Навигация
Оптимизация моделей процессов производства
17595
знаков
0
таблиц
1
изображение
БЕЛОРУССКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ ИНФОРМАТИКИ И РАДИОЭЛЕКТРОНИКИ
Кафедра менеджмента
РЕФЕРАТ
на тему:
«ОПТИМИЗАЦИЯ МОДЕЛЕЙ ПРОЦЕССОВ ПРОИЗВОДСТВА»
МИНСК, 2008
В условиях оживления и развития отечественной промышленности существенно возрастает интерес к проблемам организации производства, и в частности, к задачам оперативно-календарного планирования.
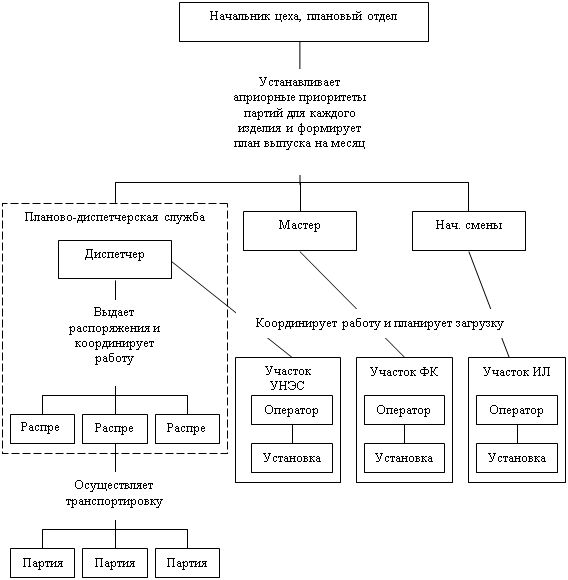
Календарные планы работы отдельных производственных ячеек предприятия представляют собой расписания изготовления всех изделий, загрузки оборудования и рабочих мест. Производственная ячейка - часть производственного пространства (станки, участок), на котором соответствующим образом организованы производственные ресурсы и процессы.
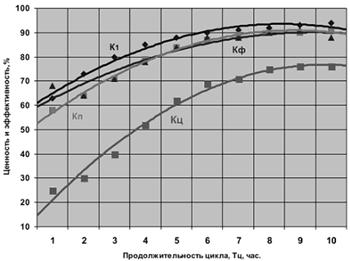
Основными параметрами календарных графиков являются: приоритетность работ (очередность запуска изделий в обработку), размер партий запуска и время опережения начала обработки изделий на связанных рабочих местах, размер незавершенного производства. Результатом составления оптимального календарного графика является определение наименьшей длительности производственного цикла, оказывающей существенное влияние на улучшение экономических результатов деятельности предприятия. В этом случае происходит снижение объема оборотных средств в незавершенном производстве, уменьшаются простои оборудования и рабочих.
В производственных подразделениях машиностроительных предприятий календарное планирование в настоящее время основано главным образом на моделировании, позволяющем обеспечить пропорциональность, непрерывность, устранить «узкие места» и правильно установить приоритеты работ. Следует отметить, что установление очередности запуска изделий в производство является одной из основных задач, которую необходимо решить при составлении оптимального календарного графика.
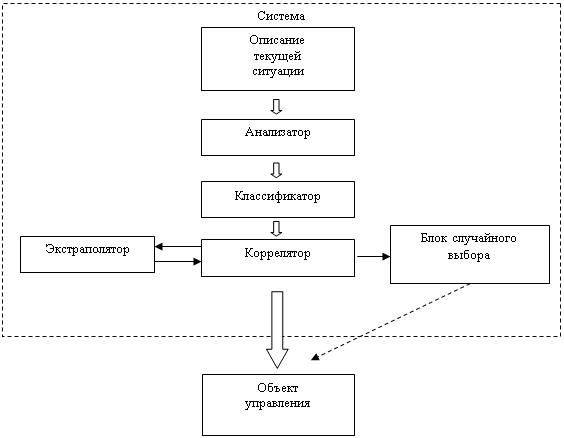
В силу этого, в качестве критерия оптимальности моделей целесообразно использовать минимизацию длительности совокупного производственного цикла. Под моделью производственного процесса понимается его пространственное построение, отражающее технолого-организационную суть последнего через организационную структуру. Под моделью плана производства - количественно-временная организация предметов труда в ходе производственного процесса. Под моделью оперативного управления (части управляющей системы - надстройки) - функциональное выделение той части управляющей системы, которая предназначена для удержания существующих переменных управляемого объекта в заданных планом пороговых значениях.
Все существующие методы решения задач календарного планирования по степени достижения экстремального результата подразделяются на две четко выраженные подгруппы - точных и приближенных решений.
К числу опробованных точных методов решения задачи моделирования относятся методы линейного и динамического программирования, комбинаторные методы дискретного программирования и др.
Метод линейного программирования удачно использован С.М. Джонсоном для решения задачи нахождения оптимального по календарному времени плана обработки m деталей на двух станках. Алгоритм Джонсона чрезвычайно прост. Выбирается самое короткое операционное время, и если оно относится к первому станку, планируют выполнение задания первым на первом станке, а если ко второму - то последним. Затем процедура повторяется до полного перебора всех заданий на обоих станках. Имеются многочисленные обобщения правила Джонсона для различных случаев трехстадийной обработки деталей. Однако этот алгоритм неприменим для случаев обработки деталей на большем количестве станков.
Метод динамического программирования удачно использован Р. Беллманом для однооперационного производства. Он дал частное решение задачи оптимального календарного планирования обработки совокупности изделий, имеющих одинаковый процесс производства, но различных по длительности операций обработки. Запуск изделий в производство необходимо осуществлять, соблюдая условие: min (t11, t22) < min (t12, t21), где: t11 - трудоемкость выполнения первой операции над изделием, первым запускаем в производство; t22 - трудоемкость выполнения второй операции над изделием, вторым запускаем в производство, а t12 и t2l - соответственно наоборот.
Метод «ветвей и границ», являющийся комбинаторным методом дискретного программирования, предполагает уменьшение множества допустимых решений, вплоть до получения конечного множества, при котором оказывается возможным применение метода перебора. В этом методе происходит последовательный выбор пары номеров деталей для получения оптимальной последовательности. Составление последовательности номеров деталей для запуска в производство происходит в процессе работы итерационного алгоритма. На каждой итерации выбираются две детали и помещаются на позиции: (n + 1) и (d – n), где n - номер итерации, a d- количество наименований деталей, участвующих в производственном процессе. Эффективность метода «ветвей и границ» зависит от уровня, на котором происходит «отсечение» ветви. В общем случае этот метод не исключает полный перебор всех возможных вариантов.
Типичные модели линейного, линейного целочисленного и квадратичного целочисленного программирования свидетельствуют о том, что в них могут быть отражены многие ограничения задачи календарного планирования. В частности, в этих моделях, в форме ограничений на переменные, могут быть выражены требования, накладываемые на сроки выпуска этих деталей. Допускается обработка деталей партиями, но для этого необходимо некоторое предварительное преобразование исходной информации.
Данные модели имеют ограниченное применение при моделировании производственных процессов. Главным недостатком является быстрый рост размеров моделей с ростом задачи календарного планирования. Точные методы оптимизации применимы лишь для частных и небольших по размеру задач. На машиностроительных предприятиях составление оптимального календарного графика усложняется широтой номенклатуры выпускаемых изделий и является динамической, вероятностной задачей большой размерности. Поэтому наряду с разработкой точных методов интенсивно развиваются приближенные методы.
К числу приближенных методов оптимизации задач календарного планирования относятся: частичный и направленный перебор, метод Монте-Карло, аналитико-приоритетные, эвристические и др. методы.
Метод Монте-Карло аналогичен методу перебора и оценки вариантов с той разницей, что оценивается некоторое ограниченное подмножество вариантов, выбор которых производится некоторым случайным образом. Решение задачи календарного планирования методом Монте-Карло можно рассматривать как некоторую задачу статистического моделирования производственного процесса. Метод Монте-Карло имеет ограниченное применение, так как может потребовать перебора и оценки достаточно большого количества вариантов.
В последнее время к решению задач календарного планирования стала привлекаться теория массового обслуживания. Такая возможность появилась в связи с развитием специальной теории очередей с приоритетом. Однако если в задачах массового обслуживания поток требований на обслуживание является свободным процессом, то в задачах календарного планирования требования поступают в детерминированном порядке. Вместе с тем при прохождении требований (партии деталеопераций) через большое количество обрабатывающих устройств (производственных ячеек) происходят задержки в обслуживании, и поступление требования на следующее обрабатывающее устройство может быть рассмотрено как случайное событие. В таком плане эта связь теории расписаний с задачами теории очередей с приоритетом обслуживания может быть использована как средство приближенного решения теории расписаний.
Многие задачи календарного планирования относятся к классу задач, для которых трудна конкретная аналитическая постановка, неярко выражена величина критерия эффективности и отсутствуют эффективные алгоритмы численного решения. Последнее связано с тем, что минимизируемые функции комбинаторных задач лежат не в непрерывной области переменных, а на различных дискретных перестановках элементов. Следовательно, применение приближенных методов, основанных на сочетании аналитических принципов и моделировании календарных планов с использованием правил предпочтительности, является наиболее перспективным направлением практического решения данного класса задач.
Среди приближенных методов различают большую группу аналитико-приоритетных методов. Аналитико-приоритетные методы не следует смешивать с эвристическими. В аналитико-приоритетных методах имеется математическая модель с соответствующей функцией - критерием, что позволяет приблизить решение к оптимальному, тогда как в эвристических методах такая функция отсутствует, либо имеется в неявно выраженной форме или же задается как локальная функция приоритета. Эвристические методы строятся на использовании установленных свойств и приемов решения задач других смежных групп, а также интуитивных свойств и приемов поиска.
Можно выделить семь наиболее удачных правил предпочтительности для формирования приоритетов календарного планирования последовательности работ1.
1. FCFS (Fist - Come, Fist - Served) - первым вошел - первым обслужен. Работы выполняются в порядке поступления в подразделение.
2. SOT (Short's Operating Time) - по кратчайшему времени выполнения. Сначала выполняется работа с самым коротким временем выполнения, затем процедура повторяется для оставшихся работ.
3. D date (Due Date) - по установленным срокам окончания. Первой выполняется работа с самой ранней датой начала выполнения.
4. SD - по ранней дате начала выполнения, определяемой как установленная дата выполнения работы, минус время выполнения работы.
5. STR (Slack Time Remaining) - по наименьшему оставшемуся запасу времени, который вычисляется как разность между временем, остающимся до установленной даты выполнения, и временем выполнения работы.
6. STR/OP (Slack Time Remaining per Operation) - по наименьшему оставшемуся запасу времени на одну операцию, которое определяется как разность времени, оставшегося до установленной даты выполнения работ, минус время оставшихся операций, деленная на количество оставшихся операций. Заказы с самым коротким STR/OP выполняются первыми.
Похожие работы
... на дипломное проектирование. Необходимо разработать программу регистрации процеса производства партий полупроводниковых пластин для использования в автоматизированной системе управления. Программа должна обеспечивать контроль и регистрацию производственного процесса производства партий пластин. Вести учет за прохождением партий полупроводниковых пластин по технологическому маршруту. Разработку ...
елей эффективности от внедрения мероприятий. 1. Разработка модели процесса настилания тканей Характеристика процесса настилания Содержание операции настилания заключается в том, что на настилочный стол укладывают полотна определенной, заранее заданной длины. Настилы выполняют в соответствии с картами расчета кусков ткани по графику, составленному на основании производственной программы ...
... и их преподавателями в ВУЗе. 2.1 Программа исследования. Цель исследования: Выявить и проанализировать возможные расхождения в представлениях об основных составляющих профессии психолога-менеджера между студентами и педагогическим составом факультета психологии для оптимизации педагогического процесса. Задачи эмпирического исследования: Выдвинуть гипотезы относительно возможных расхождений в ...
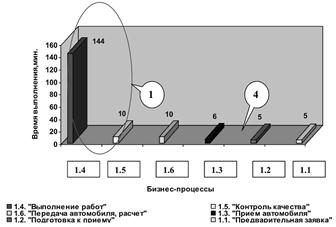
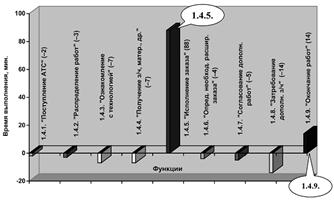
... " Менеджер по продажам Кладовщик, кассир Определение показателей процессов производилось с учетом характерных особенностей деятельности предприятий автосервиса. Время - главный продукт, продаваемый компанией автосервиса, поэтому основное внимание при совершенствовании и оптимизации бизнес-процессов уделяется временным параметрам и показателям. Анализ диаграммы Парето (рис. 1), отражающей ...
0 комментариев