Навигация
Основы взаимозаменяемости деталей из пластмасс
19362
знака
1
таблица
1
изображение
Содержание
Введение
1. Основы взаимозаменяемости деталей из пластмасс. Общие положения
2. Оценка точности пластмассовых изделий
3. Точность пластмассовых изделий в зависимости от метода изготовления
Литература
Введение
Тема реферата "Основы взаимозаменяемости деталей из пластмасс".
Пластмассовые изделия очень часто являются деталями самых различных конструкций, то есть работают совместно с другими деталями, которые могут быть изготовлены и из пластмасс, и из других конструкционных материалов. Для гарантированной долговременной и надежной работы пластмассовые детали должны иметь и сохранять при эксплуатации заданные размеры. Однако пластмассы как конструкционные материалы имеют целый ряд особенностей, которые влияют на их размерную взаимозаменяемость.
На специфику размерной взаимозаменяемости деталей из пластмасс влияет целый ряд факторов конструктивного и технологического порядка:
1) особенности методов изготовления;
2) изменение размеров во время эксплуатации из-за значительного теплового расширения, водо– и маслопоглощения, усадки при изготовлении и в период работы, ползучести, больших деформации при приложении даже малых нагрузок.
В процессе изготовления пластмассовой детали возникают различные погрешности, которые зависят от:
1) колебания параметров процесса переработки;
2) неточностей оборудования и формующего инструмента;
3) методов измерения;
4) многих других причин случайного характера.
Детали могут иметь различное назначение и выполнять его в соединении с другими деталями. Не все детали и не все размеры одной и той же детали должны быть одинаковыми по точности. Кроме того, достижимая точность различных размеров также различается.
1. Основы взаимозаменяемости деталей из пластмасс. Общие положения
При изготовлении изделий общего назначения требуется лишь минимальный уровень контроля качества. Процессы изготовления таких изделий характеризуются низким уровнем отбраковки и высокой производительностью. Формование изделий технического назначения обходится значительно дороже из-за более высоких требований к форме и техническому контролю. Процессы изготовления таких изделий требуют периодического и достаточно частого контроля качества, что приводит к повышению уровня отбраковки. Высокоточные изделия требуют точного изготовления форм, оптимизации и 100 %-ного контроля технологии изготовления при постоянном контроле качества изделий.
Конструктор, от решения которого зависит в основном себестоимость изделия, должен правильно выбрать размерные допуски, чтобы не слишком удорожать производство.
Экономически оправданным является допуск в пределах 0,25 – 0,3 % от номинального размера, но в каждом конкретном случае допуски назначаются согласно определенным рекомендациям. Следует учитывать, что пластмассы, отличающиеся значительным удлинением и низкой жесткостью, не требуют такой высокой точности изготовления, как, например, металлы, характеризующиеся высокой жесткостью и низким удлинением.
Соблюдение допусков может стать проблемой, если изделие изготавливают из разных материалов или с различной толщиной стенок. Направление и толщина стенки значительно влияет на усадку полимерного материала. Это особенно явно наблюдается в изделиях из стеклопластиков. Ориентация волокна приводит к анизотропии усадки и в продольном и в поперечном направлении, а следовательно, к отклонению размеров. Усадка и связанное с ней соблюдение размеров зависит также от формы изделия.
При проектировании изделий из пластмасс следует заранее решить, достаточно ли установить предельные значения технологических параметров, или необходимо также определить эксплуатационные допуски. Это связано с тем, что пластмассы очень чувствительны к условиям эксплуатации.
Необходимо учитывать, что для аморфно-кристаллических полимеров может проявиться усадочное последействие – усадка изделия после его извлечения из формы. Поэтому контроль качества не следует проводить сразу же после распрессовки изделия. Согласно международным стандартам контроль должен проводиться не ранее, чем через 16 часов хранения изделий при стандартных климатических условиях (23 0С и 50 %-ная относительная влажность) или после соответствующей термообработки.
Сопрягаемые размеры ответственного назначения, например, сопряжение вал – отверстие подшипников, характеризуются определенными значениями эксплуатационных показателей и расположения друг к другу, поэтому к ним предъявляются высокие требования. К несопрягаемым размерам неответственного назначения ("свободным") предъявляются невысокие требования по точности.
При проектировании пластмассовых изделий надо обязательно учитывать, что наиболее точными получаются размеры элементов, расположенных в одной части формы.
Имеется несколько классификаций пластмассовых изделий по точности. По одной из них детали из пластмасс делятся на три группы:
1) Группа I – монолитные плоскостные детали с разнотолщинностью не более 2, т.е. отношение наибольшей толщины стенки изделия к наименьшей не должно превышать 2. К этой же группе относят детали типа втулок толщиной стенок 3 – 5 мм и отношением толщины к диаметру не более 2.
2) Группа II – полые детали в виде коробок, стаканов простой формы, причем допускается толщина стенок при прессовании до 10 мм и при литье – до 6 мм. Разнотолщинность не должна превышать при прессовании 3, а при литье под давлением – 4 мм.
3) Группа III – полые детали сложной геометрической формы с допускаемой разностенностью выше 3 при прессовании и 4 при литье под давлением.
С увеличением габаритных размеров пластмассовых изделий точность размеров понижается. Причинами этого являются деформирование изделий при их извлечении из формы и увеличивающаяся неравномерность охлаждения изделия.
Имеется также классификация по величине отношения модуля упругости Е к пределу текучести σт:

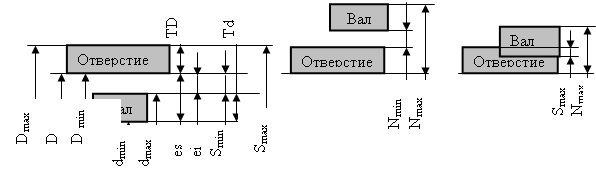
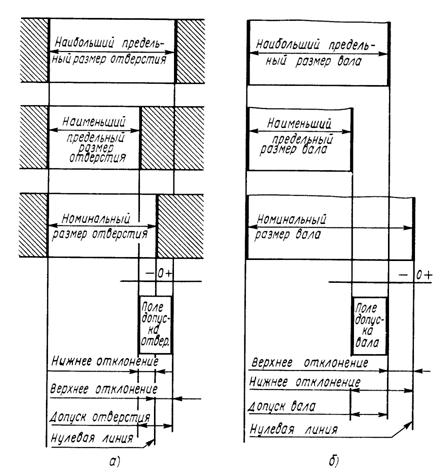
По условиям, предъявляемым к изготовлению или эксплуатации деталей, погрешности могут быть или допустимыми или недопустимыми. Если величина погрешности допустима, ее величина ограничивается предельными размерами или предельными отклонениями, разность между которыми называется допуском размера:
δР = Рнб – Рнм или δР = В.О.Р. – Н.О.Р.,
где Р – размер; индексы "нм" и "нб" - наименьший и наибольший размер; В.О. и Н.О. – наибольшее и наименьшее отклонение от номинального размера.
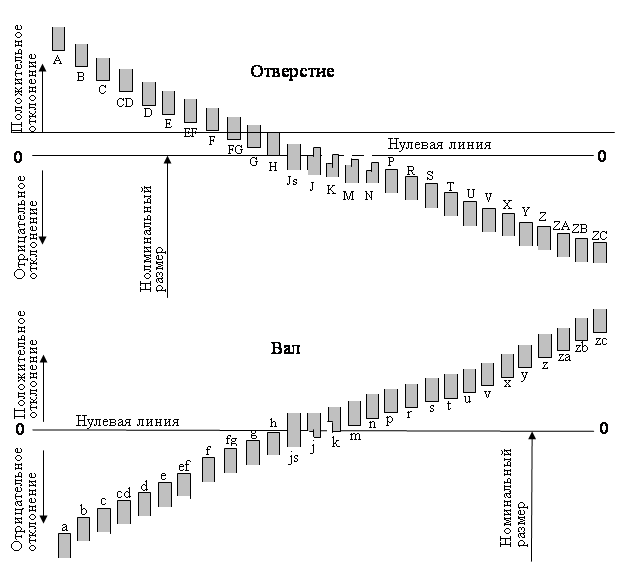
Поле допуска определяется величиной допуска и его расположением относительно номинального размера.
Взаимное расположение двух полей допусков соединяемых друг с другом деталей образует их посадку.
Она может быть:
1) подвижной (с зазором);
2) неподвижной (с натягом);
3) переходной (при частично перекрывающихся полях допусков сопрягаемых деталей в сопряжениях могут быть и зазоры и натяги).
Допуск посадки рассчитывают по допускам отверстия и вала:
δП = δОтв + δВал
Перед проектированием механизмов или машин прежде всего устанавливают функциональные требования к ним (мощность, производительность, точность и т.д.). Эти требования определяют как конструкцию изделия в целом, так и отдельных его сопряжений и деталей. При разработке конструкции какого-либо сопряжения необходимо не только выбрать материал деталей, рассчитать их размеры, установить необходимость механической или термической обработки, но и правильно выбрать посадку и допуск для данного сопряжения.
Установленный при этом функциональный допуск посадки δфП должен обеспечить требуемую надежность и долговечность данных механизма, машины или сопряжения.
Величина функционального допуска складывается их двух частей:
δфП = δсбП + δз.т.П,
где δсбП - компенсирует погрешность при сборке, а
δз.т.П - создает запас точности.
Гарантированный запас точности подвижных сопряжений или кинематических пар является эксплуатационным допуском зазора. Он должен определяться исходя из допустимого изменения выходных эксплуатационных параметров машины, а также обеспечения надежности и долговечности.
Гарантированный запас точности неподвижных соединений является эксплуатационным допуском натяга и должен определяться исходя из возможного увеличения рабочих нагрузок, скорости, ускорений, повышения рабочей температуры, изменения размеров с течением времени и т.д. Необходимо, чтобы в ходе эксплуатации неподвижного сопряжения (при наибольшем действительном натяге) была обеспечена механическая прочность соединяемых деталей, а в конце установленного срока их эксплуатации (при наименьшем действительном натяге) – надежность восприятия нагрузок без разъединения сопряжения.
Устанавливаемый конструктором допуск на погрешности в процессе сборки также разделяется на две части: для охватываемой поверхности δсбВал и для охватывающей поверхности δсбОтв. При этом надо учитывать технологические особенности изготавливаемых деталей.
Допуск δсбП, устанавливаемый конструктором, называется конструкторским и часто обозначается как δк или просто δ. Он должен ограничивать все погрешности, которые могут быть у деталей, поступающих на сборку:
δ ≥ Δобщ = Δт + Δук + Δх,
где Δт - технологическая погрешность, возникающая в процессе изготовления деталей из пластмасс (например, литьем под давлением, прессованием);
Δук – погрешность за счет технологических уклонов (Δук = 2H·tgα);
Δх - погрешность, возникающая при хранении деталей.
Полная технологическая погрешность равна:
Δполн = Δт + Δук
Если деталь без уклонов, то δ ≥ Δт+ Δук
Для неответственных размеров δ ≥ Δт
Технологическая погрешность также является суммарной и включает в себя погрешность изготовления оформляющих пластмассовую деталь элементов пресс-формы, погрешность за счет колебания усадки и т.п.
Для ограничения технологической погрешности введено понятие технологического допуска δт. При этом δт ≥ Δт, а δ ≥ δт .
Технологические допуски предназначаются:
1) для оценки точности изготовления деталей из пластмасс методами литья под давлением и прессования;
2) для установления допусков на межоперационные размеры и расчета припусков на отдельные элементы заготовок, подвергающихся механической обработке;
3) для расчета оформляющих пластмассовую деталь элементов пресс-форм.
Похожие работы
... – 82. Подробный расчет соотношения между допусками диаметра, угла и формы конуса, а также предельных базорасстояний конических соединений приведен в ГОСТе 25307 – 82 и в [10]. 2.8. Взаимозаменяемость резьбовых соединений Резьбовые соединения широко используются в конструкциях машин, аппаратов, приборов, инструментов и приспособлений различных отраслей промышленности. Классификация резьб. ...
... , хранении, употреблении, к огне- и взрывоопасное, к срокам периодического осмотра, контроля, переконсервации и т.п. ЛЕКЦИЯ 4 План лекции: 4.1. Организация процесса проектирования-конструирования и освоения технологического оборудования 4.2. Стадии и этапы разработки конструкторской документации 4.1. Организация процесса проектирования-конструирования и освоения технологического ...





... работы, а именно, рассмотреть методы и формы преподавания дисциплины «Основы взаимозаменяемости и стандартизации» на базе ВУЗа, мы решали ряд задач: 1. Изучить и проанализировать литературу по дисциплине «Основы взаимозаменяемости и стандартизации, а так же изучение особенности методики преподавания технических дисциплин в педагогическом ВУЗе. 2. Изучить структуру, функции и ...
... , называют шихтой. В состав шихты входят топливо, руды (чаще рудные концентраты, так или иначе подготовленные к плавке), металлы (в основном в виде лома), флюсы, шлаки предыдущих плавок и другие оборотные материалы. 1 Пластмассы. Основные компоненты пластмасс. Слоистые пластические материалы 1.1 Общие сведения, основные свойства и компоненты, входящие в состав пластмасс Среди новых ...
0 комментариев