Навигация
Методы обработки круглограммы
8868
знаков
0
таблиц
17
изображений
3. Методы обработки круглограммы
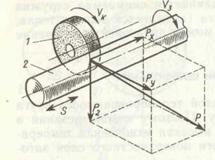
Круглограмма представляет собой бумажный диаграммный диск 1 (рис. 6), с центром в точке О. В исходной прямоугольной системе координат точку О принимают за центр контура геометрического профиля поперечного сечения вала (см. рис.1).
Из точки О с угловым шагом 30° проведены двенадцать лучей 2.На каждый луч нанесена измерительная шкала 3 с ценой деления 2 мм (на рисунке измерительная шкала показана на одном луче, на остальных - только их первые деления 4). Контур круглограммы 5 представляет собой запись отклонений от круглости проверяемого вала в полярных координатах с началом координат в точке О. Запись выполнена с заданным коэффициентом увеличения F.
Традиционным Методом оценки отклонений от круглости тел вращения, в частности, вала является метод сравнения контуров круглограммы с прилегающей окружностью [3]. Прилегающую окружность 6 находят и проводят с помощью шаблона - прозрачной пластины, с нанесенными на ней концентрическими окружностями или с помощью циркуля.
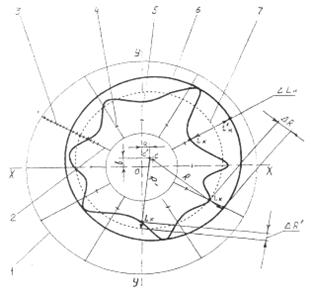
Рис. 6. Круглограмма
Шаблон накладывают на круглограмму и перемещаю относительно её до тех пор, пока одна из окружностей с наименьшим диаметром не коснется контура круглограммы в наиболее выступающих точках А и В. Эта окружность с центром в точке С и будет прилегающей окружностью. Циркулем прилегающую окружность проводят аналогичным способом - перемещают ножку циркуля в разных направлениях относительно начала исходной системы координат (точки О) и подбирают окружность самого малого радиуса, описывающую контур круглограммы.
Значение отклонений от крутости ![]() Lk в мкм определяют из выражения:
Lk в мкм определяют из выражения:
Здесь: Lk- точка пересечения луча с контуром круглограмм»: Lk1- точка пересечения луча с прилегающей окружностью; к=1,2...и (п- количество точек по числу проведенных лучей).
Значение отклонений от крутости ![]() Rk в мкм по второму методу, при котором измерение отклонений следует выполнять не по луч, а по нормали к прилегающей окружности, можно определить и; выражения
Rk в мкм по второму методу, при котором измерение отклонений следует выполнять не по луч, а по нормали к прилегающей окружности, можно определить и; выражения
Измерения производят циркулем - измерителем с использованием линейки или с помощью одной линейки.
Для определения отклонений от крутости по третьему методу в качестве базы отсчета может быть принята средняя окружность 7 (см. рис.6), проведенная по принципу наименьших квадратов [4].
Абсциссу а и ординату Ь, а также радиус R1 определяют по формулам:


Измерения Хк, Yk, OLk производят с помощью циркуля -измерителя и линейки или с помощью угольника. Данные измерений вносят в таблицу 3.
Значения отклонений от крутости ![]() Rk1в мкм определяют из выражения
Rk1в мкм определяют из выражения
Расстояние С1 Lk измеряют с помощью циркуля- измерителя и линейки или одной линейки, а величина R1 берется из табл. 3.
Результаты вычислений по формулам (1), (2) и (3) вносят в таблицу 4.
Таблица 3 Данные измерении к расчету координат а и b центра С средней окружности, её радиуса R' и результаты их расчета
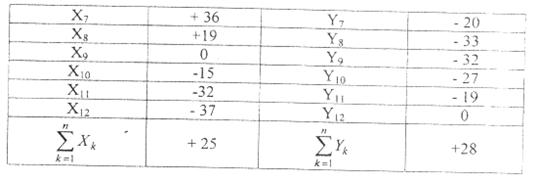
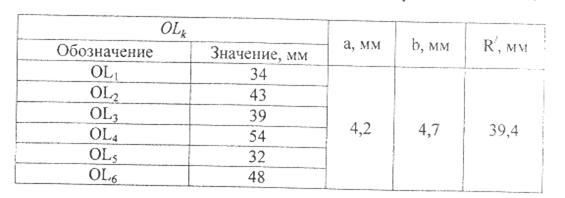
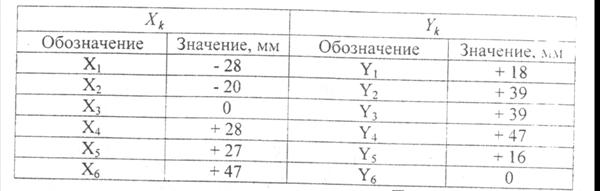
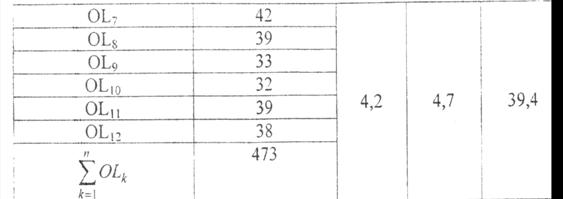
Таблица 4 Расчетные данные отклонений от крутости
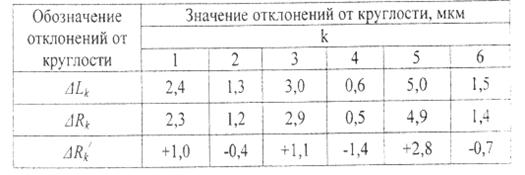
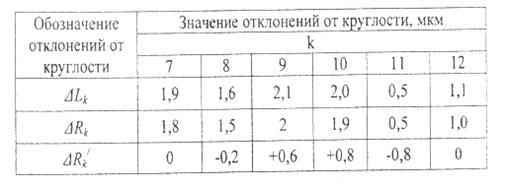
Знак «+» или «-» указывает на то, что отклонение направлено во внутрь или наружу средней окружности. При последующих вычислениях значения отклонений выражаются их абсолютным.; величинами [6].
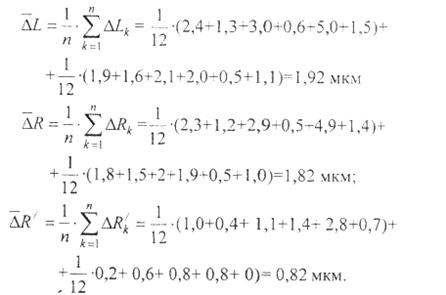
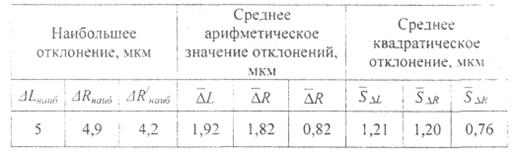
По данным табл. 4 находят наибольшие отклонения от круглости ![]() L наиб , Rнаиб,
L наиб , Rнаиб, ![]() R1наиб (сумма наибольших отклонений направленных внутрь и наружу средней окружности) и определяют средние арифметические значения отклонений [5,7]:
R1наиб (сумма наибольших отклонений направленных внутрь и наружу средней окружности) и определяют средние арифметические значения отклонений [5,7]:
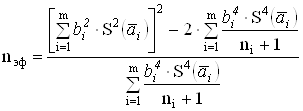
Уточненные средние квадратические отклонения вычисляют по формулам [4,8]:
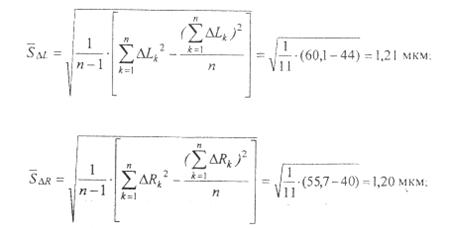
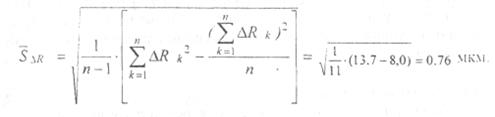
Полученные данные вносят в таблицу 5.
Таблица 5 Данные наибольших отклонений от крутлости и результаты вычислений средних арифметических значений отклонений и уточненных средних квадратических отклонений
Анализ данных табл.5 позволяет сделать следующий вывод: при определении отклонений от круглости тремя методами возможны расхождения их численных значений; для выбора оптимального метода по точности измерения необходимы дополнительные исследования.
Точность определения отклонений от круглости по вышеописанной методике может быть повышена при следующем условии и следующим образом. Если вблизи луча окажется точка на контуре круглограммы более удаленная от прилегающей или средней окружности, то эту точку следует при помощи циркуля по дуге перенести на близлежащий луч.
Вывод
В ходе лабораторной работы ознакомились с методикой определения отклонений от круглости поперечного сечения тел вращения.
Похожие работы
... – 82. Подробный расчет соотношения между допусками диаметра, угла и формы конуса, а также предельных базорасстояний конических соединений приведен в ГОСТе 25307 – 82 и в [10]. 2.8. Взаимозаменяемость резьбовых соединений Резьбовые соединения широко используются в конструкциях машин, аппаратов, приборов, инструментов и приспособлений различных отраслей промышленности. Классификация резьб. ...

... иные нарушения, включая разглашение государственной или коммерческой тайны, государственные инспекторы могут быть привлечены к ответственности в соответствии с законодательством Российской Федерации. 3.9. Основы квалиметрии [47] Квалиметрия — раздел метрологии, изучающий вопросы измерения качества. Здесь используются те же законы и правила, что и в области измерения физических величин, но есть ...
... i — передаточное отношение клиноременных передач. Шпиндель передней бабки неподвижен, а заготовка получает вращение от поводка, закрепленного на планшайбе. Рис. 11. Шлифовальная бабка круглошлифовального станка 3М151 Механизм поперечных подач Механизм поперечных подач обеспечивает быстрое установочное перемещение шлифовальной бабки относительно ходового винта, ручные поперечные подачи ...





... .335 с., ил. Организационно-экономический расчёт.Консультант: Одинцова Л. А. Исследовательская часть. Охрана труда и охрана окружающей среды. В данном проекте спроектирован цех для ремонта поршневых компрессоров. Основной материал обработки серый чугун марок СЧ 21, 24 ГОСТ 1412-79. Для ремонта компрессоров применяется различное оборудование: токарные, круглошлифовальные, плоскошлифовальные, ...
0 комментариев