Навигация
Проектирование технологических процессов изготовления деталей вагонов
19041
знак
3
таблицы
7
изображений
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ВАГОНОВ
курсовой проект по дисциплине
«Технология производства и ремонта вагонов»
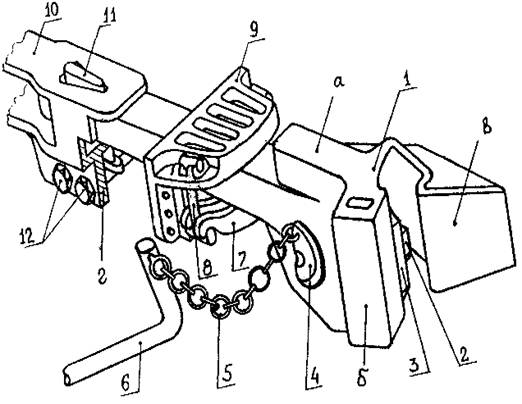
Объектом исследования является тележка грузового вагона модели 18-100, сборочная единица – тормозной башмак с подвеской, деталь – подвеска тормозного башмака.
Цель работы: разработать технологический процесс изготовления подвески тормозного башмака тележки грузового вагона модели 18-100.
В курсовом проекте проведен выбор действующего типового технологического процесса - изготовление подвески тормозного башмака тележки грузового вагона, составлен технологический процесс изготовления и произведена разработка технологических операций.
Курсовой проект выполнен в текстовом редакторе Microsoft Word 2007 и представлен на диске в конверте на обороте обложки.
Содержание
Введение
1 Характеристика детали
1.1 Характеристика сборочной единицы
1.2 Характеристика условий эксплуатации детали
1.3 Действующие силы, виды трения и изнашивания взаимодействующих поверхностей
1.4 Действующие силы, виды трения и изнашивания взаимодействующих поверхностей
2 Ремонт подвески тормозного башмака
2.1 Существующий технологический процесс ремонта подвески тормозного башмака
3 Изготовление подвески тормозного башмака
4 Разработка этапов механической обработки
5 Расчет режимов механической обработки
6 Экономическая часть
7 Техника безопасности
Заключение
Список использованной литературы
Введение
Курсовой проект по дисциплине «Технологии производства и ремонта вагонов» выполняется с целью закрепления знаний, полученных при изучении технологических и других дисциплин. В процессе его выполнения мы показываем умение пользоваться справочниками, нормативно-технической документацией, технической литературой, инструкциями, приобретаем опыт в проектировании технологического процесса при ремонте деталей и сборочных единиц вагонов.
Разработка любого технологического процесса является комплексной задачей, для решения которой в конкретных условиях производства нужно найти оптимальный вариант процесса изготовления или ремонта заданного изделия. Оптимальным является такой вариант процесса, который обеспечивает выполнение всех требований конструкторской документации на данное изделие при наименьших производственных затратах.
Разработка технологических процессов в общем случае включает комплекс взаимосвязанных работ: анализ исходных данных, определение типа производства, выбор действующего процесса-аналога, выбор исходной заготовки и метода ее получения, выбор технологических баз, разработка технологического маршрута, выбор технологического оборудования, разработка технологических операций, выбор инструмента и приспособлений, нормирование технологического процесса, его тарификация, определение техники безопасности, оформление технологических документов, расчеты основных параметров производства, разработка цеховой планировки.
Любой технологический процесс может существовать в двух формах: и виде совокупности определенных действий людей и технологического оборудования и в виде комплекта документов, определяющих эти действия.
Технологический процесс как комплект документов записывают на специальных бланках. Правила оформления технологической документации установлены стандартами Единой системы технологической документации (ЕСТД), согласно которым документы подразделяют на виды и выполняют строго по определенной форме. К технологическим документам относятся графические и текстовые документы, которые отдельно или в совокупности определяют технологический процесс изготовления изделия и содержат необходимые данные для организации производства. К графическим документам относят карты эскизов, к текстовым — маршрутную и комплектовочную карты, карту технологического процесса, операционную карту, ведомость оснастки и др.
1 Характеристика детали
1.1 Характеристика сборочной единицы
Конструкция и размеры тяг и затяжек тормозной рычажной передачи должны соответствовать конструкторской документации на конкретный тип вагона. При сборке все шарнирные соединения и узлы трения тормозной рычажной передачи, включая детали стояночного и ручного тормоза, должны быть смазаны. Подлежащие постановке на вагон элементы тормозной рычажной передачи (тяги, триангели, подвески тормозных башмаков, траверсы, подвески траверс) должны иметь клейма, удостоверяющие положительные результаты их испытаний. Предохранительные и поддерживающие устройства должны устанавливаться только исправные: не имеющие изломов и трещин.
При деповском ремонте вагонов допускается износ рабочих поверхностей предохранительных и поддерживающих устройств, составляющий не более 15% от их толщины.
При капитальном ремонте вагонов предохранительные и поддерживающие устройства, имеющие износ, должны быть заменены на новые или отремонтированные.
Тормозные колодки должны быть поставлены новые и закреплены чеками по ГОСТу 1203-75 "Чека тормозной колодки для вагонов железных дорог колеи 1520 мм. Технические условия".
Колодки не должны выступать за наружные грани колес.
Похожие работы
... аппарата предназначен для гашения части энергии удара, уменьшения продольных растягивающих усилий, которые передаются через автосцепку на раму кузова вагона. 2.1 Описание детали Корпус поглощающего аппарата отливается из легированной стали и подвергается специальной термообработке с высокоточной закалкой и отпуском. Нажимной конус и фрикционные клинья, выполняются из другой легированной ...

... машиностроения. Около 40% всех заготовок, используемых в машиностроении, получают литьем. Однако, литейное производство является одним из наиболее экологически неблагоприятных. В литейном производстве применяется более 100 технологических процессов, более 40 видов связующих , более 200 противопригарных покрытий. Это привело к тому, что в воздухе рабочей зоны встречается до 50 вредных веществ, ...





... - дальнейшее развитие, совершенствование и разработка новых технологических методов обработки заготовок деталей машин, применение новых конструкционных материалов и повышение качества обработки деталей машин. Наряду с обработкой резанием применяют методы обработки пластическим деформированием, с использованием химической, электрической, световой, лучевой и других видов энергии. Классификация ...





... концентрация пыли в выбросах цеха снизится и будет находится в пределах показателя ПДВ или будет превышать его незначительно. 6.3 Описание технологической схемы очистки выбросов цеха литья пластмасс В цехе литья пластмасс основными источниками загрязнения атмосферного воздуха являются термопластавтоматы в количестве 12 штук и сушильные шкафы, в которых ведется подготовка материала к ...
0 комментариев