Навигация
Розмір Г визначають за місцем приєднання
58429
знаков
5
таблиц
6
изображений
2. Розмір Г визначають за місцем приєднання.
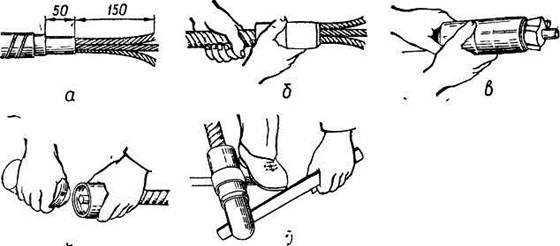
Відстань між кільцевими, надрізами повинна становити 20 мм для кабелів напругою до 1 кВ, 25 мм — для кабелів на 6 і 10 кВ. Відстань між поздовжніми надрізами — 10 мм. Оболонку надрізають на половину її товщини спеціальними кабельними ножами (НКА, HKС тощо) з обмежувачем глибини різання.
Смугу оболонки, що утворилася між двома поздовжніми надрізами, видаляють (рис. 3, з), захопивши її плоскогубцями, після чого вручну видаляють усю оболонку на оброблюваній ділянці кабелю (рис. 3, и). Щоб зняти алюмінієву оболонку, застосовують ніж з різальними дисками. У цьому випадку поздовжніх, надрізів не роблять, а після кільцевих надрізів роблять спіральний надріз, для чого встановлюють ніж під кутом 45°, затискують оболонку між призмою і різальним диском, обертальними рухами надрізують її по спіралі (рис. 3, і), а потім видаляють за допомогою плоскогубців.
Операції обробки кабелю завершуються видаленням поясної паперової ізоляції та напівпровідникового (чорного) паперу, який розмотують від кінця кабелю і обривають (але не зрізають ножем) на відстані і (рис. 3, а) до обрізу свинцевої або алюмінієвої оболонки. Заповнювачі, розташовані між жилами кабелю, відрізають ножем, при цьому лезо ножа повинно бути спрямоване уздовж жил у бік необроблюваної частини кабелю. Кільцевий пояс над ступенем поясної ізоляції видаляють після з'єднання жил. Закінчивши обробку кабелю, переходять до підготовки його для з'єднування в муфті.
Послідовність операцій під час з'єднування і відгалуження жил кабелів
З'єднування і відгалуження струмопровідних жил виконують за допомогою спеціальних інструментів, різних пристроїв і приладдя.
Для з'єднування і відгалуження кабелів у чавунних муфтах заздалегідь вигинають жили оброблюваного кабелю вручну, якщо їх переріз до 25 мм2, або за допомогою дерев'яного конусного шаблона для жил великих перерізів. Під час ручного згинання кожну жилу окремо вигинають через великий палець однієї руки, щільно обхопивши при цьому другою рукою жили кабелю біля кільцевого поясу оболонки (рис. 4, а, б). Розміри дерев'яного шаблона вибирають залежно від перерізу жил, які згинають. Шаблон вставляють між жилами кабелю (рис. 4, в), а потім повільно просувають у напрямку до необробленої його частини, притримуючи при цьому другою рукою кабель, як і в разі ручного вигинання жил.
Вигнувши жили, зрізають і видаляють з них жильну ізоляцію на довжині, що дорівнює розміру Г (див. рис. 3, а). Біля місця зрізу жильну ізоляцію перев'язують суровою ниткою, щоб уникнути її розкручування при подальших операціях з'єднування жил кабелю.
З'єднування і відгалуження три- і чотирижильних кабелів здійснюють різними способами (табл. 3), які вибирають залежно від матеріалу і перерізу струмопровідних жил кабелів.
З'єднування і відгалуження струмопровідних жил кабелів слід виконувати з дотримуванням технології, яка забезпечує надійний електричний контакт і необхідну механічну міцність з'єднання. При виборі способу з'єднування потрібно враховувати: характерні особливості кожного із способів з'єднування; матеріали переріз з'єднуваних жил; наявність матеріалів та інструментів, необхідних для виконання з'єднання; можливість здійснення, даного способу внаслідок конструктивних особливостей з'єднання або муфти.
Нижче наводиться стисла характеристика кожного із зазначених у табл. 24 способів з'єднування струмопровідних жил кабелів.
Паяння є одним з найпоширеніших способів з'єднування струмопровідних жил кабелів між собою. Суть його полягає в тому, що розігрітий до рідкого стану припій проникає в метал з'єднуваних жил, а потім, застигаючи, утворює механічно міцне з'єднання. Для з'єднування паянням алюмінієвих жил застосовують припої А, ЦО-12, ЦА-15, ЦМО, П тощо, а для з'єднування мідних жил — припої ПОС-30, ПОС-40 та ПОС-50.
Під час паяння алюмінієвих жил з їх поверхні слід попередньо видалити плівки оксидів, які перешкоджають проникненню припою в метал і створенню щільного контакту в місці з'єднання.
З'єднування паянням здійснюють із застосуванням флюсів, паяльних жирів і паст: каніфолі, паяльного жиру № 1, № 5 тощо — для мідних жил; KM-1, АФ-4А, ВАМІ, кварцовазелінової пасти — для алюмінієвих жил.
Опресовування є кращим із застосовуваних способів з'єднування алюмінієвих жил кабелів напругою до 1 кВ. Опресовування виконують із застосуванням гільз та опресовувальних механізмів.

Рис 4. Послідовність операцій згинання жил кабелю (а, б, в)
Таблиця 4. Галузі застосування способів з'єднування і відгалуження жил три- і чотирижильних кабелів напругою до 1 кВ
| Характеристика способу | Діапазон перерізів жил, мм2 | Вказівки щодо застосування способу |
| Кабелі з алюмінієвими струмопровідними жилами | ||
| З'єднування термітним зварюванням із застосуванням патронів типу А | 16-240 | Слід застосовувати |
| З'єднування опресуванням із застосуванням гільз | 16-95 | Рекомендується |
| З'єднування паянням: безпосереднім сплавлянням припою поливанням | 16-150 16-240 | Допускається Рекомендується |
| З'єднування газовим зварюванням у відкритих формах | 16-240 | Допускається |
| З’єднування електрозварюванням контактним розігріванням у відкритих формах (зварювання в стик) | 16-240 | Те саме |
| Відгалуження газовим зварюванням у відкритих формах | 16-240 | Слід застосовувати |
| Відгалуження паянням із ступінчастою обробкою жил: безпосереднім сплавлянням припою поливанням | 16-95 | Допускається Рекомендується |
| Кабелі з мідними струмопровідними жилами | ||
| З'єднування опресовуванням із застосуванням гільз типу ГМ | 16—240 | Слід застосовувати |
| З'єднування паянням із застосуванням гільз типу ГМ | Рекомендується | |
| Відгалуження паянням із застосуванням гільз типу ГОН і ГОР | 16—185 | Слід застосовувати |
![]() Газове і електричне зварювання допускається застосовувати для з'єднування алюмінієвих жил кабелів перерізом 16-240 мм2. Для газового зварювання використовують теплоту спалюваного газу (пропан-бутану тощо), яка досягає температури 2300°С і вище, а для електрозварювання—теплоту, яка виділяється; в ділянці, що має великий опір, у момент проходження через неї струму зварювання в кілька сот ампер. Газове і електричне зварювання здійснюють із застосуванням екранів, які захищають ізоляцію поблизу ділянки зварювання від прямого впливу високої температури, а також охолоджувачів, призначених для відведення теплоти від зварюваних жил.
Газове і електричне зварювання допускається застосовувати для з'єднування алюмінієвих жил кабелів перерізом 16-240 мм2. Для газового зварювання використовують теплоту спалюваного газу (пропан-бутану тощо), яка досягає температури 2300°С і вище, а для електрозварювання—теплоту, яка виділяється; в ділянці, що має великий опір, у момент проходження через неї струму зварювання в кілька сот ампер. Газове і електричне зварювання здійснюють із застосуванням екранів, які захищають ізоляцію поблизу ділянки зварювання від прямого впливу високої температури, а також охолоджувачів, призначених для відведення теплоти від зварюваних жил.
Термітне зварювання — один з найдосконаліших способів з'єднування алюмінієвих жил кабелів. Термітне зварювання здійснюють із застосуванням патронів А. Термітний патрон підпалюють спеціальним сірником, який створює під час горіння необхідну Для підпалювання термітного розчину патрона температуру, близьку до 1000 °С. При зварюванні жил у термітному патроні ізоляцію жил захищають від впливу високої температури.
Похожие работы
... броня під хомутом повинна бути зачищена. У тих випадках, коли броня піддалася корозії, допускається приєднання заземлювального провідника до металевої оболонки кабелю. На кабельних лініях електростанцій та підстанцій, де довжина та спосіб прокладання кабелів дозволяють, користуючись кресленнями, бірками, кабелепошуковим апаратом, точно визначити підлягає ремонту кабель, допускається, на розсуд ...

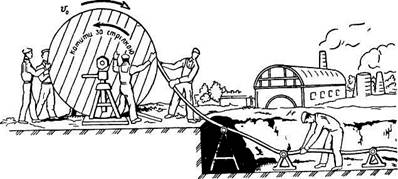
... нця кабелю кріплять трос У лебідки, за допомогою якого і прокладають кабель. Рис. 1.10. Прокладка кабелю з допомогою транспортеру Рис. 1.11. Розкатування кабеля с трубоукладача Рис. 1.12. Огляд кабельного барабана Для прокладки кабелю безпосередньо в траншеї використовують спеціальний транспортер, змонтований на автомобілі разом з гвинтовими кабельними домкратамі Він має приводні ...
... хомутов; броня под хомутом должна быть зачищена. В тех случаях, когда броня подверглась коррозии, допускается присоединение заземляющего проводника к металлической оболочке кабеля. На кабельных линиях электростанций и подстанций, где длина и способ прокладки кабелей позволяют, пользуясь чертежами, бирками, кабелеискательным аппаратом, точно определить подлежащий ремонту кабель, допускается, по ...


... в землю, то для защиты свинцовых муфт от механических повреждений и коррозии служат чугунные муфты, которые состоят из двух половинок (верхней и нижней) крышки. 4. Опорный конспект Кабельные материалы и арматура представляет собой оборудование, при помощи которого осуществляется соединение концов строительных длин кабеля, устройство ответвлений кабеля и оконечных включений его. В состав ...
0 комментариев