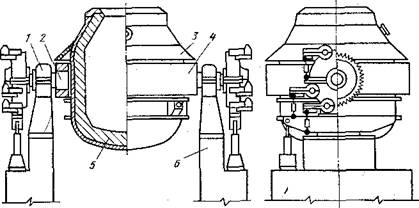
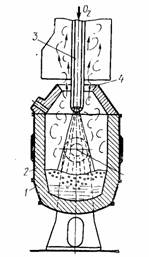
Рис. 1. Общий вид конвертера с верхней продувкой:
1 — опорный подшипник; 2— цапфа; 3 — кожух; 4 — опорное кольцо, 5-футеровка, 6— опорная станина
Устройство кислородного конвертера. В настоящее время при производстве стали применяется два типа конвертеров: с продувкой кислородом сверху и с комбинированной продувкой. На рис.1 приведена схема конвертера с верхней продувкой. Собственно конвертер представляет собой металлический сварной кожух, футерованный внутри. В качестве огнеупорного материала используется обычно смолодоломитовый кирпич. Футеровка конвертера работает в тяжелых условиях. На нее воздействуют высокие температуры и ее колебания, она испытывает механические удары кусков твердых загружаемых материалов. Особо тяжелые условия работы футеровки—в зоне шлакового пояса. Стойкость футеровки достигает 1000 и более плавок.
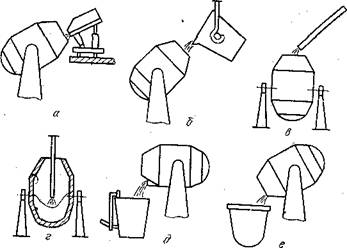
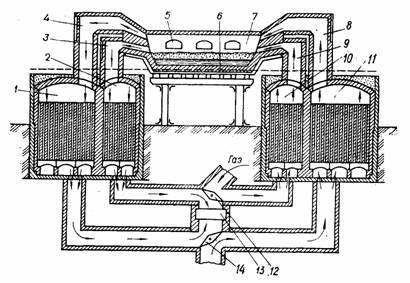
Рис. 2. Схема технологии производства стали в конвертере:
А – завалка скрапа; б – заливка чугуна; в – загрузка шлакообразующих материалов; г – продувка металла кислородом; д – выпуск стали через летку; е – слив шлака через горловину.
Технология плавки стали в конвертерах. Можно выделить три основных периода в конвертерном производстве стали: загрузку шихтовых материалов, продувку кислородом и выпуск плавки. Загрузку конвертера обычно начинают с завалки металлолома из специальных лотков с помощью завалочной машины. Для этого конвертер наклоняют в положение рис. 2а. Затем в конвертер заливается чугун, рис.26. После этого конвертер возвращают н вертикальное положение и начинают добавку шлакообразующих материалов (главным образом, извести) рис.2в. Одновременно в конвертер опускают кислородную фурму и начинают продувку техническим кислородом, рис. 2 г. По ходу продувки продолжают добавку шлакообразующих.
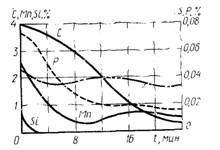
Высокая интенсивность продувки кислородом обеспечивает циркуляцию металла и его перемешивание со шлаком. Длительность продувки составляет 12…16 мин. Окончание продувки определяется по количеству введенного кислорода с учетом количества и состава шихтовых материалов.
Температура расплава в первые минуты продувки практически не изменяется, так как все тепло, выделяющееся в результате окислительных реакций, расходуется на плавление металлолома. После окончания его плавления наблюдается непрерывное повышение температуры расплава. После окончания продувки кислородную фурму поднимают и в металл сверху (параллельно кислородной фурме) вводят зонд для автоматического отбора пробы на экспресс-анализ и измерения температуры. Если состав металла и его температура соответствуют требованиям, приступают к выпуску плавки, если нет—производят корректировку состава. В том случае, если анализ показал повышенное (по сравнению с маркой стали) содержание углерода или недостаточную температуру, то производят додувку плавки. Если же содержание углерода ниже требуемого, в ковш вместе с выпускаемым металлом добавляют графит или молотый кокс в необходимых количествах.
Выпуск плавки производят в специальный сталеразливочный ковш через летку, рис. 2. д. В ходе выпуска стремятся полностью исключить попадания в ковш вместе с металлом конвертерного шлака. А для предотвращения быстрого охлаждения металла в ковше туда добавляют специальную теплоизолирующую смесь или синтетический шлак. Кроме того, при необходимости в ковш по ходу выпуска стали добавляют раскислители ц легирующие. Конвертерный шлак сливают в шлаковую чашу, рис. 2 е.
Конвертеры с комбинированным дутьем. Применение комбинированной продувки за счет более интенсивного перемешивания металла и шлака способствует улучшению рафинирования стали и увеличению выхода годного за счет устранения выбросов и снижения окисления железа в шлак.
Технико-экономические показатели работы конвертеров включают производительность, себестоимость и качество. Кислородно-конвертерный процесс является самым производительным из всех процессов производства стали. Современный конвертерный цех с двумя конвертерами (один – в работе, другой – в ремонте) обеспечивает производство до 5 млн. т стали в год.
Себестоимость стали включает стоимость шихтовых материалов, раскислителей и легирующих добавок, кислорода, огнеупоров, амортизационные расходы, зарплату и т.п. Основной статьей себестоимости является стоимость металлической части шихты. Поэтому борьба за уменьшение потерь металла при переделе (за счет выбросов и выносов) является существенным резервом снижения себестоимости стали. В настоящее время себестоимость конвертерной стали достаточна высока.
Качество стали в первую очередь определяется содержанием вредных примесей, таких как фосфор и сера, поступающих вместе с чугуном; водород и азот, попадающих в металл с ломом и из атмосферы. Благоприятные условия рафинирования стали в конвертере и отсутствие в процессе производства контакта с водородом и азотом позволяют производить сталь самого высокого качества.
Похожие работы
... происхождения (канифоль), жирные кислоты (стеариновая, олеиновая) и другие. Прочность и нерастворимость резины в органических растворителях связаны с её строением. Свойства резины определяются и типом исходного сырья. Например, резина из натурального каучука характеризуется хорошей эластичностью, маслостойкостью, износостойкостью, в то же время мало устойчива к агрессивным средам; резина из ...
... шихты на 1 тонну годных слитков и стоимости передела. Она включает также расход энергии, электродов, огнеупоров, изложниц, зарплату персоналу. Основные технико-экономические показатели способов производства стали. Показатель Способ производства стали конвертер-ный мартеновский электропла-вильный Вместимость плавильного агрегата, т. 250-400 400-600 200-300 Выход годного (стали),% ...
... – пятьдесят лет назад, не отвечают современным требованиям в отношении энергосбережения, экологических и экономических норм. Отечественные производители труб сегодня обладают большинством технологий по производству современных труб, теплоизоляционные материалы экономичны, а спектр их сегодня значительно широк. Сегодня разработаны и применяются такая теплоизоляция, как пенополиуретан (ппу), ...
... отпуска может быть на 10–20оС ниже, а его продолжительность на 20–25% меньше, чем первого отпуска. Охлаждение после отпуска проводится на воздухе. 1.1.5 Влияние термической обработки на свойства штамповых сталей Служебные свойства штампового инструмента и его стойкость в значительной степени определяются соответствующим назначением марки стали, ее термообработкой и условиями эксплуатации ...
0 комментариев