Навигация
Выплавка стали в индукционных печах
24397
знаков
0
таблиц
4
изображения
2.4. Выплавка стали в индукционных печах
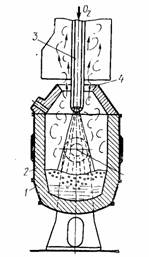
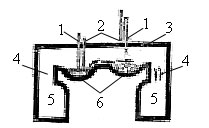
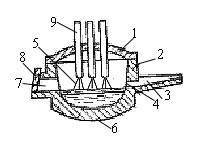
В литейных цехах и на машиностроительных заводах в ряде случаев для выплавки стали применяют индукционные печи. Принцип их работы заключается в том, что переменный ток подводится к индуктору. При этом образуется переменное магнитное поле, которое индуктирует (возбуждает) ток во вторичном контуре (тигле с загруженным в него металлом). Под действием этого тока металл нагревается и плавится. На огнеупорной кладке помещается тигель с навитым на него индуктором, изготовленным из медной трубки, внутри которой для охлаждения циркулирует вода. Ток к индуктору подается по гибким шинам. Футеровку индукционных печей изготовляют набивной из кислых (кварцит) или основных (магнезит) молотых материалов с добавкой до 3% связки, в качестве которой используют обычно борную кислоту. Расход электроэнергии в индукционных печах несколько меньший, чем в электродуговы.х (до 700 кВт-ч/т).
Как правило, индукционные печи применяются для выплавки специальных сталей и сплавов. В печь загружают либо легированные, либо углеродистые отходы, металл расплавляют и добавляют требуемое по марке стали количество ферросплавов.
В том случае, если требуется особо высокое качество сплавов, их выплавляют в вакуумных индукционных .печах (а вакууме или в инертной атмосфере). В этом случае получают металл с низким содержанием кислорода, водорода, азота и серы, а также чистый по неметаллическим включениям.. Такой металл характеризуется более высокими механическими и другими служебными свойствами, значительно легче подвергается деформации как в холодном, так и горячем состоянии, Особенно перспективна вакуумная плавка при производстве высоколегированных жаропрочных и жаростойких сталей и сплавов с повышенным содержанием химически активных элементов (таких как алюминий, титан, цирконий и др.).
2.5. Внепечное рафинирование стали
Если еще 20 лет назад все процессы рафинирования осуществлялись непосредственно в сталеплавильных агрегатах, то в настоящее время многие из этих функций вынесены из агрегата в ковш. В цепочке выплавка стали в агрегате—разливка стали появилось промежуточное звено—внепечная обработка стали. Все современные сталеплавильные цехи в большей или меньшей степени оборудованы различными установками для рафинирования стали в ковше. В задачи отделений внепечной обработки стали входят раскисление, легирование, усреднение металла по составу и температуре, десульфурация, дегазация и модифицирование. (Под модифицированием понимают введение микродобавок, изменяющих структуру металла, а также состав, свойства и форму фаз, выделяющихся при кристаллизации и дальнейшем охлаждении стали).
Выпуск стали в ковш. После окончания плавки стали в агрегате ее выпускают в предварительно подогретый сталеразливочный ковш. Он представляет собой сварной или клепаный металлический кожух в форме усеченного конуса, футерованный внутри огнеупорным кирпичом (обычно шамотным). Ковш оборудован стопорным механизмом или шиберным затвором.
Продувка стали в ковше инертным газом. Задачей этого метода обработки является, в первую очередь, усреднение объема металла по составу и температуре, а также частичная дегазация и очищение стали от неметаллических включений. Продувку осуществляют либо через пористые пробки в днище ковша, либо через специальные фурмы, вводимые в расплав сверху. В качестве рабочего газа используется аргон. Продувка длится 5—8 мин. Это обеспечивает полное выравнивание состава металла и температуры, примерно вдвое снижает содержание неметаллических включений и на 25... 35 % уменьшает водород в стали.
Обработка стали синтетическими шлаками. Для борьбы с серой в ряде сталеплавильных цехов применяется обработка стали в ковше синтетическим шлаком. С этой целью в специальной электропечи выплавляют шлак, обладающий высокой сорбционной способностью по отношению к сере (хорошо поглощающий серу). Этот шлак в количестве 3...5% от массы металла заливают в сталеразливочный ковш и на него выпускают металл из сталеплавильного агрегата. Падая с большой высоты, металл интенсивно перемещается со шлаком, и капли последнего всплывают в металле. Этим достигается большая поверхность взаимодействия, что способствует быстрому протеканию процесса. Этот способ обеспечивает снижение содержания серы в металле в 2... 3 раза.
Продувка металла порошкообразными материалами. В настоящее время этот метод используется для глубокой десульфурации стали. Это позволяет получать сталь с очень низким (0,003 % и ниже) содержанием серы.
Вакуумирование стали. Основной задачей вакуумной обработки является дегазация стали.[2]
2.6. Разливка стали
Разливка стали является заключительной стадией сталеплавильного производства. От ее правильного проведения зависит конечное качество стали. На разливку металл поступает в сталеразливочном. ковше после внепечной обработки. Сталь разливают либо в изложницы, либо на машинах непрерывного литья заготовок (МНЛЗ).
Разливка стали в изложницы. Различают два способа разливки в изложницы: сверху и сифоном.
Каждый из видов разливки стали в изложницы имеет свои преимущества и недостатки. Основными преимуществами разливки стали сверху являются простота подготовки поддонов и малые потери металла (нет литниковых систем). Однако в этом случае за счет разбрызгивания получается плохая поверхность металла, а также низка производительность разливки (каждый слиток разливается последовательно). Поэтому разливку сверху применяют при получении относительно крупных слитков. Разливка сифоном обеспечивает хорошую поверхность слитков, ее производительность значительно выше, чем разливка сверху. Однако при этом усложняется процесс подготовки изложниц к разливке и уменьшается выход годного, так как часть металла затвердевает в литниковой системе.
Непрерывная разливка стали. В современных конвертерных и электросталеплавильньгх цехах разливку стали осуществляют не в изложницы, а на машинах непрерывного литья заготовок (МНЛЗ).
Непрерывная разливка распространяется не только на заводах черной, но и . цветной металлургии. Преимущества непрерывной разливки стали по сравнению с разливкой в изложницы огромны. Если при разливке стали в изложницы возвращается в переплав 20... 30 % стали, то при непрерывной разливке эта величина не превышает 5%. Иначе говоря, перевод разливки в изложницы на непрерывную разливку позволяет на каждой тонне стали сэкономить от 100 до 200 кг металла. В отличие от разливки в изложницы при непрерывной разливке получают не слиток, а заготовку и, следовательно, нет необходимости иметь в составе завода цехи по прокатке заготовки из слитка. Кроме того, при непрерывной разливке нет изложниц и цеха по их подготовке к разливке. Следует также иметь в виду, что процесс непрерывной разливки поддастся автоматизации. Разрабатываются методы совмещения непрерывной разливки с прокаткой.
2.7. Специальные виды электрометаллургии стали
Рассмотренные выше способы производства стали не всегда удовлетворяют непрерывно возрастающие требования к качеству стали со стороны авиационной промышленности, специальных отраслей машиностроения и т. п. Причинами этого являются недостаточная чистота металла по вредным примесям, а также химическая и кристаллическая неоднородность слитков и непрерывнолитых заготовок. Для повышения качества металла, его служебных свойств заготовки, полученные обычными способами, подвергают переплаву в специальных печах (электрошлаковых, вакуумно-дуговых и т. п.).
Электрошдаковый переплав [ЭШП). Этот способ нашел наибольшее распространение в связи с его простотой и экономичностью. Его сущность заключается в том, что через предварительно изготовленный расходуемый электрод, погруженный в шлаковую ванну, пропускают электрический ток.
По сравнению с металлом шлак имеет значительно большее электросопротивление и в нем выделяется тепло, необходимое для повышения температуры и оплавления электрода. Металл каплями стекает через шлак вниз, образуя под шлаком металлическую ванну. При капельном переносе через такой шлак металл дополнительно очищается от вредных примесей, газов и неметаллических включений. Этот процесс осуществляется в медном водоохлаждаемом кристаллизаторе, где металл затвердевает. Медленная кристаллизация жидкой ванны обеспечивает получение плотного однородного металла.
Методом ЭШП переплавляют слитки массой в десятки тонн.
Вакуум-дуговой переплав (ВДП). Сущность метода заключается в том, что переплав происходит в вакууме под действием дуг, возникающих между расходуемым электродом и формирующимся слитком, находящимся в водоохлаждаемом кристаллизаторе. Методом ВДП можно переплавлять слитки массой в десятки тонн. Однако этот метод сложен в своем аппаратурном выполнении и достаточно дорог.
Помимо ЭШП и ВДП существует еще целый ряд переплавных процессов: электронно-лучевой, плазменный и некоторые другие. Каждый из них имеет свои недостатки и преимущества. Выбор метода переплава диктуется требованиями, предъявляемыми к качеству сталей и сплавов.
СПИСОК ЛИТЕРАТУРЫ.
1. Материаловедение и технология металлов / В.Т.Жадан, П.И.Полухин и др. – М.:Металлургия, 1994. – 624 с.
2. Справочник металлиста. В 5-ти т. Т.2 / Под ред. А.Г.Рахштадта, В.А.Брострема. – М.:Машиностроение, 1976. – 720 с.
3. Энциклопедический словарь юного техника / Сост. Б.В.Зубков, С.В.Чумаков. – М.:Педагогика, 1987. – 464 с.
[1] Справочник металлиста. В 5-ти т. Т.2 / Под ред. А.Г. Рахштадта, В.А.Брострема. – М., 1976. – С. 64.
[2] Материаловедение и технология металлов / В.Т. Жадан, П.И.Полухин и др. – М., 1994. – С. 39.
Похожие работы
... происхождения (канифоль), жирные кислоты (стеариновая, олеиновая) и другие. Прочность и нерастворимость резины в органических растворителях связаны с её строением. Свойства резины определяются и типом исходного сырья. Например, резина из натурального каучука характеризуется хорошей эластичностью, маслостойкостью, износостойкостью, в то же время мало устойчива к агрессивным средам; резина из ...
... шихты на 1 тонну годных слитков и стоимости передела. Она включает также расход энергии, электродов, огнеупоров, изложниц, зарплату персоналу. Основные технико-экономические показатели способов производства стали. Показатель Способ производства стали конвертер-ный мартеновский электропла-вильный Вместимость плавильного агрегата, т. 250-400 400-600 200-300 Выход годного (стали),% ...
... – пятьдесят лет назад, не отвечают современным требованиям в отношении энергосбережения, экологических и экономических норм. Отечественные производители труб сегодня обладают большинством технологий по производству современных труб, теплоизоляционные материалы экономичны, а спектр их сегодня значительно широк. Сегодня разработаны и применяются такая теплоизоляция, как пенополиуретан (ппу), ...
... отпуска может быть на 10–20оС ниже, а его продолжительность на 20–25% меньше, чем первого отпуска. Охлаждение после отпуска проводится на воздухе. 1.1.5 Влияние термической обработки на свойства штамповых сталей Служебные свойства штампового инструмента и его стойкость в значительной степени определяются соответствующим назначением марки стали, ее термообработкой и условиями эксплуатации ...
0 комментариев