Введение
Совокупность методов и приемов изготовления машин, выработанных в течение длительного времени и используемых в определенной области производства, составляет технологию этой области. В связи с этим возникли понятия: технология литья, технология сварки, технология механической обработки и т.д. Все эти области производства относятся к технологии машиностроения, охватывающей все этапы процесса изготовления машиностроительной продукции.
В дисциплине «Технология машиностроения» комплексно изучаются вопросы взаимодействия станка, приспособления, режущего инструмента и обрабатываемой детали, пути построения наиболее рациональных технологических процессов обработки деталей машин, включая выбор оборудования и технологической оснастки, методы рационального построения технологических процессов сборки машин.
Учение о технологии машиностроения в своем развитии прошло в течение немногих лет путь от простой систематизации производственного опыта механической обработки деталей и сборки машин до создания научно обоснованных положений, разработанных на базе теоретических исследований, научно проведенных экспериментов и обобщения передового опыта машиностроительных заводов. Развитие технологии механической обработки и сборки и ее направленность определяются стоящими перед машиностроительной промышленностью задачами совершенствования технологических процессов, изыскания и изучения новых методов производства, дальнейшего развития и внедрения комплексной механизации и автоматизации производственных процессов на базе достижений науки и техники, обеспечивающих наиболее высокую производительность труда при надлежащем качестве и наименьшей себестоимости выпускаемой продукции.
1. Производственный и технологический процессы
Под производственным процессом понимают совокупность всех действий людей и орудий труда, осуществляемых на предприятии для получения из материалов и полуфабрикатов готовых изделий.
В производственный процесс входят не только основные, непосредственно связанные с изготовлением деталей и сборкой из них машины, процессы, но и все вспомогательные процессы, обеспечивающие возможность изготовления продукции (например, транспортирование материалов и деталей, контроль деталей, изготовление приспособлений и инструмента и т.д.).
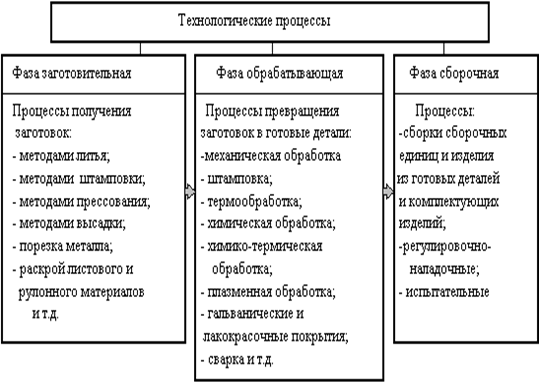
Технологическим процессом называют последовательное изменение формы, размеров, свойств материала или полуфабриката в целях получения детали или изделия в соответствии с заданными техническими требованиями.
Технологический процесс механической обработки деталей должен проектироваться и выполняться таким образом, чтобы посредством наиболее рациональных и экономичных способов обработки удовлетворялись требования к деталям (точность обработки, шероховатость поверхности, взаимное расположение осей и поверхностей, правильность контуров и т.д.), обеспечивающие правильную работу собранной машины.
2. Структура технологического процесса
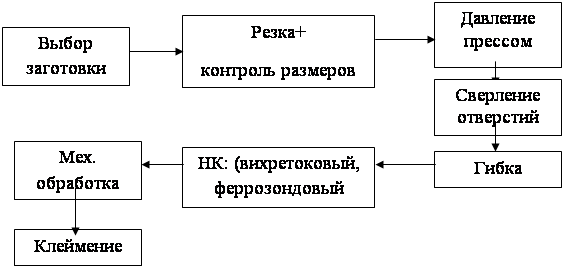
В целях обеспечения наиболее рационального процесса механической обработки заготовки составляется план обработки с указанием, какие поверхности надо обработать, в каком порядке и какими способами.
В связи с этим весь процесс механической обработки расчленяется на отдельные составные части: технологические операции, позиции, переходы, ходы, приемы.
Технологической операцией называется часть технологического процесса, выполняемая на одном рабочем месте и охватывающая все последовательные действия рабочего (или группы рабочих) и станка по обработке заготовки (одной или нескольких одновременно).
Например, обтачивание вала, выполняемое последовательно сначала на одном конце, а потом после поворота, т.е. перестановки вала в центрах, без снятия его со станка, – на другом конце, является одной операцией.
Если же все заготовки данной партии обтачиваются сначала на одном конце, а потом на другом, то это составит две операции.
Установом называют часть операции, выполняемую при одном закреплении заготовки (или нескольких одновременно обрабатываемых) на станке или в приспособлении, или собираемой сборочной единицы.
Например, обтачивание вала при закреплении в центрах – первый установ; обтачивание вала после его поворота и закрепления в центрах для обработки другого конца – второй установ. При каждом повороте детали на какой-либо угол создается новый установ.
Установленная и закрепленная заготовка может изменять свое положение на станке относительно его рабочих органов под воздействием перемещающих или поворотных устройств, занимая новую позицию.
Позицией называется каждое отдельное положение заготовки, занимаемое ею относительно станка при неизменном ее закреплении.
Например, при обработке на многошпиндельных полуавтоматах и автоматах деталь при одном ее закреплении занимает различные положения относительно станка путем вращения стола (или барабана), последовательно подводящего деталь к разным инструментам.
Операция разделяется на переходы – технологические и вспомогательные.
Технологический переход – законченная часть технологической операции, характеризуемая постоянством применяемого инструмента, поверхностей, образуемых обработкой, или режима работы станка.
Вспомогательный переход – законченная часть технологической операции, состоящая из действия человека и или оборудования, которые не сопровождаются изменением формы, размеров и шероховатости поверхности, но необходимы для выполнения технологического перехода. Примерами вспомогательных переходов являются установка заготовки, смена инструмента и т.д.
Изменение только одного из перечисленных элементов (обрабатываемой поверхности, инструмента или режима резания) определяет новый переход.
Переход состоит из рабочих и вспомогательных ходов.
Под рабочим ходом понимают часть технологического перехода, охватывающую все действия, связанные со снятием одного слоя материала при неизменности инструмента, поверхности обработки и режима работы станка.
На станках, обрабатывающих тела вращения, под рабочим ходом понимают непрерывную работу инструмента, например на токарном станке снятие резцом одного слоя стружки непрерывно, на строгальном станке – снятие одного слоя металла по всей поверхности. Если слой материала не снимается, а подвергается пластической деформации (например, при образовании рифлений или при обкатывании поверхности гладким роликом с целью ее уплотнения), также применяют понятие рабочего хода, как и при снятии стружки.
Вспомогательный ход – законченная часть технологического перехода, состоящая из однократного перемещения инструмента относительно заготовки, не сопровождаемого изменением формы, размеров, шероховатости поверхности или свойств заготовки, но необходимого для выполнения рабочего хода.
Все действия рабочего, совершаемые им при выполнении технологической операции, расчленяются на отдельные приемы.
Под приемом понимают законченное действие рабочего, обычно приемами являются вспомогательные действия, например постановка или снятие детали, пуск станка, переключение скорости или подачи и т.п. Понятие прием используется при техническом нормировании операции.
В план механической обработки включают также промежуточные работы – контрольные, слесарные и др., необходимые для дальнейшей обработки, например спайка, сборка двух деталей, запрессовка сопрягаемых деталей, термическая обработка и т.д. Окончательные операции для других видов работ, выполняемых после механической обработки, вносятся в план соответствующих видов обработки.
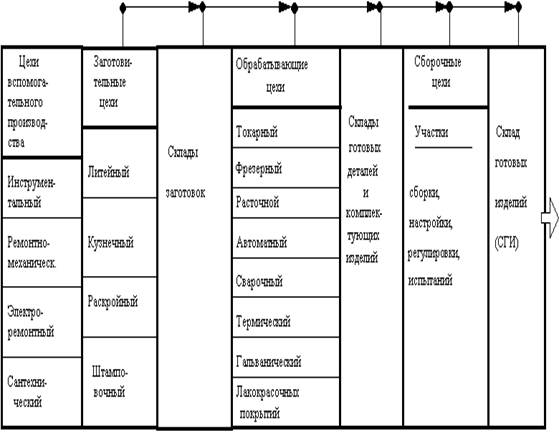
Производственная структура предприятия с технологической специализацией
3. Трудоемкость технологической операции
Время и затраты на выполнение операций являются важнейшими критериями характеризующими ее эффективность в условиях заданной программы выпуска изделий. Программа выпуска изделий – это установленный для данного предприятия перечень изготовляемых изделий с указанием объема выпуска по каждому наименованию за планируемый период времени.
Объем выпуска это количество изделий, определенных наименований, типа размеров и исполнений, изготавливаемых в течение планируемого периода времени. Объем выпуска в значительной степени определяют принципы построения технологического процесса. Расчетный, максимально возможный в определенных условиях объем выпуска изделий за единицу времени называют производственной мощностью.
При заданном объеме выпуска, изделия изготавливают партиями. Это количество штук деталей или комплекта изделий одновременно запущенных в производство. Производственную партию или ее часть, поступившую на рабочее место для выполнения технологической операции, называют операционной партией.
Серия – это общее количество изделий, подлежащее изготовлению по неизменным чертежам.
Для выполнения каждой операции рабочий затрачивает определенное количество труда. Трудоемкость операции – это количество времени затраченное рабочим требуемой квалификации при нормальной интенсивности труда и условиях на выполнение данной работы. Единицы измерения – человеко/час.
4. Норма времени
Правильное нормирование затраты рабочего времени на обработку деталей, сборку и изготовление всей машины имеет большое значение для производства.
Норма времени – время, отведенное на производство единицы продукции или выполнение определенной работы (в часах, минутах, секундах).
Норму времени определяют на основе технического расчета и анализа, исходя из условий возможно более полного использования технических возможностей оборудования и инструмента в соответствии с требованиями к обработке данной детали или сборке изделия.
В машиностроительном производстве при обработке деталей на металлорежущих станках определяется норма времени на отдельные операции (комплекс операций) или норма выработки деталей (изделий) в штуках в единицу времени (час, смену).
Техническая норма времени, определяющая затрату времени на обработку (сборку или другие работы), служит основой для оплаты работы, калькуляции себестоимости детали и изделия. На основе технических норм рассчитываются длительность производственного цикла, необходимое количество станков, инструментов и рабочих, определяется производственная мощность цехов (или отдельных участков), производится все планирование производства.
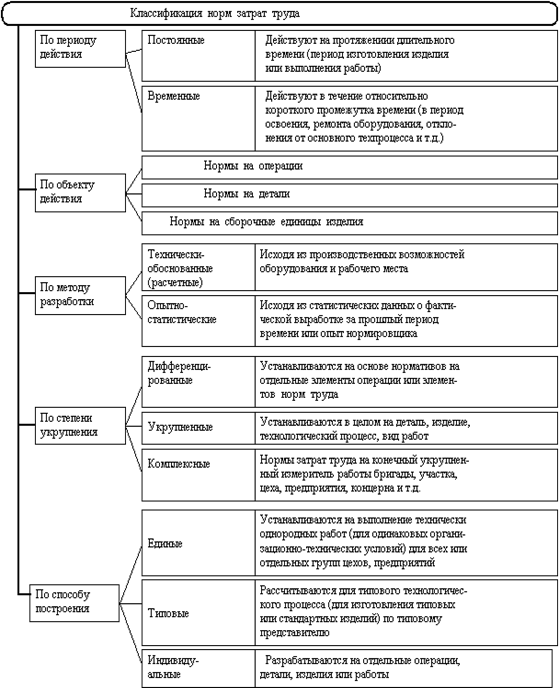
Классификация норм труда
Заключение
Развитие технологии механической обработки и сборки и ее направленность определяются стоящими перед машиностроительной промышленностью задачами совершенствования технологических процессов, изыскания и изучения новых методов производства, дальнейшего развития и внедрения комплексной механизации и автоматизации производственных процессов на базе достижений науки и техники, обеспечивающих наиболее высокую производительность труда при надлежащем качестве и наименьшей себестоимости выпускаемой продукции. Для совершенствования технологического процесса в любом производстве необходимо использовать управленческий, научно-исследовательский, опытно-конструкторский, а также человеческий потенциал.
Использованная литература
1. Егоров М.Е. и др. Технология машиностроения. Учебник для втузов. Издание 2-е, доп. М., «Высш. школа», 1976.
2. Гусев А.А., Ковальчук Е.Р., Комсов И.М. и др. учебник для машиностроит. спец. вузов. 1986.
3. Схиртладзе А.Г. Технологические процессы в машиностроении. Для студентов машиностроительных специальностей ВУЗов, «Высшая школа», 2007.
Похожие работы




... инструмент применяют тогда, когда обработку производят инструментом, конструкция и размеры которого утверждены ГОСТом и ОСТом или имеются в нормалях промышленности. При разработке технологических процессов изготовления деталей следует использовать нормализованный инструмент как наиболее дешевый и простой. Специальный режущий инструмент применяют в тех случаях, когда обработка нормализованным ...

... подразделяют на виды и выполняют строго по определенной форме. К технологическим документам относятся графические и текстовые документы, которые отдельно или в совокупности определяют технологический процесс изготовления изделия и содержат необходимые данные для организации производства. К графическим документам относят карты эскизов, к текстовым — маршрутную и комплектовочную карты, карту ...
... черновое точение Номинальные припуски: - для чистового шлифования - для чернового шлифования - для чистового точения - для чернового точения 2. Разработка технологического маршрута серийного изготовления детали "Вал шлицевой" Вал шлицевой предназначен для передачи крутящего момента от входного вала на присоединенный к нему механизм. Конструкция ступеней зависит ...
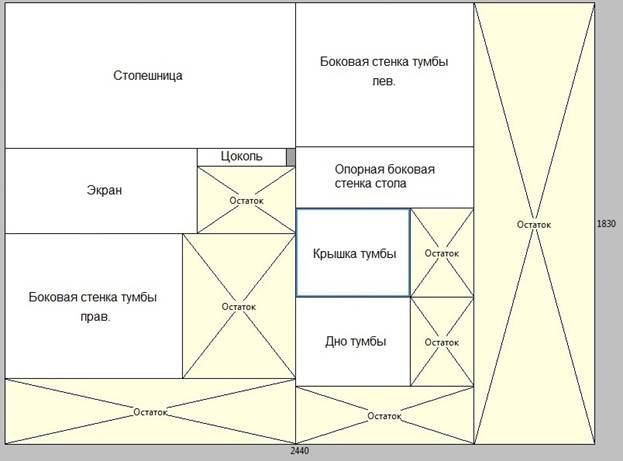
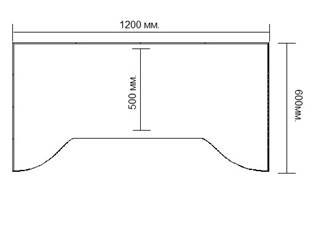
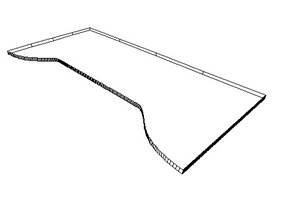


... моего изделия. 2. Освоить станки для изготовления мебели. 3. Освоить программы для проектирования и изготовления мебели. 4. Составить проект и изготовить письменный стол. 1 Основная часть. 1.1 Технологический процесс изготовления письменного стола Технологический процесс - сложный элемент разработки, описания, и изготовления изделия, требующий внимательности, грамотности, а ...
0 комментариев