Основные задачи и этапы ТПП
Технологическая документация в системе управления ТПП
ТПП применительно к ОАО «Суджанский завод
Проблемы технологической подготовки производства ОАО «Суджанский завод тракторных агрегатов»
Пути совершенствования уровня ТПП
Возможности открываемые АСТПП
Поиск необходимой информации в проекте на основании запросов
Навигация
Основные задачи и этапы ТПП
Технологическая подготовка производства на примере ЗАО "Суджанский тракторостроительный завод"
59312
знаков
3
таблицы
2
изображения
1.2 Основные задачи и этапы ТПП
Основными задачами ТПП являются освоение производства и обеспечение выпуска новых изделий высокого качества в установленные сроки и заданного количества с высокой экономической эффективностью их производства и эксплуатации, а также совершенствование действующей технологии выпуска изделий.
Они решаются на всех уровнях и группируются по следующим четырем принципам: обеспечение технологичности изделий; разработка технологических процессов; проектирование и изготовление средств технологического оснащения; организация и управление технической подготовкой производства [12. с 80]. Стандартные технологические процессы разбиваются на операции изготовления стандартных или унифицированных деталей (на предприятиях машиностроения), от качества которых зависит надежность изделия.
К основным этапам технологической подготовки производства относятся:
1) разработка технологических процессов;
2) проектирование технологической оснастки и нестандартного оборудования;
3) изготовление средств технологического оснащения (оснастки и нестандартного оборудования)
4) 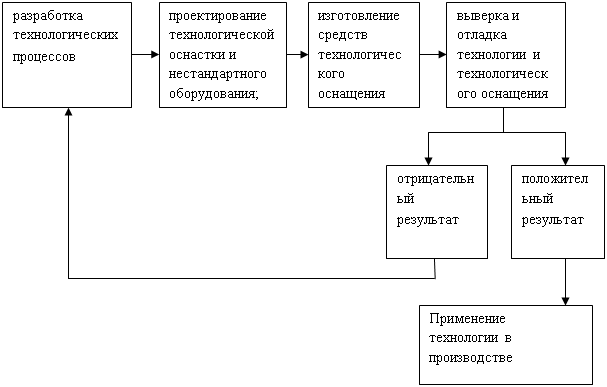
выверка и отладка запроектированной технологии и изготовленного технологического оснащения (рис. 1).
Рис. 1. Последовательность этапов ТПП
На первом этапе осуществляют выбор рациональных способов изготовления деталей и сборочных единиц, разработку новых технологических процессов. Эта работа выполняется на основе: чертежей на вновь спроектированное изделие; ГОСТов, отраслевых и заводских стандартов на материалы, инструмент, а также на допуски и припуски; справочников и нормативных таблиц для выбора режимов резанья; планируемых размеров выпуска изделий.
Содержание работ по проектированию технологических процессов складывается из следующих элементов:
1) выбора вида заготовок; разработки межцеховых маршрутов;
2) определения последовательности и содержания технологических операций; определения, выбора и заказа средств технологического оснащения;
3) установления порядка, методов и средств технического контроля качества;
4) назначения и расчета режимов резания;
5) технического нормирования операций производственного процесса;
6) определения профессий и квалификации исполнителей;
7) организации производственных участков (поточных линий);
8) формирования рабочей документации на технологические процессы в соответствии с ЕСТП.
На втором этапе ТПП, во-первых, проектируют конструкции моделей, штампов, приспособлений, специального инструмента и нестандартного оборудования, а во-вторых, разрабатывают технологический процесс изготовления технологического оснащения, который должен быть достаточно универсальным, но в то же время прогрессивным, совершенным и обеспечивающим высокое качество изготовляемых деталей. Разработка конструкций технологической оснастки осуществляется конструкторскими бюро по оснастке и инструменту в тесной взаимосвязи с технологами, которые проектируют технологические процессы обработки деталей нового изделия.
На третьем этапе ТПП изготавливают всю оснастку и нестандартное оборудование. Это наиболее трудоемкая часть технологической подготовки (60- 80 % труда и средств от общего объема ТПП). Поэтому, как правило, эти работы проводят постепенно, ограничиваясь вначале минимально необходимой оснасткой первой необходимости, а затем повышая степень оснащенности и механизации производственного процесса до максимальных экономически оправданных пределов. На этом этапе осуществляют перепланировку (если это необходимо) действующего оборудования, монтаж и опробование нового и нестандартного оборудования и оснастки, поточных линий и участков обработки и сборки изделий.
На четвертом этапе ТПП выверяют и отлаживают запроектированную технологию; окончательно отрабатывают детали и узлы (блоки) на технологичность: выверяют пригодность и рациональность спроектированной оснастки и нестандартного оборудования, удобство разборки и сборки изделия; устанавливают правильную последовательность выполнения этих работ; проводят хронометраж механообрабатывающих и сборочных операций и окончательно оформляют всю технологическую документацию.
Представленные выше этапы охватывают весь необходимый комплекс работ по ТПП, в том числе конструктивно-технологический анализ изделий, организационно-технический анализ производства, расчет производственных мощностей, составление производственно-технологических планировок, определение материальных и трудовых нормативов, отладку технологических процессов и средств технологического оснащения.
На величину затраченных ресурсов большое влияние оказывает содержание и объем работ по технологической подготовке производства и длительность цикла ТПП. Они зависят от конструктивных и технологических особенностей изделий и типа производства. Чем больше деталей и сборочных единиц входит в изделие, тем больше число операций и соответственно технологических процессов их выполнения, число единиц технологической оснастки и технологических документов, а также трудоемкость ТПП. Длительность цикла ТПП оказывает огромное влияние на величину затрачиваемых ресурсов, незавершенного вспомогательного производства, ускорение оборачиваемости оборотных средств, себестоимость работ по ТПП. Основными направлениями его сокращения являются: увеличение объема работ в параллельном и параллельно-последовательном исполнении и снижение трудоемкости на каждом из этапов.
Основные этапы ТПП более укрупненно разрабатываются в единичном и мелкосерийном производстве. Часто проектирование технологических процессов заключается в разработке лишь технологических маршрутов. В крупносерийном и массовом производстве, когда изготовляется большое число изделий, необходимы более глубокое разделение труда и, следовательно, большая дифференциация операций, т. е. технологические процессы и документация по ТПП разрабатываются более подробно. При этом проявляется закон перехода количества в новое качество [12. с 126].
Из выше изложенного следует, что для наиболее оптимальной работы производства, т. е. с наименьшими трудовыми, временными и финансовыми затратами, необходимо проводить технологическую подготовку производства в соответствии с задачами и этапами, представленными выше. Только в этом случае можно достичь положительного результата.
0 комментариев