Навигация
Сверление и фрезерование, шлифование. Технологические требования к конструкциям обрабатываемых деталей
10904
знака
0
таблиц
15
изображений
БЕЛОРУССКИЙ ГОСУДРАСТВЕННЫЙ УНИВЕРСИТЕТ ИНФОРМАТИКИ И РАДИОЭЛЕКТРОНИКИ
Кафедра ЭТТ
РЕФЕРАТ
На тему:
«Сверление и фрезерование, шлифование»
МИНСК, 2008
Сверление
Сверление – метод получения отверстий резанием. Главное движение при сверлении – вращательно, а движение подачи – поступательное.
Оба движения при сверлении отверстий на сверлильных станках сообщаются инструменту – сверлу.
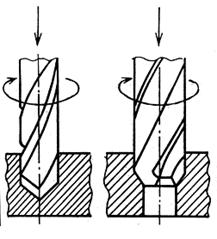
Рис. 1. Виды сверл
Основным инструментом является спиральное сверло. Однако при сверлении отверстие получается небольшой точности, с шероховатой поверхностью.
Поэтому предварительно просверленные отверстия обрабатываются зенкером и разверткой.
Зенкерование в основном применяют для увеличения диаметра и в отдельных случаях для повышения точности отверстия и уменьшения шероховатости его поверхности. Зенкеры имеют 3–4 режущие кромки. При работе зенкерами обеспечивается точность обработки по 4–5 квалитетам.
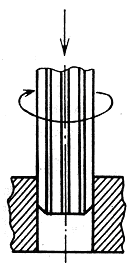
Рис. 2. Зенкер
Для получения более точных отверстий используются развертки, имеющие значительное число режущих кромок.
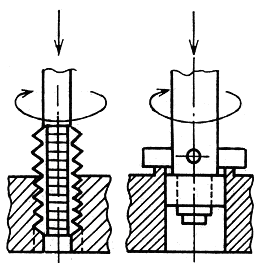
Рис. 3. Развертки
При развертывании снимаются малые слои металла и обеспечивается высокая точность (1–3 квалитеты) и шероховатость обработки отверстия (6–9 квалитеты).
Сверление производится на сверлильных станках. Существуют сверлильные станки различных типов: вертикально-сверлильные, горизонтально-сверлильные, радиально-сверлильные, расточные, координатно-расточные и специальные.
Станки сверлильной группы бывают одношпиндеольные и многошпиндельные.
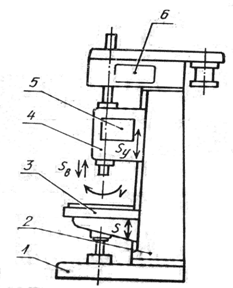
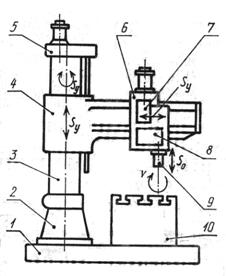
Рис. 4. Примеры сверлильных станков
На сверлильных станках выполняют сверление, рассверливание, зенкерование, развертывание, цекование, зенкование, нарезание резьбы и обработку сложных отверстий.
Сверление – получение отверстий в деталях с помощью сверла. В зависимости от требуемой точности и величины партии обрабатываемых заготовке отверстия сверлят в кондукторе или по разметке.
Рассверливание – процесс увеличения диаметра ранее просверленного отверстий сверлом большего диаметра. Диаметр отверстия под рассверливание выбирается так, чтобы поперечная режущая кромка в работе не участвовала.
Зенкерование – обработка предварительно полученных отверстий для придания им более правильной геометрической формы, повышения точности и снижения шероховатости многолезвийным режущим инструментом – зенкером.
Развертывание – окончательная обработка цилиндрического или конического отверстия разверткой (обычно после зенкерования) в целях получения высокой точности и малой шероховатости обработанной поверхности.
Зенкерование получают в имеющихся отверстиях цилиндрические или конические углубления под головки винтов, заклепок и др.
Технологические требования к конструкциям обрабатываемых деталей
1. Отверстия, к которым предъявляют высокие требования по точности изготовления, необходимо выполнять сквозным, а не глухим. Форма и размеры дна глухих отверстий должны соответствовать форме и размерам стандартного инструмента.
2. Поверхность, на которой нужно сверлить отверстие, должна быть перпендикулярной его оси, иначе может произойти поломка сверла. С этой целью на цилиндрических поверхностях литых деталей необходимо предусматривать плоскости, перпендикулярны к оси отверстия, а на заготовках из проката фрезеровать уступы.

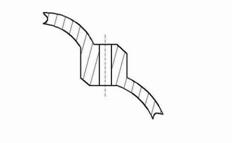

Рис. 5. Требования к конструкциям обрабатываемых деталей
Рекомендуется использовать ступенчатые отверстия вместо двух соосных отверстий, что исключает необходимость обработки их за две установки и устраняет погрешности, связанные с взаимным расположением отверстий.
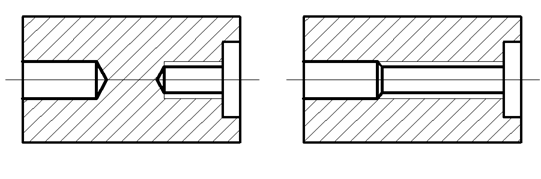
Рис. 6. Ступенчатые отверстия
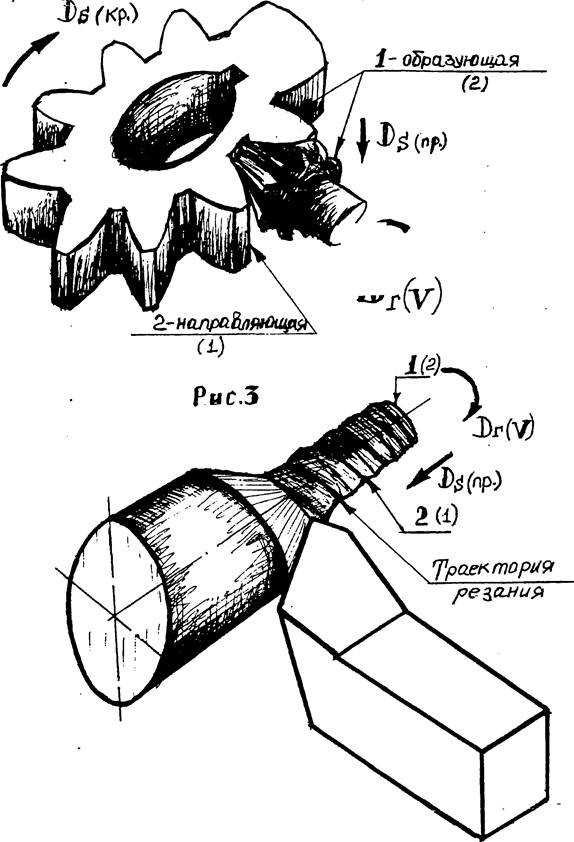
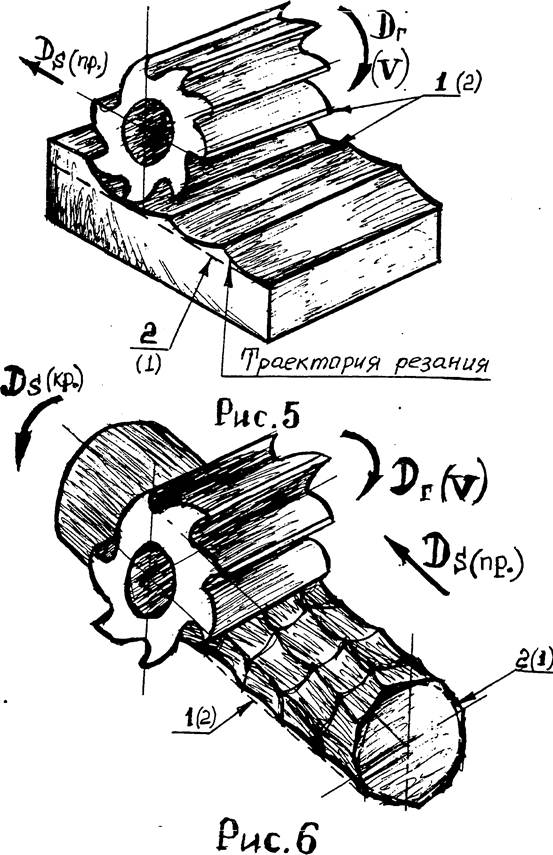
Фрезерование
Технологический метод формообразования поверхностей фрезерованием характеризуется главным вращательным движением и обычно поступательным движением подачи.
Фрезерованием обрабатывают горизонтальные, вертикальные и наклонные плоскости, фасонные поверхности, уступы и пазы различного профиля.
Процесс резания фрезой имеют много общего с процессом резания резцом. Стружкообразование в этом случае сопровождается теми же физическими явлениями: упругой и пластической деформацией металла, тепловыделением, наклепом и т.д.
Каждый зуб фрезы, являющийся многолезвийным инструментом, имеет такие же режущие элементы, как и резец. Весь припуск заготовок последовательно срезая зубьями фрезы.
По сравнению с процессом точения процесс фрезерования имеет следующие особенности:
Похожие работы
... технологической операции, характеризуемая постоянством применяемого инструмента и поверхностей, образуемых обработкой этим инструментом. Технологический переход часто бывает операцией. В этом случае эти технологические действия называются способом механической обработки. Например: наружная поверхность вращения вала может быть обработана множеством способов, одним из которых является способ ...





... последовательность, сначала обрабатываем поверхность, к точности которой предъявляются меньшие требования, а потом поверхности, которые должны быть более точными. Операции согласно типовому технологическому процессу изготовления разбиваем на установы. Индекс около номера поверхности обозначает номер операции, на которой она получена. Индекс 00 – относится к заготовительной операции, буквы А, Б – ...





... ремонт оборудования. Защита от шума Борьба с шумом посредством уменьшения его в источнике является наиболее рациональной. Уменьшение механического шума может быть достигнуто путем совершенствования технологических процессов и оборудования. Расчет допустимого уровня шума Расчетная формула для определения уровня шума, если источник шума находится в помещении, будет иметь вид: , (4.1) где В ...





... , приходящегося на него, менее 138 м3 . Если естественное проветривание невозможно, то в такие помещения нужно подавать не менее 60 м3/ч на одного человека. Среди операций технологического процесса изготовления корпуса присутствуют операции шлифования, на которых воздух загрязняется абразивной пылью, поэтому следует предусмотреть местную вытяжную вентиляцию рисунок 5 [12]. Для улавливания ...
0 комментариев