Навигация
1.2 Катодное распыление
Катодное распыление является одним из наиболее известных способов нанесения покрытий. Еще в 1852 г. было установлено, что при прохождении электрического тока через разреженные газы происходит разрушение катода и на стенках камеры осаждается покрытие.
Схемы устройств для нанесения покрытий методом катодного распыления представлены на рисунке 3.
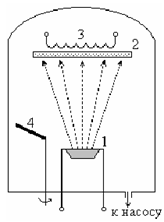
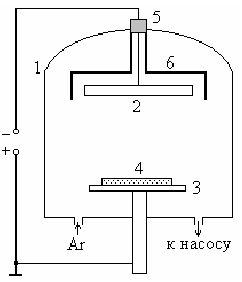
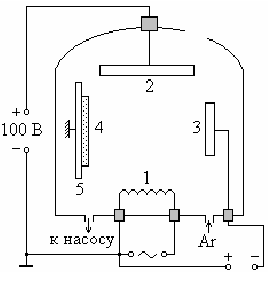
В наиболее простом варианте (рисунок 7.18, а) устройство состоит из распыляемого катода 5, на который подают потенциал от 1 до 10 кВ, и анода с расположенными на его поверхности изделиями 3. Между катодом и анодом размещают, как правило, заслонку. На начальной стадии процесса производят откачку вакуумной камеры до максимально возможной степени разряжения (~10-1…10-2 Па), затем осуществляют напуск в рабочую камеру инертного газа (аргона). При этом давление в камере составляет 1…10 Па.
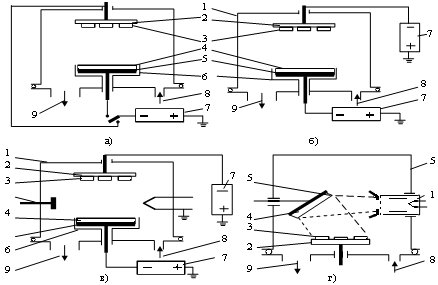
Рисунок 3 – Принципиальные схемы систем катодного распыления: а) диодная; б) диодная со смещением; в) триодная; г) с автономным ионным источником: 1 – камера; 2 – подложкодержатель; 3 – детали (подложки); 4 – мишень; 5 – катод; 6 – экран; 7 –источник питания (постоянного тока или высокочастотный); 8 – подвод рабочего газа; 9 – откачка; 10 – термокатод; 11 – анод; 12 – ионный источник
Следующей операцией является создание между анодом и катодом разности потенциалов (0,5...10 кВ). В результате в рабочей камере возникает газовый разряд. При воздействии ионов на поверхность катода идет разрушение оксидных слоев, практически всегда присутствующих на поверхности. Распыленные атомы металла взаимодействуют с активными газами (кислородом, азотом), и в результате осаждаются слои, загрязненные неконтролируемыми примесями. При этом, однако, наблюдается снижение парциального давления химически активных газов в камере, поэтому, как правило, всегда на начальной стадии осаждение покрытия производится на технологическую заслонку. По истечению некоторого времени заслонка открывается, и идет осаждение покрытия на поверхность изделия. Распыленные атомы при своем движении к подложке претерпевают многочисленные столкновения. В результате атомы распыляемой мишени теряют свою энергию, что вызывает, как правило, снижение адгезионной прочности осаждаемого покрытия. С целью уменьшения потерь энергии распыленных атомов в процессе их движения в газовой фазе расстояние между анодом и катодом делают минимальным.
Процесс распыления может производиться в химически активной среде, которая специально создается в рабочей камере. В этом случае процесс называют реактивным катодным нанесением покрытия. Таким методом на поверхности подложки формируют слои из оксидов, нитридов, карбидов металла.
Таким образом, катодное распыление характеризуется следующими преимуществами:
1) процесс распыления газовой фазы безынерционен, при прекращении подачи потенциала на катод генерация газовой фазы также практически мгновенно прекращается;
2) низкое тепловое воздействие на изделие (нагревается только поверхность катода);
3) возможность распыления тугоплавких металлов;
4) возможность получения покрытий различного химического состава (например, методом реактивного катодного распыления);
5) обеспечение высокой равномерности осаждения покрытий;
6) сохраняется стехиометрический состав покрытий при их получении распылением мишени из сплава.
Основные недостатки катодного распыления:
- низкие скорости роста покрытия (до 1нм/с);
- низкие энергия частиц, степень ионизации и, как следствие этого, невысокая адгезия покрытий;
- высокая степень загрязнения покрытий атомами газовой фазы;
- наличие в покрытии высокой плотности радиационных дефектов, причиной появления которых является воздействие на поверхность высокоэнергетичных электронов, отрицательных ионов.
С целью снижения степени загрязнения покрытий, повышения их адгезии рекомендуется поддерживать температуру подложки в процессе осаждения достаточно высокой (400…500 °С). В ряде случаев для получения качественных покрытий используют бомбардировку растущей пленки ионами инертного газа, что достигается путем подачи на подложку отрицательного потенциала либо применением дополнительного ионного источника.
При подаче на подложку потенциала смещения одновременно с процессом осаждения покрытия происходит распыление растущего покрытия, которое, как правило, является неоднородным и определяется структурой поверхностного электрического поля. Поэтому при определенных условиях может наблюдаться селективное распыление и даже полное удаление покрытия в определенных местах. Другой особенностью технологии получения покрытий катодным распылением является резкое снижение скорости напыления покрытия при реактивном распылении в результате образования на мишени химического соединения, имеющего низкую электрическую проводимость.
Так как скорость осаждения покрытий катодным распылением является низкой, она используется, в основном, для получения тонких защитных и антифрикционных покрытий на прецизионных деталях машин и приборов (опоры газовых подшипников, приборные подшипники скольжения и качения). В качестве материала покрытия используют дисульфид молибдена, золото, серебро, свинец, индий.
Похожие работы
... по применению кадмиевых покрытий является более высокая стоимость по сравнению с цинковым покрытием и высокая токсичность кадмия и его соединений. Никелевое покрытие широко применяется как защитно-декоративное покрытие деталей РЭС из сталей и алюминиевых сплавов, работающих в легких и средних условиях эксплуатации. Это покрытие имеет высокую механическую прочность, коррозионную стойкость и ...


... классификация многослойных покрытий, наносимых на инструментальный материал, приведена в табл.4. Таблица 4 Классификация многослойных покрытий для режущего инструмента. Многослойные Одноэлементные Многоэлементные Многокомпонентные Композиционные На основе Соединения одного Тугоплавкого металла Пример: ...
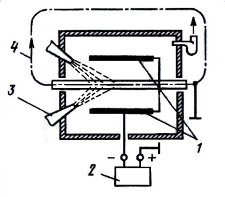
... поле, электрическое высокочастотное поле); - количеством электродов в газоразрядной камере (двухэлектродные, трехэлектродные и многоэлектродные системы). Рассмотрим наиболее широко используемые ионно-плазменные методы получения тонких пленок. 1.2.1 Катодное распыление Конструкция установки для катодного распыления, изображенной на рис. 2, состоит из газоразрядной камеры 1, в которую вводится ...
... и красок повышенным содержанием пигмента (наполнителя) и, как правило, природой пленкообразователя. В связи с отсутствием грунтовочных составов белого цвета при отделке столярно-строительных изделий в качестве грунтовок используются эмали или краски, а также допускается использование олифы Отделка распылением Отделка распылением заключается в раздроблении окрасочных составов сжатым ...
0 комментариев