Навигация
Рассчитываем графы таблицы 5 и 6 по формулам
13011
знаков
7
таблиц
5
изображений
1. Рассчитываем графы таблицы 5 и 6 по формулам
где, ![]() - норма штучного времени на i - й операции с учетом коэффициента выполнения норм, мин.
- норма штучного времени на i - й операции с учетом коэффициента выполнения норм, мин.
![]() - коэффициент выполнения норм времени
- коэффициент выполнения норм времени
![]() - подготовительно-заключительное время на i - й операции сборки, мин;
- подготовительно-заключительное время на i - й операции сборки, мин;
2. Определяем минимальный размер партии изделий А по формуле
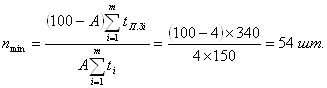
nmin - минимальный размер партии;
![]() - подготовительно-заключительное время на i - й операции сборки, мин;
- подготовительно-заключительное время на i - й операции сборки, мин;
А - время на плановые ремонты и переналадку рабочих мест %
3. Удобопланируемый ритм рассчитывается по формуле
![]() .
.
Из удобопланируемых ритмов 21, 7, 3, 1 выбираем ![]() = 1 день.
= 1 день.
4. Оптимальный размер партии изделий определяется по формуле:
![]()
Выполняется условие
54<57<1200.
Расчет длительности операционного цикла партии изделий по каждой операции ведется по формуле
а результаты заносятся в гр.9 табл.3. Например, по первой операции длительность цикла составляет:
![]()
6. Длительность операционного цикла партии изделий по сборочным единицам определяется по формуле
а результаты заносятся в гр.10 табл.3. Например, по сборочной единице АВ1 длительность цикла составляет tс. ед = 8 + 7 = 15 час.
7. Необходимое число рабочих мест рассчитывается по формуле:
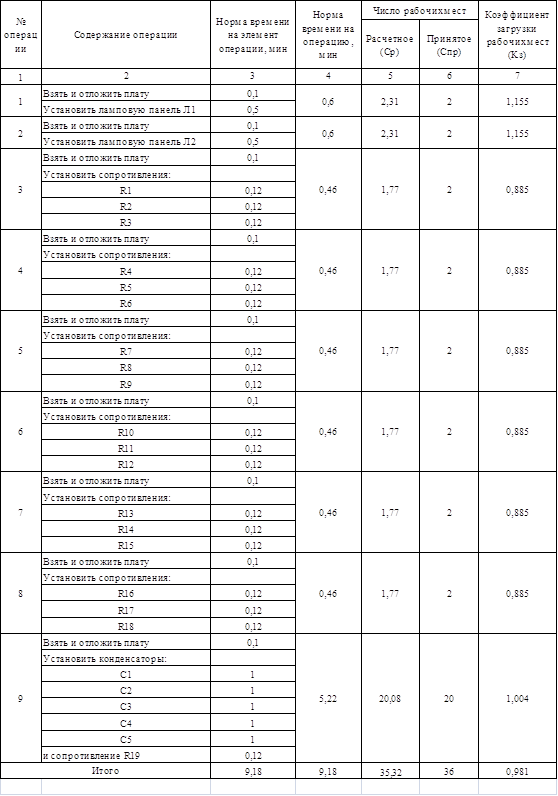
На основе заводских нормативов времени на выполнение технологически неделимых элементов операций (табл.4) спроектировать производственный процесс сборки ячейки, если продолжительность выполнения операций кратна такту, при организации однопредметной непрерывно-поточной линии с использованием распределительного конвейера.
Рассчитать календарно-плановые нормативы однопредметной непрерывно-поточной линии. Изделия с операции на операцию передаются поштучно.
Исходные и нормативные данные для расчетов представлены в табл.5.
Таблица 4
Нормативы времени на выполнение технологически неделимых элементов операций
| Содержание элементов операций | Штучная норма времени (t шт), мин., по вариантам |
| 2 | |
| Установить сопротивление | 0,12 |
| Установить конденсатор | 1,00 |
| Установить ламповую панель | 0,50 |
| Взять и отложить плату | 0,10 |
Таблица 5
Исходные и нормативные данные для расчетов
| Показатели | Штучная норма времени (t шт.), мин., по вариантам |
| 2 | |
| Регламентированные перерывы на отдых, мин. | 20 |
| Производственная программа Nсм, шт. /смену | 1800 |
| Режим работы, Ксм | 3 |
| Продолжительность смены Тсм, час. | 8 |
| Диаметр барабанов Д, м | 0,6 |
| Шаг конвейера l0, м. | 0,6 |
Решение:
1. Эффективный фонд времени работы оборудования ОНПЛ рассчитываем по формуле
![]()
где fh - номинальный фонд времени (в данном случае равен продолжительности смены 8 60 мин);
Тпер - продолжительность регламентированных перерывов, мин.
2. Такт ОНПЛ определяем по формуле
![]()
3. Проектирование производственного процесса сборки ячейки 2У-3 при продолжительности выполнения операций, кратной или равной такту (табл.6).
4. Число рабочих мест определяем по формуле, подставив в нее соответствующие данные по первой операции,
![]()
Принимаем Спр = 2 рабочим местам. Аналогично рассчитываем по всем операциям, а результаты заносим в гр.5 и 6 табл.
5. Коэффициент загрузки рабочих мест на каждой i-й операции определяем по формуле. Подставив в эту формулу соответствующие данные по первой операции, получим
![]()
Аналогично производим расчеты по всем операциям, а результаты заносим в гр.7 табл.6.
6. Скорость движения конвейера определяем по формуле, подставляя в нее соответствующие данные,
![]()
7. Период распределительного конвейера устанавливается, исходя из выражения:
П = НОК{С1, С2, С3, С4, С5, С6, С7, С8, С9, С10} = НОК {2, 2, 2, 2, 2, 2, 2, 20} = 7.
8. Расчет длины ленты распределительного конвейера. Вначале рассчитываем рабочую длину ленты конвейера по формуле:
![]()
Затем определяем полную длину ленты по формуле:
![]()
По длине распределительного конвейера в ней должно укладываться целое число периодов. Поэтому определяемое число повторений периода также должно быть целым числом.
![]()
Принимаем К = 11. Тогда ![]() . Это удовлетворяет обоим условиям формулы: 45,084 < 46,2. Исходя из этого, полную длину ленты распределенного конвейера принимаем равной 46,2 м. Основываясь на такой длине ленты конвейера, корректируем шаг конвейера, который после расчетов составляет
. Это удовлетворяет обоим условиям формулы: 45,084 < 46,2. Исходя из этого, полную длину ленты распределенного конвейера принимаем равной 46,2 м. Основываясь на такой длине ленты конвейера, корректируем шаг конвейера, который после расчетов составляет ![]() = 0,616 м.
= 0,616 м.
9. Продолжительность производственного цикла - это отрезок времени от поступления предмета труда на первую операцию поточной линии до выхода его с последней операции. Этот показатель можно определить по стандарт - плану или по формуле:
![]()
10. Расчет заделов. На ОНПЛ создаются внутрилинейные заделы трех видов: технологические, транспортные и резервные. Величина технологического задела при поштучной передаче обрабатываемых изделий рассчитывается по формуле:
Zтех = СП = 36шт.,
а величина транспортного задела - по формуле:
Zтp = (СП - 1) = 26 - 1 = 35 шт.
Учитывая, что рабочие места имеют высокий коэффициент загрузки (в среднем больше единицы), величину страхового задела принимаем в размере 4% от сменного задания, следовательно, Zстр = 1800 0,04 =72 шт.
Общая величина внутрилинейного задела определяется по формуле:
Zoб = Zтex + Zтp + Zcтp = 36+35+76 = 143 шт.
11. Величина незавершенного производства определяется по формуле:

12. Часовая производительность ОНПЛ рассчитывается по формуле:
![]()
Таблица №6
Задание 4
Требуется изготовить за месяц N деталей. В месяце 21 рабочий день, работа ведется в К смен. Период оборота линии принят 0,5 смены. Брак на операциях отсутствует. Технологический процесс включает четыре операции продолжительностью соответственно t1; t2; t3; t4 мин.
С учетом данных таблрассчитать календарно-плановые нормативы и построить стандарт-план однопредметной прерывно-поточной линии (ОППЛ).
Дать предложения по организации труда рабочих.
Таблица 7
Исходные данные к расчету календарно-плановых нормативов ОППЛ
| Показатели | Штучная норма времени (t шт.), мин., по вариантам |
| 2 | |
| Производственная программа N, шт. /месяц | 18400 |
| Режим работы, Ксм | 3 |
| Продолжительность смены Тсм, час. | 8 |
| t1, мин. | 1,9 |
| t2, мин. | 1,1 |
| t3, мин. | 2,1 |
| t4, мин. | 1,3 |
Решение:
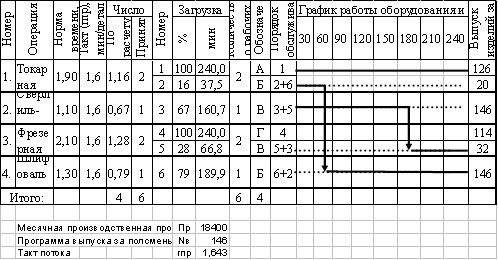
Рассчитываем программу выпуска за полсмены
![]()
Рассчитываем такт потока
![]()
Число рабочих мест по расчету составляет четыре единицы, принимается шесть единиц, которым присваиваются номера от 1 до 6. Оборудование на рабочих местах № 2,3,5 и 6 полностью не загружено.
Расчетная численность производственных рабочих составляет 6 человек, после распределения загрузки путем подбора работ (совмещения профессий), достаточно иметь 4 человека в смену.
На основе данных по условию и рассчитанных каледарно-плановых нормативов построим стандарт-план однопредметной прерывно-поточнойлинии (ОППЛ)
Поскольку линия работает в три смены, численность рабочих составляет
Чсп = 4 · 3 · 1,1 = 13 человек.
Если нет возможности полностью загрузить отдельных рабочих на поточной линии, то им можно поручить выполнение внепоточных работ в соответствии с графиком работы оборудования поточной линии.
Вследствие различной трудоемкости на смежных операциях производственного процесса неизбежны межоперационные оборотные заделы.
Задание 5По механическому цеху мощность установленного оборудования N кВт, средний коэффициент полезного действия электромоторов hД, средний коэффициент загрузки оборудования Кз, средний коэффициент одновременной работы оборудования Ко, коэффициент полезного действия питающей электрической сети Кс, плановый коэффициент спроса потребителей электроэнергии по цеху hc. Режим работы цеха - Ксм по tсм = 8 часов. Затраты времени на плановые ремонты А%. Число календарных, выходных и праздничных, предпраздничных и полных дней; продолжительность полной и предпраздничной смены представлены в табл.8.
Определить экономию (перерасход) электроэнергии.
Таблица 8
Исходные данные к расчету экономии электроэнергии
| Показатели | Вариант 2 |
| Мощность установленного оборудования N (кВт) | 1050 |
| Средний коэффициент полезного действия электромоторов hД | 0,95 |
| Средний коэффициент загрузки оборудования Кз | 0,85 |
| Средний коэффициент одновременной работы оборудования Ко | 0,75 |
| Коэффициент полезного действия питающей электрической сети Кс | 0,98 |
| Плановый коэффициент спроса потребителей электроэнергии по цеху hc | 0,7 |
| Режим работы цеха Ксм | 3 |
| Затраты времени на плановые ремонты А (%) | 7 |
| Число календарных дней FK | 365 |
| Число выходных и праздничных дней FП | 108 |
| Число предпраздничных дней | 6 |
Решение:
1) Определяем эффективный фонд рабочего времени:
FП *Ксм х 8 + (![]() х21) - 431 (А) = 251*24+126-431=5719 часов
х21) - 431 (А) = 251*24+126-431=5719 часов
2) Определяем плановый спрос потребителей электроэнергии по цеху
N *F * hc = 1050* 5719 * 0,7 =4203465кВт/ч
3) Расход электроэнергии Рэл (кВт ч) для производственных целей (плавка, термообработка, сварка и т.д.) рассчитывается по формуле
![]()
где Wy - суммарная установленная мощность электромоторов оборудования, кВт;
F, - эффективный фонд времени работы потребителей электроэнергии за плановый период (месяц, квартал, год), ч;
К, - коэффициент загрузки оборудования;
Ко - средний коэффициент одновременной работы потребителей электроэнергии;
Кс - коэффициент полезного действия питающей электрической сети;
Пд - коэффициент полезного действия установленных электромоторов.
1050*5719*0,85*0,75/0,98*0,95 = 4072506 кВт/ч
3) Определяем экономию электроэнергии
4203465 - 4072506 =130959 кВт/ч
Похожие работы
... (8)где Σtм, Σtc, Σtп, Σtа - сумма времени по специальностям, сек; Тизд - трудоемкость изделия, сек. 3. Техническое проектирование технологического процесса экспериментального производства 3.1 Выбор организационной структуры экспериментального цехаОсновными видами работ, выполняемыми в экспериментальном цехе, являются: конструкторская и технологическая проработка новых моделей ...
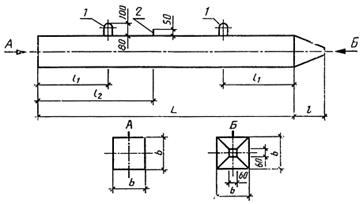
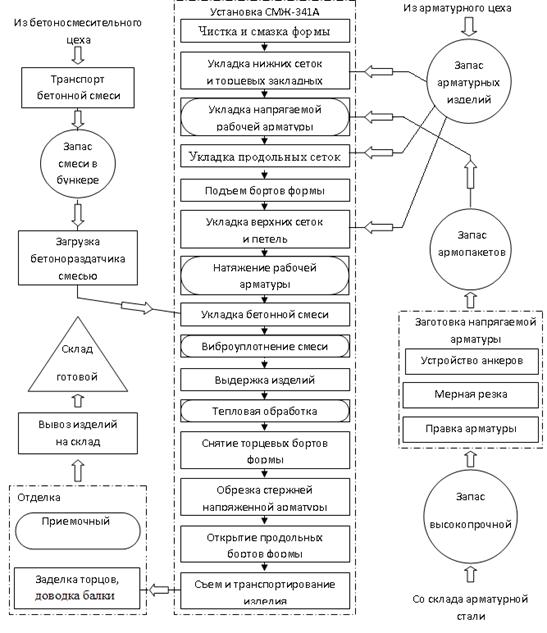
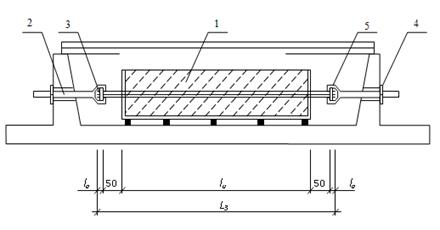
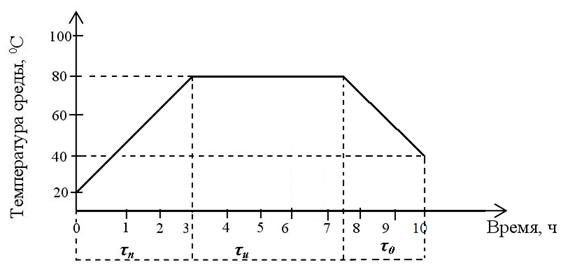
... производстве; Тн – номинальное количество рабочих суток в год. Ки – коэффициент использования оборудования, Ки = 0,92 Т0 = 0,92*(260-7)=233 часа 2. Технология и организация производства 2.1. Технологическая схема производства Производство квадратных свай осуществляется по стендовой технологии. Стендовый способ производства железобетонных изделий характеризуется следующими основными ...
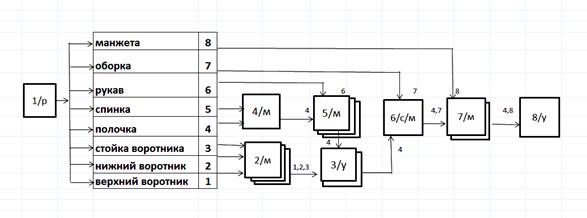
... оборудование, время уточняется. Технологическая последовательность может быть представлена в табличном или графическом виде, в виде графа процесса. Таблица 2.9 Технологическая последовательность изготовления блузки женской из поплина №№ п/п наименование неделимых операций специальность разряд затраты времени по моделям оборудование, приспособления, инструменты 1 2 3 4 5 8 ...
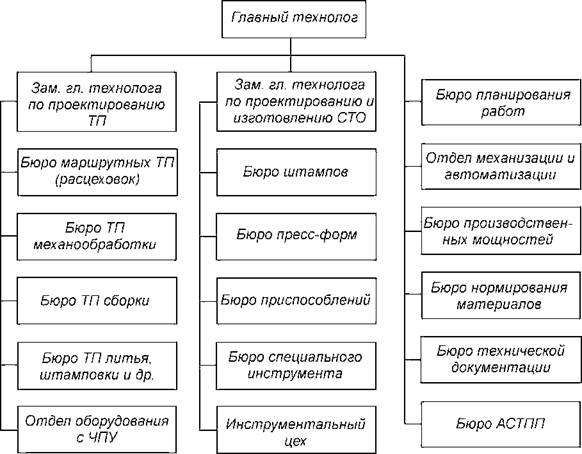
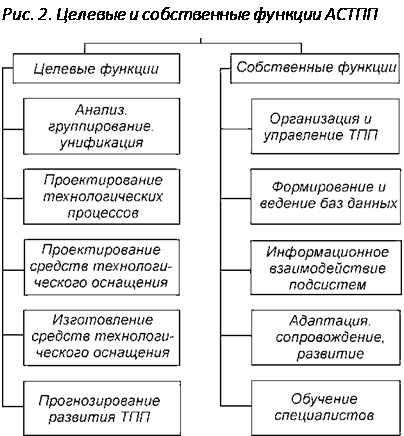
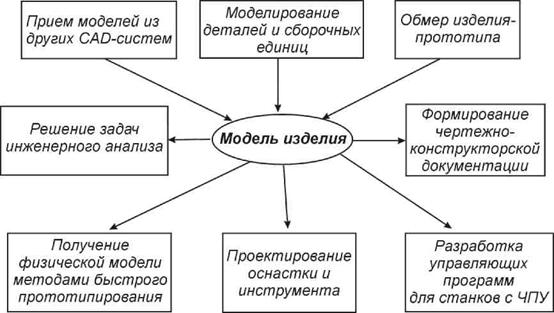

... к сложной формообразующей оснастке и инструменту. Еще одна важная задача ТПП - управление процессами ТПП. Автоматизация управления процессами ТПП позволяет обеспечить эффективное комплексное решение всех задач подготовки производства. Работы по технологической подготовке производства выполняются соответствующими подразделениями и службами предприятия. Как правило, наибольший объем работ и общее ...
0 комментариев