Навигация
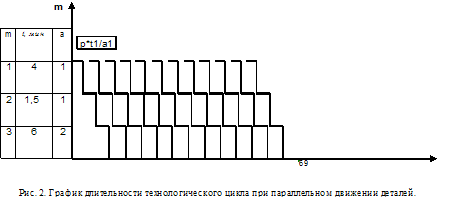
Определим общую длительность технологического цикла при параллельном движении деталей
13011
знаков
7
таблиц
5
изображений
2. Определим общую длительность технологического цикла при параллельном движении деталей.
Длительность операционного производственного цикла партии деталей при параллельном виде движения рассчитывается по формуле

где р - размер транспортной партии деталей;
 - время наиболее продолжительной операции (главной).
- время наиболее продолжительной операции (главной).
Так как ![]() = 0,
= 0,![]()
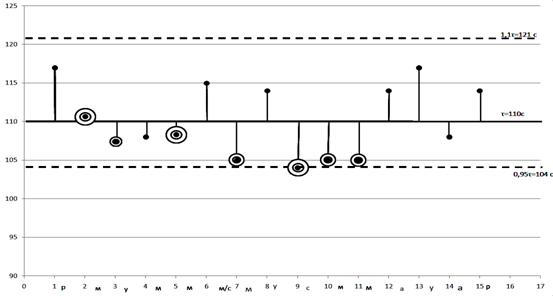
Построим график.
3. Определим общую длительность технологического цикла при параллельно-последовательном движении деталей. Длительность операционного производственного цикла партии деталей при параллельно-последовательном виде движения рассчитывается по формуле
![]()
![]()
На участке производится сборка изделия. Исходные данные для расчетов представлены в табл.2; технологический процесс сборки - в табл.3. Месячная программа выпуска изделий составляет Nm шт. Число рабочих дней в месяце - 21. Режим работы сборочного участка - Ксм. Продолжительность рабочей смены - Tcм (мин.). Время на плановые ремонты и переналадку рабочих мест составляет А %.
Необходимо: определить оптимальный размер партии изделий; установить удобопланируемый ритм; определить длительность операционного цикла партии изделий по сборочным единицам; рассчитать необходимое число рабочих мест и численность рабочих.
Таблица 2
Исходные данные для расчетов.
| Показатели | Вариант |
| 2 | |
| Месячная программа выпуска изделий Nm, шт. | 1200 |
| Режим работы сборочного участка Ксм | 2 |
| Продолжительность рабочей смены Tcм, мин. | 420 |
| Время на плановые ремонты и переналадку рабочих мест А (%). | 4 |
Решение:
Таблица 3
Технологический процесс сборки изделия А
| Условные обозначения сборочных единиц | № операции (i) | ti, мин | Коэффициент выполнения норм КВ |
мин |
мин | Размер партии | Длительность операционного цикла партии изделий, ч | Длительность операционного цикла партии по сборочной единице, ч. |
| 1 | 2 | 3 | 4 | 5 | 6 | 8 | 9 | 10 |
| АВ1 | 1 | 8,5 | 1,05 | 8,1 | 17 | 57 | 8 | 15 |
| 2 | 6,9 | 1,03 | 6,7 | 17 | 57 | 7 | ||
| АВ2 | 3 | 2,4 | 1,02 | 2,4 | 17 | 57 | 3 | 13 |
| 4 | 3,6 | 1,04 | 3,5 | 17 | 57 | 4 | ||
| 5 | 6,7 | 1,05 | 6,4 | 17 | 57 | 6 | ||
| АВ | 6 | 8,8 | 1,02 | 8,6 | 17 | 57 | 8 | 8 |
| АБ | 7 | 11,2 | 1,03 | 10,9 | 17 | 57 | 1 | 48 |
| 8 | 7,2 | 1,05 | 6,9 | 17 | 57 | 7 | ||
| 9 | 4,8 | 1,07 | 4,5 | 17 | 57 | 5 | ||
| 10 | 6,5 | 1,08 | 6,0 | 17 | 57 | 6 | ||
| 11 | 8,5 | 1,02 | 8,3 | 17 | 57 | 8 | ||
| 12 | 10,2 | 1,06 | 10,8 | 17 | 57 | 11 | ||
| АА | 13 | 2,5 | 1,04 | 2,4 | 17 | 57 | 3 | 27 |
| 14 | 4,3 | 1,08 | 3,4 | 17 | 57 | 4 | ||
| 15 | 10,1 | 1,04 | 9,7 | 17 | 57 | 9 | ||
| 16 | 11,2 | 1,03 | 10,9 | 17 | 57 | 11 | ||
| А | 17 | 14,5 | 1,09 | 13,3 | 17 | 57 | 13 | 34 |
| 18 | 7,6 | 1,1 | 6,9 | 17 | 57 | 7 | ||
| 19 | 4,1 | 1,02 | 4,0 | 17 | 57 | 4 | ||
| 20 | 10,4 | 1,06 | 9,8 | 17 | 57 | 10 | ||
| Итого | 143,5 | 340 | 57 | 145 | 145 |
Похожие работы
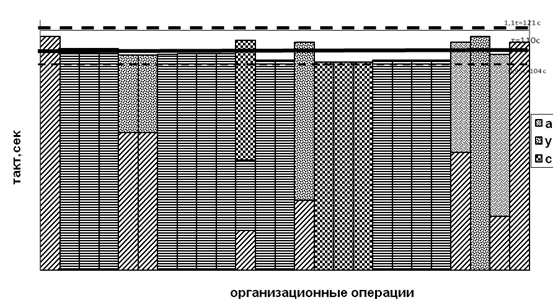
... (8)где Σtм, Σtc, Σtп, Σtа - сумма времени по специальностям, сек; Тизд - трудоемкость изделия, сек. 3. Техническое проектирование технологического процесса экспериментального производства 3.1 Выбор организационной структуры экспериментального цехаОсновными видами работ, выполняемыми в экспериментальном цехе, являются: конструкторская и технологическая проработка новых моделей ...
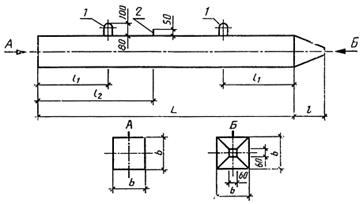
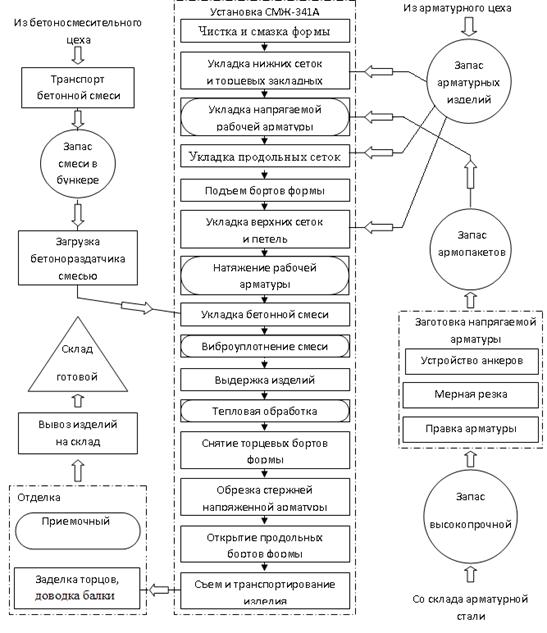
... производстве; Тн – номинальное количество рабочих суток в год. Ки – коэффициент использования оборудования, Ки = 0,92 Т0 = 0,92*(260-7)=233 часа 2. Технология и организация производства 2.1. Технологическая схема производства Производство квадратных свай осуществляется по стендовой технологии. Стендовый способ производства железобетонных изделий характеризуется следующими основными ...
... оборудование, время уточняется. Технологическая последовательность может быть представлена в табличном или графическом виде, в виде графа процесса. Таблица 2.9 Технологическая последовательность изготовления блузки женской из поплина №№ п/п наименование неделимых операций специальность разряд затраты времени по моделям оборудование, приспособления, инструменты 1 2 3 4 5 8 ...
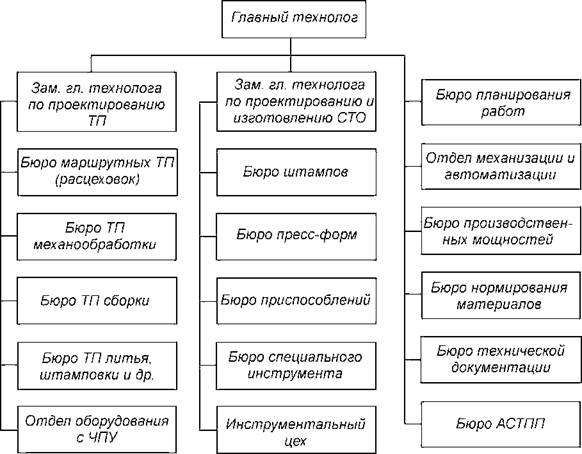
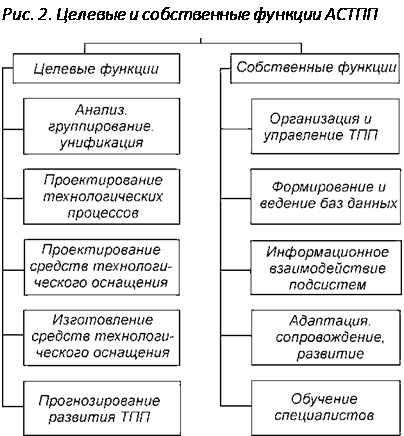

... к сложной формообразующей оснастке и инструменту. Еще одна важная задача ТПП - управление процессами ТПП. Автоматизация управления процессами ТПП позволяет обеспечить эффективное комплексное решение всех задач подготовки производства. Работы по технологической подготовке производства выполняются соответствующими подразделениями и службами предприятия. Как правило, наибольший объем работ и общее ...
0 комментариев