Навигация
Формирование и оперативное управление производственными системами на базе поточно-группового производства в автоматизированном режиме
26138
знаков
15
таблиц
1
изображение
Федеральное агентство по образованию
Государственное образовательное учреждение
высшего профессионального образования
"МАТИ" - Российский государственный технологический университет имени К. Э. Циолковского
Кафедра: "Производственный менеджмент"
Курсовая работа
По теме "Формирование и оперативное управление производственными системами на базе поточно-группового производства в автоматизированном режиме"
Выполнил:
Студент группы 1ЭКУ-5ДС-084
Русанова И.К.
Проверил:
Преподаватель кафедры
"Производственный менеджмент"
Михайлова Л.В.
Москва 2010
Содержание
Введение
1. Постановка задачи
2. Исходные данные
3. Основная часть
3.1 Обоснование выбора формы производственной системы
3.2 Формирование сводного технологического маршрута обработки заданного множества деталей
3.2 Расчёт необходимого количества рабочих мест формируемой производственной системы
3.4 Моделирование процессов производства для сформированной производственной системы
3.5 Формирование расписаний работы рабочих мест на принятый шаг управления
Заключение
Литература
Введение
Одной из важнейших задач, решаемых производственным менеджером, является выбор рациональных форм первичных производственных систем и формирование оптимальных моделей их функционирования.
Основной задачей курсового проектирования является освоение студентами методов формирования рациональных производственных структур и систем.
В настоящих методических указаниях на конкретном примере иллюстрируется решение комплекса задач курсового проектирования:
•выбор рациональной формы производственной системы;
•формирование выбранной производственной системы;
•моделирование процесса производства сформированной производственной системы;
•формирование расписаний работы рабочих мест сформированной производственной системы.
При выполнении курсового проекта на первом этапе осуществляется решение всего комплекса задач вручную с целью практического освоения методов моделирования производственных систем. В результате оформляется пояснительная записка, содержащая все необходимые расчеты, таблицы, графики и пояснения.
На втором этапе производится проверка правильности решения поставленных задач и анализ полученных результатов в автоматизированном режиме. Для этого в приложении к методических указаниях представлено руководство пользователя по программе расчета.
1. Постановка задачи
Порядок выполнения курсовой работы иллюстрируется на конкретном примере при следующих исходных данных:
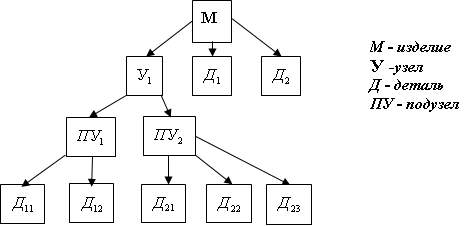
♦номенклатура деталей, для которой формируется производственная система, составляет 4 наименования; их технологические процессы приведены в таблице 1;
♦режим работы производственной системы принят двухсменным при 8-часовом рабочем дне и пятидневной неделе;
♦недельная программа выпуска деталей каждого их наименования принята равной 150 штукам;
♦периодичность запуска деталей в обработку принята равной одной неделе;
♦шаг управления принят также равным одной неделе.
Требуется:
♦обосновать выбор поточно-групповой формы организации производства, то есть выбор производственной системы в виде одногрупповой поточной линии;
♦ сформировать производственную систему, то есть рассчитать необходимое количество рабочих мест (состав и количество оборудования, количество рабочих);
♦сформировать модель процесса производства;
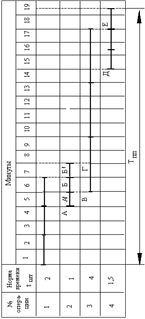
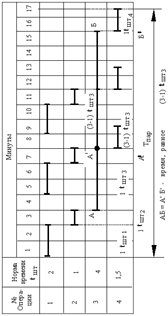
♦сформировать цикловой график движения деталей, но рабочим местам системы;
♦сформировать расписание работы рабочих мест на принятый шаг управления;
♦сформировать замкнутый контур ее оперативного планирования и управления.
Курсовой проект выполняется в несколько этапов.
2. Исходные данные
Технологические маршруты обработки деталей:
| №№ | Наименование | Номер | Модель | Время на |
| п/п | операции | операции | оборудования | операцию, мин |
| Деталь А | ||||
| 1 А | Фрезерная | 5 | 6Н13П | 12 |
| 2 A1 | Фрезерная | 10 | 6М83 | 7 |
| 3 B | Сверлильная | 15 | 2A55 | 6 |
| 4 C | Токарная | 20 | 163 | 19 |
| 5 D | Слесарная | 25 | верстак | 9 |
| Деталь Б | ||||
| 1 A1 | Фрезерная | 5 | 6М83 | 8 |
| 2 B | Сверлильная | 10 | 2A55 | 7 |
| 3 E | Токарная | 15 | 164 | 10 |
| 4 D | Слесарная | 20 | верстак | 7 |
| Деталь В | ||||
| 1 A | Фрезерная | 5 | 6Н13П | 10 |
| 2 B | Сверлильная | 10 | 2A55 | 10 |
| 3 C | Токарная | 15 | 163 | 12 |
| 4 E | Токарная | 20 | 164 | 9 |
| 5 D | Слесарная | 25 | верстак | 8 |
| Деталь Г | ||||
| 1 A | Фрезерная | 5 | 6Н13П | 10 |
| 2 B | Сверлильная | 10 | 2A55 | 8 |
| 3 E | Токарная | 15 | 164 | 11 |
| 4 D | Слесарная | 20 | верстак | 8 |
Похожие работы
... станков. Метод динамического программирования удачно использован Р. Беллманом для однооперационного производства. Он дал частное решение задачи оптимального календарного планирования обработки совокупности изделий, имеющих одинаковый процесс производства, но различных по длительности операций обработки. Запуск изделий в производство необходимо осуществлять, соблюдая условие: min (t11, t22) ...

... , комплексными или локальными; стратегическими, тактическими (как правило, годовыми) или оперативными. Распространенными методами организации работ по планированию являются сетевые методы и построение оперограмм. Рассмотрим кратко эти методы. Сетевое планирование и управление (СПУ) — это графоаналитический метод управления процессами создания (проектирования) любых систем. Сетевой график — ...

... приемлемого уровня оплаты труда, улучшением условий и мотивации труда. 7. Менеджмент. Ключевая цель в этой области - определение критических сфер управленческого воздействия. Общая цель => Ключевые цели по подсистемам организации=> Производство / Маркетинг / Персонал / Финансы (5) Производственная структура предприятия Производственная структура - это состав его ...
... отклонения к концу планово-отчетного периода недостаточно резервов, находящихся в распоряжении данного и нижестоящих руководителей. Оценка качества труда руководителя, специалиста по оперативному управлению производством должна быть учтена в действующих на предприятиях системах материального и морального стимулирования по результатам работы за планово-отчетные периоды. Для непосредственных ...
0 комментариев