Навигация
Физические основы нанесения покрытий методом распыления
49030
знаков
1
таблица
14
изображений
СОДЕРЖАНИЕ
1. Физические основы нанесения покрытий методом распыления. 3
1.1 Физические основы ионного распыления. 3
1.2 Катодное распыление. 7
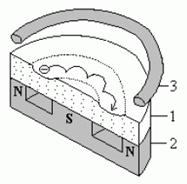
1.3 Магнетронное распыление. 9
1.4 Высокочастотное распыление. 12
1.5 Получение покрытий распылением в несамостоятельном газовом разряде 13
1.6 Методы контроля параметров осаждения покрытий. 15
1.7 Вакуумная металлизация полимерных материалов. 19
1.8 Особенности вакуумной металлизации полимерных материалов. 21
1.9 Технология вакуумной металлизации полимерных материалов. 23
Список использованных источников. 27
1. Физические основы нанесения покрытий методом распыления
1.1 Физические основы ионного распыления
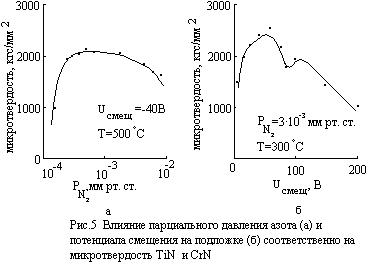
При взаимодействии быстрых частиц (ионов) с поверхностью твердого тела (мишени) протекает каскад упругих бинарных столкновений, основным результатом которых является передача атомам мишени энергии и импульса. Если переданная атому энергия превышает энергию связи его с остальными, то атом может покинуть поверхность и перейти в газовую фазу. При этом температура мишени значительно ниже температуры испарения материала, из которого она изготовлена.
Так как столкновения атомов имеют упругий характер, то для такой системы выполняются закон сохранения импульса и кинетической энергии. Тогда, в случае взаимодействия иона с неподвижным атомом подложки, представленном на рисунке 1, можно записать
![]()
 ;
;
![]() ,
,
где mi, mа – масса иона и атома мишени соответственно;vi , vi,1–скорость иона до и после взаимодействия; vа – скорость атома мишени после столкновения; ![]() – угол рассеяния.
– угол рассеяния.
mi, Ei, pi
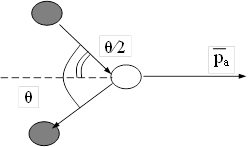
Рисунок 1 – Схема взаимодействия иона с атомом мишени
В результате решения приведенной выше системы уравнений получим следующее выражения для энергии, которую передал ион поверхностному атому в результате столкновения:
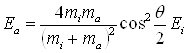 , (1)
, (1)
где Еi – энергия иона.
Анализ выражения (7.8) показывает, что наиболее интенсивно энергообмен происходит при условии равенства масс иона и атома.
Если в качестве бомбардирующей частицы используются электроны, масса которых, как известно, значительно меньше массы атомов, то из (1) получим  ,т. е. в этом случае передача энергии неэффективна, так как
,т. е. в этом случае передача энергии неэффективна, так как
mi << mа .
Полученный результат позволяет сделать вывод о том, что распыление твердых тел под действием электронов практически невозможно.
Установлено, что если Еа≥Еd (Еd – пороговая энергия смещения атома), то атом покидает узел кристаллической решетки и возникает смещенный атом отдачи. Для большинства металлов Еd≈10…50 эВ. Так, например, для тантала Еd=32 эВ, для хрома –28 эВ, для алюминия- 16,5 эВ, вольфрама–50 эВ. При обычных режимах распыления (энергия ионов Ei=0,1…10 кэВ) условие, определяющее вероятность образования атомов отдачи, выполняется.
Под действием одного иона в мишени происходит несколько упругих столкновений, при этом среднее число смещенных атомов может быть определено по формуле
 .
.
Например, при распылении ионами с Ei= 5 кэВ число смещенных атомов в кристаллической решетке, имеющих Еd=25 эВ,
 .
.
Поверхностные атомы отдачи, получившие достаточно высокую энергию, уходят с поверхности и образуют поток распыляемых частиц. Ионное распыление является процессом поверхностным. Поток распыленных частиц формируется из атомов, которые находятся в первом, втором и только при больших значениях энергии ионов – в третьем слое.
Эффективность ионного распыления характеризуется коэффициентом распыления S, который можно определить как число атомов, распыляемых при действии на мишень одного иона,
S=vр/Ii,
где vр– скорость распыления, ат.м-2с-1; Ii– плотность потока ионов, ион. м-2.с-1.
В теории Зигмунда для электронов с энергией Еi <1 кэВ получено следующее выражение для коэффициента распыления:
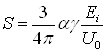 ,
,
где 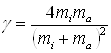 ; α- зависит от соотношения масс иона и атома;
; α- зависит от соотношения масс иона и атома; ![]() – энергия связи поверхностного атома (энергия сублимации).
– энергия связи поверхностного атома (энергия сублимации).
Коэффициент распыления достаточно сильно зависит также от угла падения ионов:
![]() .
.
Параметр f определяется соотношением масс. При
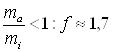 ; при
; при 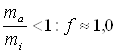 .
.
Как правило, наибольшее распыление происходит при углах падения ионов 60…75°. При наклонном падении на поверхность монокристаллов зависимость S от угла падения ионов имеет более сложный характер.
На основании полученных результатов можно сформулировать следующие основные направления интенсификации процесса распыления:
- увеличение плотности ионного тока;
- увеличение энергии ионов;
- распыление при оптимальных углах падения ионов.
Важным параметром распыления частиц является их пространственное распределение.
В общем случае угловое распределение распыленных атомов может быть описано выражением
I(φ)= I(0)соsnφ, (7.9)
где n – параметр, зависящий от природы материала мишени (всегда больше единицы).
Отметим, что при испарении металлов угловое распределение описывается законом косинуса, т. е. выражением (7.9) при n=1.
При распылении монокристаллических поверхностей пространственное распределение распыленных атомов является более сложным. Оно характеризуется, в частности, наличием нескольких максимумов на полярных диаграммах распыления.
Ряд особенностей наблюдается при распылении сплавов, особенно если компоненты сплава сильно отличаются по массе. В этом случае при определенных условиях проявляется селективность распыления и, в итоге, - отклонение химических составов нанесенного покрытия и распыляемой мишени.
Методы распыления имеют следующие основные преимущества:
- Возможность получения покрытий из различных химических соединений.
- При распылении мишени из многокомпонентных сплавов химический состав покрытия и распыляемой мишени близки.
- Высокий коэффициент использования паров (распылению подвергаются плоские поверхности, и в результате формируются направленные нормально к поверхности мишени потоки летучих частиц).
- По этой же причине достигается высокая равнотолщинность покрытий.
- Покрытия характеризуются высокой адгезией, так как распыленные атомы имеют достаточно высокую скорость и степень ионизации.
- Высокая автоматизация процесса.
- Устройства для нанесения покрытий методом распыления, как правило, и не содержат сложные системы подачи вещества в зону генерации газовой фазы.
Недостатки методов распыления следующие:
1.Низкая скорость осаждения покрытий. Для большинства методов, кроме магнетронного, она составляет до 1…2 нм/с.
2.Пленки характеризуются достаточно высоким уровнем механических напряжений.
3.Поверхность подложки в ряде случаев подвергается действию высокоэнергетичных частиц, которые могут вызвать образование радиационных дефектов.
4.Рабочее давление в камере при реализации ряда методов нанесения составляет 1…10 Па, поэтому условия формирования пленок нельзя считать достаточно чистыми.
Все методы распыления, как уже отмечалось, условно разделяют на 2 группы:
- ионно-лучевые;
- плазмо-ионные или ионно-плазменные.
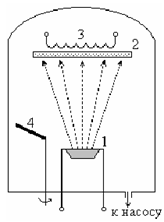
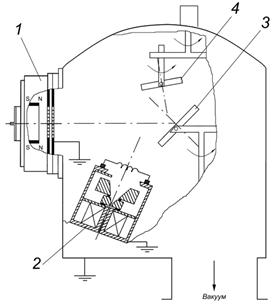
Общая схема ионно-лучевых методов распыления представлена на рисунке 2.
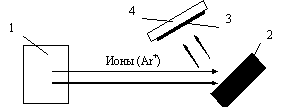
Рисунок 2 – Схема ионно-лучевого распыления: 1–источник ионов; 2–распыляемая мишень; 3–покрытие; 4 – подложка
Поток ионов, сформированный с помощью отдельного источника, направляется на поверхность мишени и вызывает ее распыление.
Характерная особенность ионно-лучевого распыления заключается в том, что процесс образования газовой фазы происходит, если даже на поверхность мишени не подается электрический потенциал (потенциал смещения).
При плазмо-ионном распылении мишень находится в сильно ионизированной плазме и на нее подается отрицательный потенциал. Электрическое поле мишени вытягивает из плазмы подложки ионы, которые при бомбардировке поверхности мишени и вызывают ее распыление.
В зависимости от параметров создаваемой плазмы различают следующие основные разновидности ионно-плазменного распыления: катодное, магнетронное, высокочастотное, распыление в несамостоятельном газовом разряде.
В настоящее время разработан и очень часто на практике используется целый ряд комбинированных методов, сочетающих особенности приведенных выше способов.
Похожие работы
... по применению кадмиевых покрытий является более высокая стоимость по сравнению с цинковым покрытием и высокая токсичность кадмия и его соединений. Никелевое покрытие широко применяется как защитно-декоративное покрытие деталей РЭС из сталей и алюминиевых сплавов, работающих в легких и средних условиях эксплуатации. Это покрытие имеет высокую механическую прочность, коррозионную стойкость и ...


... классификация многослойных покрытий, наносимых на инструментальный материал, приведена в табл.4. Таблица 4 Классификация многослойных покрытий для режущего инструмента. Многослойные Одноэлементные Многоэлементные Многокомпонентные Композиционные На основе Соединения одного Тугоплавкого металла Пример: ...
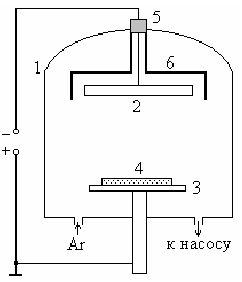
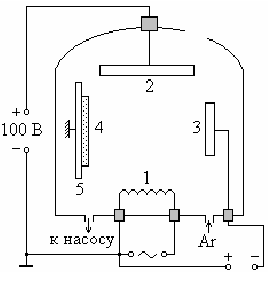
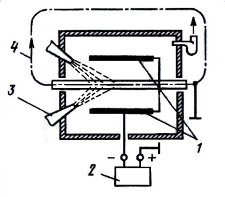
... поле, электрическое высокочастотное поле); - количеством электродов в газоразрядной камере (двухэлектродные, трехэлектродные и многоэлектродные системы). Рассмотрим наиболее широко используемые ионно-плазменные методы получения тонких пленок. 1.2.1 Катодное распыление Конструкция установки для катодного распыления, изображенной на рис. 2, состоит из газоразрядной камеры 1, в которую вводится ...
... и красок повышенным содержанием пигмента (наполнителя) и, как правило, природой пленкообразователя. В связи с отсутствием грунтовочных составов белого цвета при отделке столярно-строительных изделий в качестве грунтовок используются эмали или краски, а также допускается использование олифы Отделка распылением Отделка распылением заключается в раздроблении окрасочных составов сжатым ...
0 комментариев