Навигация
8. Складання рукава
Головні притискні валки мають бути відрегульовані по центру головки. Центральна лінія рукава повинна йти по прямовисної від центру голівки до центральної лінії головних притискних валків. Якщо це не так, то плівка з однієї секції головки дійде швидше до притискних валків, чим з іншої. Чим більше відхилення від лінії, тим більше плівка може викривитися, і чим більше викривлення, тим більше проблем виникне при складанні рукава і подальшому проходженні полотна.
До такого викривлення додайте той, що ще витягає і розстібає ефекти від абілізуючих рам для невідцентрованого рукава, зрушені рами складання і що не вирівнюються житу для вставок. Потім при обертанні головки і кільця, потовщені лінії на плівці переміщатимуться по цих контактуючих поверхнях, коли формується рукав і простягається через них за допомогою головних притискних валків. Повна катастрофа? В даному випадку, може бути на щастя, процес цей хоч і чутливий, але має бути не строгим, інакше не так вже багато плівки буде виготовлено.
Усе вищевикладене показує, яка кількість сил впливає на рукав, коли він зростає від голівки до головних притискних валків, з яких виходить складене рукавне полотно. Ще більше важливо, що оператор повинен брати до уваги усі ці сили, що взаємодіють між собою, кожного разу, коли він регулює якусь одну ділянку устаткування. Результати наладки проявляться в більше, ніж одному місці.
Остаточна наладка рам складання для зменшення розтягування плівки і отримання рівнішої плівки є простим наочним прикладом цього. Коли рами відкриті, у верхній частині рукава більше простору, і якщо не поступає додаткове повітря, діаметр рукава і ширина складеного полотна зменшуються. Коли встановлюється устаткування, робиться не одна наладка, а багато. І в результаті не останньої наладки, а як результат декількох з багатьох, зроблених регулювань, лінія вводиться в дію.
Що потрібне для будь-якої лінії, так це хороше регулювання по рівню або визначення концентричності устаткування. Не лише вежа має бути вертикально відрегульована і усі валяння вивірені по еталону, але і голівка має бути вертикальною, якщо вона правильно вирівнюється з кільцем подачі повітря і головними притискними валяннями. Намотувальники і інше устаткування має вирівнюватися і бути відцентроване з вежею, коли через них проходить полотно плівки М1. Стабілізуючі рами для рукава мають бути встановлені так, щоб вони регулювалися симетрично центральній лінії рукава. Зіткнення з рукавом має бути мінімальним і без вібрацій. Вібрації і надмірне розтягування теплої, тільки що сформованої плівки може привести до слідів від вібрацій, мішкуватій і зморшкам
9. Системи контролю товщини плівок
Останніми роками на устаткуванні для виробництва полімерних плівок усе частіше встановлюють дорогі системи контролю товщини продукції. Вартість таких систем досягає десятків тисяч доларів. Так, приміром, ціна системи місткості виміру товщини плівки Kundig's До-100 Twin досягає $100,000. Якщо система доповнюється старанним пристроєм для управління завтовшки плівки, то її ціна може досягати 200000 Євро. При цьому тільки в США таких систем встановлюється, за даними Джона Вайза, представника німецької фірми Reifenhauser в США, не менше сотні в рік
Розробкою і виробництвом систем контролю товщини плівок займаються такі спеціалізовані фірми, як Micro - Epsilon Messtcchnik GmbH, Octagon Ргосси Technology GmbH. Kundig. Plast - Control. SolveTech. TSM Control Systems. NDC
З'являються усі нові модифікації систем, що дозволяють управляти якістю плівки на рівні мікрон і доль мікрона відхилення товщини від заданого значення. Виникає закономірне питання, чим виправдано і як окуплюється застосування такого дорогого устаткування?
Полімерні плівки мають ряд важливих для переробників і кінцевих споживачів показників : механічну міцність, жорсткість, здатність протистояти проколу і разрыру, прозорість або, навпаки, рівномірність прокраса, зварюваність і так далі. Окрім цього переробники оцінюють і якість рулонів плівки, що оцінюється геометрією рулону і щільністю намотування. Усе це необхідно для того, щоб при переробці плівки в упаковку мати можливість використовувати високопродуктивне, таке, що має робочі швидкості до 500 м/мін, устаткування для нанесення друку і ламінування. Високоякісна плівка дозволяє отримувати міцні і рівномірні зварні шви на швидкісних пакетозварювальних машинах. Потрібна висока якість і при швидкісній груповій упаковці в термоусадочную плівку, і при упаковці продукції в стрейч-пленку.
Цілями якості могли б служити лабораторні показники: відхилення товщини, пропускання і прозорості і інші фізико-механические показники. Проте на практиці для перевірки якості плівки часто використовуються, залежно від призначення матерії, різні прикладні методи, що дозволяють безпосередньо оцінити її на функціональну придатність. Пакети випробовують на механічну міцність, наливаючи в них воду і витримуючи певний час. Упаковку з сухою сумішшю скидають з певної висоти. Зварні шви випробовують на герметичність. Термоусадочную плівку випробовують на коефіцієнти усадки і залишкову міцність. Випробовують плівку і на машинах для нанесення малюнка, зварювання і ламінування. Іноді технологи просто кладуть акуратно вирізаний шматок плівки на стіл і по тому, наскільки рівно він лежить "визначають" чи можна використовувати цю плівку для ламінування. Забарвлену плівку розглядають на просвіт - нерівномірність забарвлення говорить про нерівномірність перемішування барвника або про нерівномірну товщину
Виробник плівки прагне забезпечити стабільно високу якість плівки, що поставляється. У тих випадках, де важлива тільки міцність, цього можна добитися, оптимізуючи товщину і склад плівки. Використання дорожчих матеріалів і збільшення товщини дають зростання міцності. Проте в структурі виробничих витрат при випуску плівки приблизно 80% витрат доводиться на сировині. Запаси сировини за рік багаторазово, іноді десятки разів, обертається, а економія росте за експоненціальним законом. Сировина сьогодні в середньому коштує близько 1 Євро за кілограм. Тому при щомісячній потребі в сировині виробника середньої руки у розмірі 200 т, зменшенні витрати сировини на 1% дасть річну економію всього в 26 тис. Євро, а зменшення витрати на 10% дасть ефект вже в 620 000 Євро!
З цих причин виробникові доводиться балансувати на тонкій грані, вибираючи між економією і якістю. Ця еквілібристика наосліп призводить до втрат у вигляді браку або навіть до втрати репутації надійного постачальника якісної продукції. Таким чином, товщину плівки треба вимірювати.
Вимір товщини заснований на аналізі сигналів, що поступають від датчиків, дія яких заснована на різних фізичних принципах. Окрім рідко сьогодні вживаних механічних товщиномірів, існують товщиноміри, робота яких заснована на вимірах відбиваного або такого, що поглинається плівками электронного-, гамма-, оптичного випромінювання або часу поширення в плівках ультразвукового випромінювання. Найбільшого поширення сьогодні набули вимірювальні зі знемоги засновані на вимірах діелектричних втрат V плівкових матеріалів.
Проте, для оцінки товщини важливо вибрати не лише відповідний принцип виміру, але і ефективну методику інтерпретації отриманих результатів. Проблема полягає н і ом, що вимірювати товщину плівки не так просто, як це здається на перший погляд.
Переріз плівки можна умовно представити в наступному виді (Рис.6)
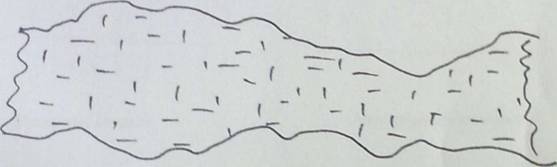
Рис.6 Переріз плівки
Якщо тепер заміряти товщину і знайти значення з максимальною і мінімальною товщиною, як показано на рис.7
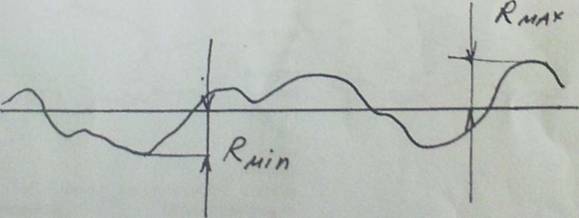
Рис.7 Заміри максимальної і мінімальної товщини
Для високоякісної плівки з середньою товщиною 100 мікрон цей показник може досягати значення 10 мікрон або 10%. При оцінці якості полімерів зазвичай пишуть ЮОмкм +/-5%. По суті, це "середня температура по лікарні, яка, як відомо, завжди дорівнює 36.6 градуса". Нам же потрібно знайти самого "хворого" пацієнта. А ось це якраз не так те просто зробити. І ось чому.
Вимір товщини плівки, як і будь-який вимір, завжди робиться з певною погрішністю
.Основний метод, вживаний сьогодні для оцінки товщини плівки, заснований на різній дуалектричній проникності повітря і полімеру. Ємність конденсатора з розімкненими пластинами змінюється залежно від товщини плівки, що проходить повз пластини, що може бути виміряно.
Цей метод має багато недоліків. Для точного виміру необхідно, щоб датчик ковзав по поверхні плівки без проміжку, що утрудняє вимір цим способом плівок.
На виставці Kunstofïmachienen - 2004 уперше з'явилися розробки фірм Octaeon Process Technology GmbH І Micro - Epsilon Messtechnik GmbH Ha основі датчиків місткостей, які дозволяють вимірювати товщину полімерної плівки з точністю до доль мікрона без безпосереднього контакту з плівкою. Поки це дуже дорогі рішення. Інші недоліки принципу місткості виміру товщини полягають в необхідності тривалого калібрування датчиків і періодичної рекалибровки в процесі роботи, поява помилок із-за зміни проміжку, вологості або інших випадкових чинників, залежності свідчень при вимірі товщини деяких полімерів від температури.
Цих недоліків позбавлені датчики, засновані на застосуванні бета- або гамма-випромінювання. Застосування подібних датчиків обмежене тільки міркуваннями безпеки, але цього цілком достатньо, щоб звести переваги цих методів до мінімуму. Досить перспективні термостабил ізольовані інфрачервоні датчики, які дозволяють точно вимірювати товщину не лише прозорих, але і забарвлених плівок на основі полиолефинов. Сьогодні ці датчики все ще рідко застосовуються із-за високої ціни, проте можна чекати ширшого застосування подібних датчиків в осяжному майбутньому. Вимір товщини безпосередньо в процесі виробництва плівки дозволяє з мінімальними втратами і відходами вийти на режим виробництва кондиційної продукції в процесі запуску і відладки технології. Одночасно відбувається документування технологічного процесу, що дозволяє запобігти попаданню бракованої продукції до замовника. На основі аналізу масиву даних про товщину отримуваної плівки можна приймати обгрунтовані рішення про зниження запасу товщини. Системи на снові інфрачервоних датчиків поставляються, наприклад, північноамериканською фірмою НІ і коштують приблизно 50 тис. доларів США
Похожие работы
... Загалом, на вітчизняних виробах найчастіше зустрічаються облой і раковини, а на виробах іноземних виробників – тріщини, сколи, царапини та сліди клею у місцях з’єднання деталей. 3.3 Споживча оцінка асортименту та якості посуду з полімерних матеріалів. Провівши експериментальне дослідження асортименту полімерного посуду у ВАТ «Фуршет» можна сказати, що асортимент цих товарів представлений ...
0 комментариев