Навигация
МАШИНЫ И МЕХАНИЗМЫ ФЕРРОСПЛАВНЫХ ПЕЧЕй
31072
знака
8
таблиц
14
изображений
2. МАШИНЫ И МЕХАНИЗМЫ ФЕРРОСПЛАВНЫХ ПЕЧЕй
2.1 Механизмы перемещения и перепуска электродов
На ферросплавных печах применяют набивные самоспекающиеся электроды, представляющие собой цилиндрический кожух из листовой стали, набиваемый электродной массой. Массу приготовляют из смеси антрацита (или термоантрацита), кокса, каменноугольного пека или смолы. По мере расхода электрода металлический кожух наращивают путем приварки новых секций. Электроды набивают в среднем один раз в сутки.
Для перемещения электродов применяют механизмы канатного, винтового и гидравлического типов. Недостатками канатных механизмов являются быстрый износ проволочных канатов, работающих в абразивной атмосфере, значительные габариты лебедок, необходимость снабжать механизм специальным постоянно действующим тормозным устройством, ограничивающим скорость опускания электрода при использовании электроприводов переменного тока. Винтовые механизмы имеют низкий к. п. д. и малую стойкость червячных редукторов и винтовых пар. Гидравлические механизмы широко применяют на мощных рудотермических печах вследствие их компактности при большой массе электродов, надежности и ремонтопригодности. Этому способствует также удобство их компоновки с пружинно-гидравлическими механизмами перепуска электродов.
На каждом электроде установлено отдельное гидравлическое подъемно-перепускное устройство, состоящее из двух механизмов перемещения и перепуска электрода. Механизм перемещения электрода обеспечивает его большой ход и требуемое положение в ванне печи, а механизм перепуска — опускание электрода под действием собственного веса на ограниченную величину по мере сгорания.
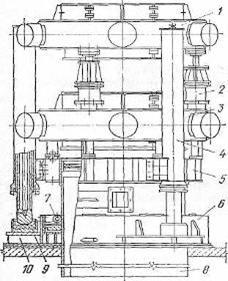
Общая компоновка узла механизмов перемещения и перепуска электродов рудотермической печи мощностью 16 500 кВА приведена на рис. VIII.2. Электрод вводят в несущий цилиндр 8 и удерживают пружинно-гидравлическим механизмом перепуска электрода, расположенным на несущей траверсе 5 и состоящим из колец / и 3 с зажимами и гидроцилиндров 2. Передвижение траверсы, а вместе с ней несущего цилиндра и электрода осуществляют тремя плунжерными гидроцилиндрами 4 с подвижными корпусами, связанными с траверсой и расположенными под углом 120°. Масло подводят через пустотелые плунжеры. Сферические головки плунжера входят в опорные стаканы 9 и обеспечивают самоустанавливание устройства. Во избежание прохода газов и пыли между несущим цилиндром и рамой устройства 10 применено кольцевое уплотнение 6 из резиновой ленты с огнеупорными вставками и нажимными пружинами. Для предупреждения возможного перекоса несущего цилиндра на двух горизонтах установлены упорные ролики 7, по шесть роликов в каждом ряду.
Механизм перепуска электрода (рис.4) состоит из двух колец 1 и 4, снабженных шестью пружинно-гидравлическими зажимами (буксами) 3 каждое, и подъемных гидроцилиндров 2.
 Нижнее кольцо / закреплено на несущей траверсе, верхнее перемещается тремя плунжерными гидроцилиндрами, закрепленными на нижнем кольце. Электроды зажимаются шестью щеками 5, покрытыми слоем 7 маслостойкой резины и связанными между собой планками 6. Радиальное прижатие щек выполняют рабочие пружины 10, воздействующие на бугели 9. Освобождение электрода производят гидроцилиндрами 11, которые при этом сжимают пружины и отводят бугели. Гидроцилиндры соединены кольцевыми маслопроводами 8 с напорной станцией и панелью управления.
Нижнее кольцо / закреплено на несущей траверсе, верхнее перемещается тремя плунжерными гидроцилиндрами, закрепленными на нижнем кольце. Электроды зажимаются шестью щеками 5, покрытыми слоем 7 маслостойкой резины и связанными между собой планками 6. Радиальное прижатие щек выполняют рабочие пружины 10, воздействующие на бугели 9. Освобождение электрода производят гидроцилиндрами 11, которые при этом сжимают пружины и отводят бугели. Гидроцилиндры соединены кольцевыми маслопроводами 8 с напорной станцией и панелью управления.
Рисунок 4 Механизм перепуска электрода.
Последовательность операций при перепуске электрода следующая. Перед началом работы механизма верхнее кольцо опущено и на электрод наложены зажимы обоих колец. Освобождают зажимы верхнего кольца и поднимают его гидроцилиндрами в крайнее верхнее положение. Далее последовательно накладывают на электрод зажимы верхнего кольца и освобождают зажимы нижнего кольца. При сбросе масла из подъемных гидроцилиндров электрод получает перепуск, равный их ходу. На опущенный электрод накладывают зажимы нижнего кольца.
Электрододержатель (рис. VIII.4) должен обеспечить удержание электрода и надежный подвод тока к нему. В кольце электрододержателя 1 закреплены по окружности шесть гидроцилиндров 7, обеспечивающих прижатие токоподводящих бронзовых башмаков к электроду. Кольцо с несущим цилиндром 3 механизма перемещения электрода соединено трубчатыми водоохлаждаемыми подвесками 2. Нижний пояс несущего цилиндра снаружи защищен водоохлаждаемыми коробками 4. Водоохлаждаемые элементы 5 электрододержателя соединены медной трубопроводной арматурой 6.
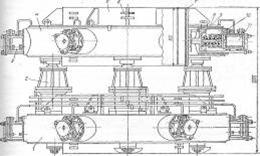
Рисунок 3-Механизм перепуска электрода.
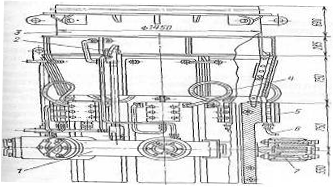
Рисунок 4-Механизм зажима электрода.
0 комментариев