Навигация
Определение отклонений от круглости поперечного сечения тел вращения
8868
знаков
0
таблиц
17
изображений
Цель работы: ознакомление с методикой определения отклонений от круглости поперечного сечения тел вращения.
Задание:
1. Ознакомиться со способами и средствами измерений отклонении от круглости.
2. Ознакомиться с техническими характеристиками и принципом работы кругломеров.
3. Определить тремя методами по заданной круглограмме числовые значения отклонений от круглости.
Объект для выполнения работы: круглограмма с записью отклонений от круглости поперечного сечения вала.
Вспомогательные принадлежности:
1. Шаблон - прозрачная пластина с нанесенными на ней концентрическими окружностями.
2. Циркуль.
3. Калькулятор.
4. Линейка.
1. Система нормирования отклонений формы поперечного сечения тел вращения
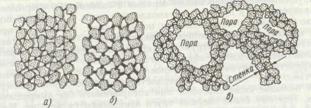
В основу нормирования и систему отсчета отклонений формы поперечного сечения тел вращения положен принцип прилегающих профилей [1,2]. Под отклонением формы понимается отклонение действительного (реального) профиля изготовленной детали от номинального (геометрического) профиля, заданного чертежом (рис. 1).
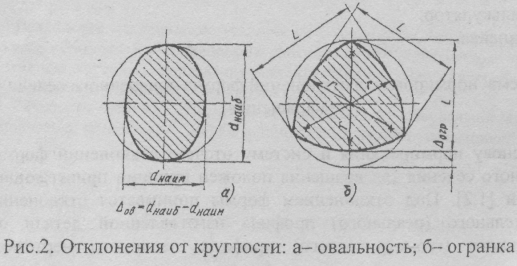
Наибольшее расстояние от точек действительного профиля до прилегающей окружности по нормали к последней принимают за величину отклонения от круглости ![]() . К дифференцированным (частным) отклонениям от круглости относят овальность и огранку (рис. 2). Огранка может быть с четным и нечетным числом граней. Минимальное число граней - три.
. К дифференцированным (частным) отклонениям от круглости относят овальность и огранку (рис. 2). Огранка может быть с четным и нечетным числом граней. Минимальное число граней - три.
2. Способы и средства измерений отклонений от круглости
При определении отклонений от круглости используют три способа измерений:
1) разностный, при котором определяется разность между последовательными значениями размеров действительного профиля;
2) сравнение с образцовой поверхностью на основе явления интерференции;
3) прецизионного вращения, при котором действительный профиль сравнивается с траекторией точного кругового движения.
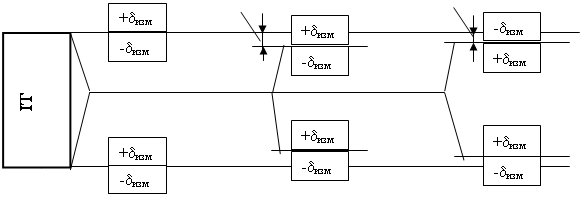
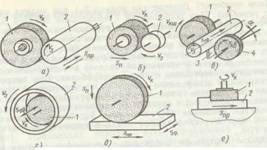
Разностный способ реализуется в двух- и трехконтактных устройствах (рис.3).
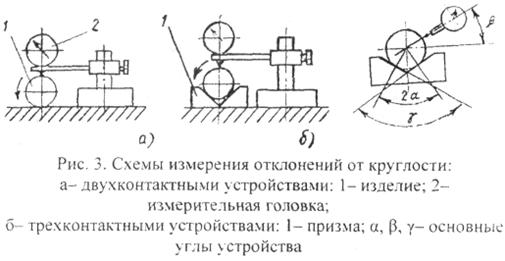
Двухконтактные устройства позволяют выявлять огранку с четным числом граней и овальность. Трехконтактные устройства представляют собой комбинацию призмы с заданным углом раскрытия и измерительной головки.
Колебание показаний измерительного устройства при повороте изделия связано с величиной огранки и коэффициентом воспроизведения К, зависящим, в свою очередь, от числа граней действительного профиля и углов ![]() и
и ![]() (табл. 1).
(табл. 1).
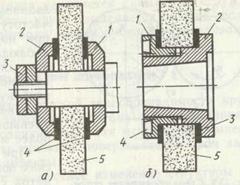
Сравнительные измерения отклонений от круглости отверстий в различных сечениях от 5 до 12 мм могут быть осуществлены с помощью интерференционного нутромера типа ИГ-88 (рис. 4).
Образцовой поверхностью нутромера является поверхность доведенного конуса 1, расположенного внутри проверяемого кольца 2. Величину отклонения определяют по интерференционной картине, возникающей в поле зрения окуляра 3 при взаимодействии пучков света, отразивших от исследуемой и образцовой поверхностей. Точность измерения достигает 0,03- 0,05 мкм.
Таблица 1.
Параметры трехконтактных устройств для контроля огранок с различным числом граней
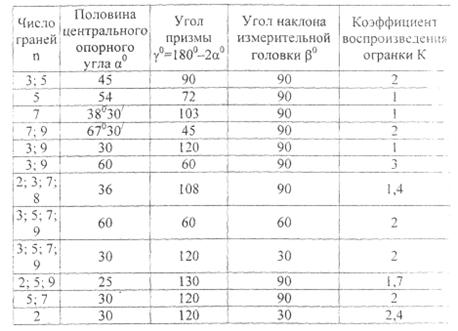
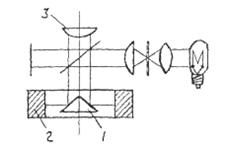
Рис. 4. Схема измерения отклонений от круглости нутромером ИГ-88: 1- поверхность доведенного конуса; 2- проверяемое кольцо; 3-окуляр
Отклонение от круглости вала можно измерить в кольце (рис.5, а), диаметр которого равен диаметру прилегающей окружности. Это условие выполняется с помощью набора колец разных диаметров. Индикатор, установленный на кольце, позволяет сравнить профили сечения вращаемой детали с траекторией точного кругового движения, задаваемой внутренней поверхностью кольца.
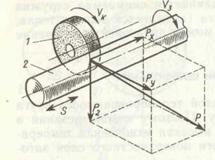
Более точными и универсальными приборами для определения отклонений от круглости являются кругломеры, работающие по методу относительного прецизионного вращения измерительного наконечника и контролируемой поверхности с записью отклонений на диаграммном диске. Конструкции кругломеров подразделяют на два типа: а- с вращающимся измерительным наконечником / и неподвижной деталью (рис.5, б); б- с неподвижным наконечником / и вращающейся проверяемой деталью 2 (рис.5, в).
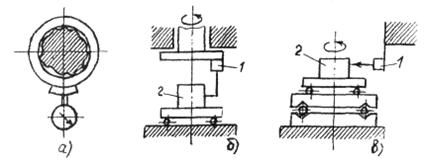
Рис. 5. Схемы измерения отклонений от круглости:
а- в кольце; б- кругломером с вращающимся измерительным наконечником / и неподвижной деталью 2; в- с неподвижным наконечником 1 и вращающейся проверяемой деталью 2
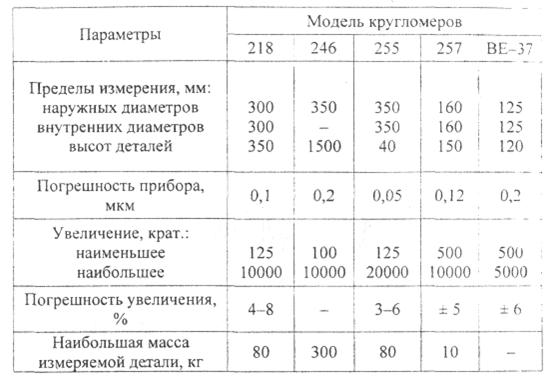
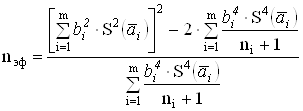
По принципу измерительных систем кругломеры могут быть электромеханическими, индуктивными или пневматическими. Перед измерением деталь центрируют, относительно оси вращения. Сигналы измерительной головки, предварительно усиленные и записанные в полярных координатах, представляют собой круглограмму, сравнение которой с прилегающей окружностью позволяет оценить отклонение от круглости проверяемой детали. .Техническая характеристика кругломеров приведена в таблице 2.
Таблица 2 Техническая характеристика кругломеров
Похожие работы
... – 82. Подробный расчет соотношения между допусками диаметра, угла и формы конуса, а также предельных базорасстояний конических соединений приведен в ГОСТе 25307 – 82 и в [10]. 2.8. Взаимозаменяемость резьбовых соединений Резьбовые соединения широко используются в конструкциях машин, аппаратов, приборов, инструментов и приспособлений различных отраслей промышленности. Классификация резьб. ...

... иные нарушения, включая разглашение государственной или коммерческой тайны, государственные инспекторы могут быть привлечены к ответственности в соответствии с законодательством Российской Федерации. 3.9. Основы квалиметрии [47] Квалиметрия — раздел метрологии, изучающий вопросы измерения качества. Здесь используются те же законы и правила, что и в области измерения физических величин, но есть ...
... i — передаточное отношение клиноременных передач. Шпиндель передней бабки неподвижен, а заготовка получает вращение от поводка, закрепленного на планшайбе. Рис. 11. Шлифовальная бабка круглошлифовального станка 3М151 Механизм поперечных подач Механизм поперечных подач обеспечивает быстрое установочное перемещение шлифовальной бабки относительно ходового винта, ручные поперечные подачи ...





... .335 с., ил. Организационно-экономический расчёт.Консультант: Одинцова Л. А. Исследовательская часть. Охрана труда и охрана окружающей среды. В данном проекте спроектирован цех для ремонта поршневых компрессоров. Основной материал обработки серый чугун марок СЧ 21, 24 ГОСТ 1412-79. Для ремонта компрессоров применяется различное оборудование: токарные, круглошлифовальные, плоскошлифовальные, ...
0 комментариев