Навигация
n=![]() (1.4)
(1.4)
n=![]() =452 об/мин. → nстанд=500 об/мин
=452 об/мин. → nстанд=500 об/мин
Pz=![]() (1.5)
(1.5)
Cp=825
t=1 мм
Sz=0,5 мм/зуб
B=50 мм
z=8
D=100 мм
n=500 об/мин
x=1
y=0,75
u=1,1
q=1,3
w=0,2
Kmp=1
Pz=![]() =2103 Н.
=2103 Н.
ω=![]() рад/с.
рад/с.
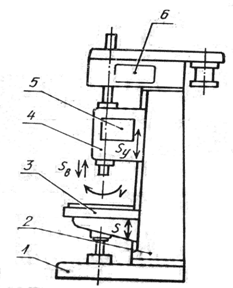
Амплитуда для каждой составляющей

Задача № 2
Динамический расчет обработки вала ступенчатого
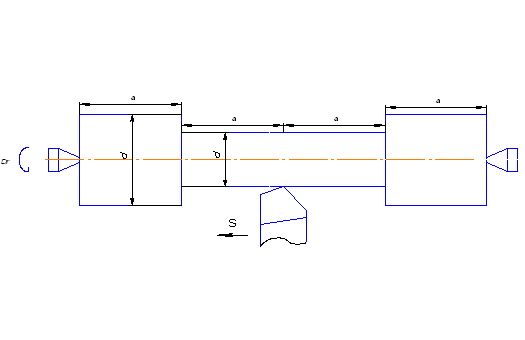
Дано
a=0,2 м,
d1=0,04 м,
d2=0,02 м,
e=0,05 мм
Емат=2,15·1011 Па,
jлюнета=2,75·107 Н/м,
mлюнета=28 кг
Найти: собственные частоты, резонансные амплитуды.
Решение: Определяем жесткость детали в точке, где находится резец.
Jj=![]()
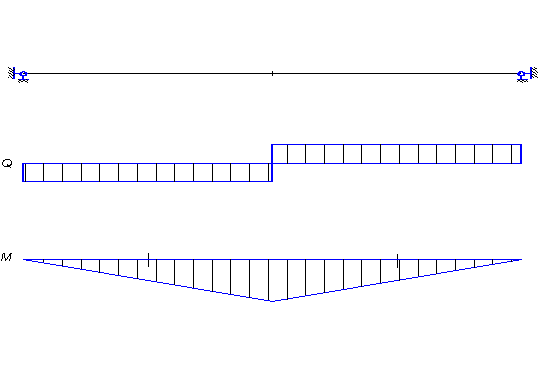
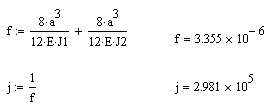
Определяем прогиб вала
f=
![]() (2.1)
(2.1)
J1=![]() 1,257·10-7 м4
1,257·10-7 м4
J2=![]() 7,854·10-9 м4
7,854·10-9 м4
Масса вала
m=![]() =4,93 кг.
=4,93 кг.
Параметры резца
b×h×L=20×20×60 мм.
J=![]()
![]() =1,33·10-8 м4
=1,33·10-8 м4
j=![]() H/м
H/м
Масса: m=ρ×b×h×L =0,1884 кг
Динамический расчет

Режимы резания
tmax=t + e=1,55 мм
tmin=t - e=1,45 мм
v=![]() (2.2)
(2.2)
Cv=340
t=1,5 мм
S=1 мм/об
m=0,2
x=0,15
y=0,45
T=60 мин.
Kv= Кmu×Кnu×Кuu=1·0,9·1,15= 1,035
v=![]() 146 м/мин,
146 м/мин,
n=![]() (2.3)
(2.3)
n=![]() =2324 об/мин. → nстанд=2000 об/мин
=2324 об/мин. → nстанд=2000 об/мин
ω=![]() рад/с.
рад/с.
Vреал=![]() м/мин
м/мин
Pz=![]() (2.4)
(2.4)
Cp=300
t=1,5 мм
S=1 мм
y=0,75
х=1
n=-0,15
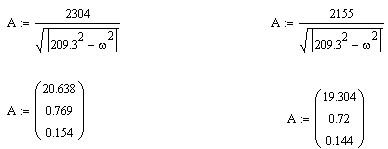
![]() =1·1·1,1·1·0,93=1,023Pzmax=
=1·1·1,1·1·0,93=1,023Pzmax=![]() =2304 Н.
=2304 Н.
Pzmax=![]() =2155 Н.
=2155 Н.
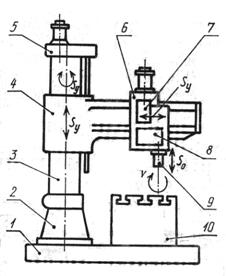
Задача № 3
Динамическая модель основных характеристик токарно-винторезного станка 16Б16А

1 - шпиндель
2 - деталь
3 - суппорт
4 – задняя бабка
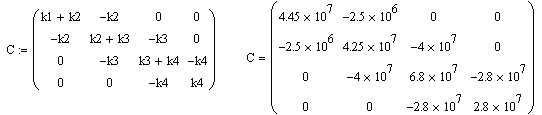
| j | 1 | 2 | 3 | 4 |
| kj, Н/м | 4,2·107 | 2,5·106 | 4 ·107 | 2,8·107 |
| mj, кг. | 40 | 4,5 | 41 | 38 |
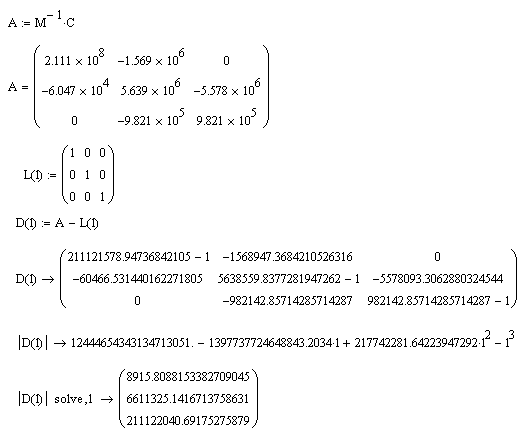
Найти: собственные частоты каждой составляющей. Для каждой из частот определить собственные значения.
Решение
Уравнение динамического равновесия любой системы
[М]·{Z}= [K]·{Z}=0
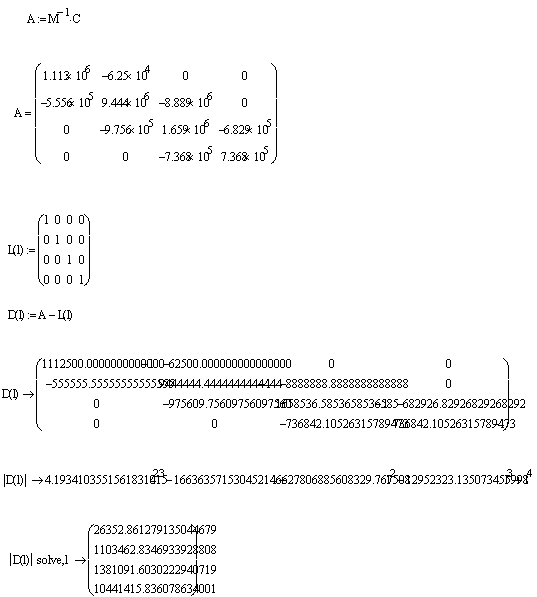
Решая это уравнение, получаем матрицу масс, где основное условие
[A]= [M]-1·[C]

v=![]() (2.2)
(2.2)
Cv=340
t=1 мм
S=0,5 мм/об
m=0,2
x=0,15
y=0,45
T=60 мин.
Kv= Кmu×Кnu×Кuu=1·0,9·1,15= 1,035
v=![]() 212 м/мин
212 м/мин
n=![]() (2.3)
(2.3)
n=![]() =1687 об/мин. → nстанд=1600 об/мин
=1687 об/мин. → nстанд=1600 об/мин
ω=![]() рад/с.
рад/с.
Vреал=![]() м/мин
м/мин
Pz=![]() (2.4)
(2.4)
Cp=300
t=1 мм
S=0,5 мм
y=0,75
х=1
n=-0,15
![]() =1·1·1,1·1·0,93=1,023
=1·1·1,1·1·0,93=1,023
Pz=![]() =814 Н.
=814 Н.


Похожие работы





... о средствах технологического оснащения. Разработка технологического процесса произведена для изготовления детали “Стакан”, конструкция которой отработана на технологичность. В основе проектирования технологического процесса механической обработки использованы технологический и экономический принципы; в соответствии с ними разрабатываемый технологический процесс должен обеспечить выполнение всех ...
... шероховатости обработанной поверхности. Зенкерование получают в имеющихся отверстиях цилиндрические или конические углубления под головки винтов, заклепок и др. Технологические требования к конструкциям обрабатываемых деталей 1. Отверстия, к которым предъявляют высокие требования по точности изготовления, необходимо выполнять сквозным, а не глухим. Форма и размеры дна глухих отверстий ...





... Заготовка h14 30 Черновое точение h14 1,5 Т40 1,4 28,6 Чистовое точение h12 1,2 Т40 1,2 27,4 шлифование 0,40 Т40 0,40 27 5. Разработка технологического процесса изготовления заданной детали 005 Заготовительная Рассчитать припуски 010 Фрезерно-центровальная 1 Фрезеровать торцы 2 Засверлить ...
я формулами: ; . Глубина резания t — толщина слоя материала заготовки (мм), срезаемого за один рабочий ход. Шириной фрезерования B называется ширина (мм) поверхности заготовки, обрабатываемой за один рабочий ход, измеренная в направлении, перпендикулярном к направлению подачи (движению заготовки). Сечение стружки (среза), снимаемой одним зубом фрезы, описывается двумя дугами контакта лезвия ...
0 комментариев