Принцип действия схемы управления
Построение механической характеристики электродвигателя
Расчет и выбор электрических аппаратов и элементов электрической схемы
Выбор аппаратов ручного управления
Выбор кнопок управления
Выбор трансформатора
Выбор провода для цепей управления
Монтаж электрооборудования (станка, механизма, установки)
Руководствоваться указанием мер безопасности, которые содержаться в настоящем руководстве и в руководстве по эксплуатации механической части пресса
Навигация
Монтаж электрооборудования (станка, механизма, установки)
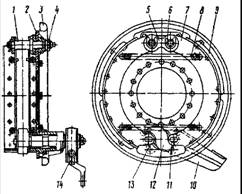
Электрооборудование фрикционного пресса
40769
знаков
9
таблиц
2
изображения
10. Монтаж электрооборудования (станка, механизма, установки)
Электромонтажные работы в настоящее время ведутся на высоком уровне инженерной подготовки, с максимальным переносом этих работ со строительных площадок в мастерские монтажно-заготовительных участков и на заводы электромонтажных организаций. Электромонтажные, проектные и научно-исследовательские организации совместно с электротехнической промышленностью ведут большую работу по изготовлению электрооборудования крупными блоками и узлами.
10.1 Монтаж электродвигателей
Монтаж электрических машин, поступивших в собранном виде, производится в следующем порядке: установка на фундамент; выверка; монтаж полумуфт и центровка валов; проверка пригонки вкладышей подшипников; подсоединение внешних кабелей, монтаж воздухоохладителей, маслопроводов и заземления; установка защитных кожухов, щитов и ограждений.
Монтаж электрических машин, поступивших в разборном виде, значительно сложнее и включает следующие основные технологические операции: установку и выверку фундаментной плиты и подшипниковых стояков; заводку ротора в статор; установку: нижних вкладышей подшипников, статора вместе с ротором на фундаментную плиту, полумуфт; центровку валов; проверку зазоров в подшипниках и пригонку подшипников; выверку воздушных зазоров и совмещение магнитных осей статора и ротора; окончательную сборку подшипников и проверку их уплотнения; подсоединение внешних кабелей, монтаж воздухоохладителей, маслопроводов и заземления; установка защитных кожухов, щитов и ограждений.
10.2 Монтаж электрических аппаратов
Монтаж электрических аппаратов, устанавливаемых в шкафах может производиться как в монтажно-заготовительных мастерских, так и на месте установки станка. Проведение монтажных работ можно разделить на две стадии: на первой происходит установка всех электрических аппаратов, а на второй соединение электрических аппаратов проводами и кабелями, согласно монтажной схеме. Все аппараты ручного управления, индикаторные элементы должны иметь обозначения и надписи («вкл», «выкл»; «вперед», «назад»), также указывается механизм, который управляется данным аппаратом. На дверце шкафа с внутренней стороны обычно размещают электрическую принципиальную схему механизма. Все нетоковедущие металлические части оборудования подлежат заземлению.
10.3 Монтаж проводов и кабелей
Все провода и кабели расположенные вне шкафа управления подвергаются обязательной защите от механических повреждений, путем затягивания их в металлические или полиэтиленовые трубы. Все соединения и ответвления выполняются с помощью клемных колодок или коробок. Провода в шкафах управления прокладываются параллельно друг другу, все изгибы выполняются под прямым углом. При большом количестве одинаково направленных проводов их собирают в пучки с помощью жгутов. На конец провода одевается кембрик, на котором указывается номер провода согласно схеме, для удобства обслуживания. Металлические трубы и коробки подлежат обязательному заземлению.
11.Составление инструкции по эксплуатации электрооборудования
11.1 Подготовка к работе электрооборудования пресса
Перед вводом в эксплуатацию должны быть выполнены следующие работы: проверка отсутствия в электродвигателе главного привода посторонних предметов; продувка электродвигателя сжатым воздухом; испытания неподвижной электрической машины в соответствии с гл. 1.8 ПУЭ; проверка системы маслосмазки и охлаждения; контроль действия защитной и сигнальной аппаратуры; проверка правильности присоединения выводов электродвигателя к сети и надежности заземления корпуса; проворачивание ротора для проверки свободного вращения и смазки подшипников.
11.2 Порядок работы
В соответствии с технологическим процессом устанавливается режим работы пресса. Для этого переключатель SA должен быть установлен в положении работы одиночными или не прерывными ходами.
Режим работы одиночными ходами
1. Закрепить обрабатываемую деталь.
2. Установить переключатель SA в положение работы одиночными ходами (положение 1).
3. Необходимо запустить двигатель главного привода. Для этого необходимо нажать кнопку SB1.
4. Для того чтобы ползун перемещался вниз нужно нажать кнопку SB2.
Примечание. После нажатия кнопки SB2 включается автоматическая схема управления движением ползуна и поэтому после обработки заготовки, подъем ползуна в исходное состояние произойдет автоматически.
5. Если в дальнейшем обработка не осуществляется необходимо отключить двигатель главного привода, нажатием кнопки SB3.
Примечание. Во избежание травматизма замена заготовки разрешается только после полной остановки ползуна.
Режим работы непрерывными ходами
При установке переключателя в положение работы непрерывными ходами (положение 2) ползун будет совершать поступательные движения до тех пор, пока переключатель SA не будет установлен в положение 1 или не будет нажата кнопка SB3.
11.3 Окончание работы
Если велась обработка непрерывными ходами, то нужно установить переключатель SA в положение 1 и дождаться пока ползун займет крайнее верхнее положение. По окончании работы необходимо отключить пресс от сети. После отключения произвести осмотр рабочей поверхности, удалить посторонние предметы, если они имеются.
11.4 Техническое обслуживание
Персонал, занятый обслуживанием электрооборудования фрикционного пресса, а так же его наладкой и ремонтом обязан:
1. Иметь допуск к обслуживанию электроустановок напряжением до 1000В.
2. Знать действующие правила технической эксплуатации безопасности обслуживания электроустановок промышленных предприятий по ГОСТ 12.I.019-79 «ССБТ. Электробезопасность. Общие требования» и ГОСТ12.3.019-80 «ССБТ. Испытания и измерения электрические. Общие требования безопасности».
Похожие работы
... оснащенных элементами робототехники, компьютерами и микропроцессорами. 1. Назначение, устройство и принцип работы пресса ПВГ-8-2-0 Раскрой натуральных и искусственных материалов на предприятиях легкой промышленности обычно производится на прессах с использованием в качестве режущего инструмента резаков. Резаки выполняются в виде ножа, форма которого соответствует конфигурации вырубаемой ...
... уровень шума - 72 ДбА. Проектом предусмотрены следующие меры по снижению шума: установка звукоизоляционных кожухов на оборудование, применение малошумных передач, балансировка вращающихся механизмов, применение посадок деталей с натягом. 4) Вибрация. Источники вибрации на участке: пресс, автомат-садчик, транспортер. Виды вибрации: технологическая, транспортно-технологическая. Вибрация по ...





... этапе является более дешевым оборудованием, чем молот. 3. При внедрении и реализации нового технологического процесса штамповки детали типа "фланец" их хромоникелевого жаропрочного сплава уменьшается количество технологических операций, уменьшается суммарная трудоемкость процесса. 4. В рамках разработки нового технологического процесса проведены основные технологические расчеты: определена ...
... звукового сигнала (зуммера). б) клапанов контрольных выводов, с помощью которых производится диагностика технического состояния пневматического тормозного привода, а также (при необходимости) отбор сжатого воздуха. На рисунке 1 представлена схема пневматического привода тормозных механизмов автомобилей КамАЗ. Источником сжатого воздуха в приводе является компрессор 9. Компрессор, регулятор ...
0 комментариев