Основные задачи и этапы ТПП
Технологическая документация в системе управления ТПП
ТПП применительно к ОАО «Суджанский завод
Проблемы технологической подготовки производства ОАО «Суджанский завод тракторных агрегатов»
Пути совершенствования уровня ТПП
Возможности открываемые АСТПП
Поиск необходимой информации в проекте на основании запросов
Навигация
Технологическая документация в системе управления ТПП
Технологическая подготовка производства на примере ЗАО "Суджанский тракторостроительный завод"
59312
знаков
3
таблицы
2
изображения
1.3 Технологическая документация в системе управления ТПП
Управление технологической подготовкой производства – сложный процесс, в котором участвует большое количество персонала предприятия. Для его эффективной организации, в зависимости от отрасли и масштабов производства, применяют различные системы управления. Так, например, применяется централизованная, децентрализованная и смешанная системы ТПП.
При централизованной системе, применяемой в массовом, крупносерийном и серийном производстве, ТПП выполняется НИИ, КБ или технологическими отделами завода. Технологические бюро цехов участвуют во внедрении технологических процессов и в последующем их совершенствовании. Иногда для ТПП привлекаются проектно-технологические институты (ПТИ) или технологические отделы (бюро) научно-исследовательских институтов, которые (кроме технологических разработок для предприятий) выполняют научно-исследовательские работы в области ТПП для отрасли промышленности.
При децентрализованной системе, применяемой в единичном и мелкосерийном производстве с частой сменой выпускаемых изделий, разработка технологических процессов ведется в основных цехах. Технологические отделы завода кроме методического руководства технологическими службами завода проводят работы по типизации технологических процессов и нормализации (стандартизации) технологического оснащения, а также исследовательские и экспериментальные работы и работы по совершенствованию технологических процессов [11. с 443].
В смешанной системе технологические процессы на новую устойчивую продукцию разрабатываются в технологических отделах, а на часто сменяющуюся в производстве продукцию – в цехах.
При централизованной и смешанной системах отдел главного технолога (ОГТ) может иметь в своем составе такие бюро:
1. технологической документации, конструкторское (по оснастке), нормирования, планирования ТПП, планово-диспетчерское, а также технологические лаборатории (металлургическую, химико-термическую, сварочную, резания);
2. технологические бюро: по заготовительным, механическим и сборочным процессам; предметные бюро (по группам изделия или их отдельных частей) и инструментальное хозяйство (инструментальные цехи, ЦИС).
Функционально ОГТ подчиняются технологические бюро основных цехов. Планирование и координацию всех работ ТПП, контроль за сроками их выполнения и комплектностью подготовки ведет бюро (отдел) планирования подготовки производства (БППП), подчиняющийся обычно заместителю главного инженера по подготовке производства.
В ходе выполнения работ по технологической подготовки производства используется технологическая документация для различных типов производства (единичного, серийного и массового). Она отличается глубиной разработки технологических процессов и степенью их детализации.
Сначала разрабатываются маршрутные межцеховые карты на технологические процессы изготовления деталей и сборочных единиц. Они указывают последовательность прохождения заготовок, деталей или сборочных единиц по цехам и производственным участкам предприятия [12. с 78].
Для изготовления деталей и сборки изделия в единичном или мелкосерийном производствах достаточно иметь конструкторскую документацию, маршрутное или маршрутно-операционное описание технологического процесса либо перечень полного состава технологических операций без указания переходов и технологических режимов.
Для серийного и массового производств кроме маршрутной технологии разрабатывается технологический процесс с операционным описанием формообразования, обработки и сборки. При этом для единичных технологических процессов разрабатывается операционная технологическая карта, для типовых (групповых) технологических процессов - карта типовой (групповой) операции. В них указываются все переходы по данной конкретной операции и способы выполнения каждого, технологические режимы, данные о средствах технологического оснащения, материалах и затратах труда. Обычно в операционных картах помещают эскизные чертежи, изображающие детали или части деталей и содержащие те размеры и указания на обработку, которые необходимы для выполнения данной операции (способ закрепления деталей на станке, расположение инструмента, приспособление и др.). Кроме того, для определенных изделий разрабатываются карты типовых технологических процессов нанесения электролитических покрытий, химической обработки, нанесения лакокрасочных покрытий, ведомости удельных норм расхода растворителей, анодов, химикатов, ведомости подетальных отходов и другие документы.
Исходная информация для разработки технологических процессов может быть базовой, руководящей и справочной. Базовая информация включает наименование объекта, а также данные, содержащиеся в конструкторской документации. Руководящая информация - это отраслевые и заводские стандарты, устанавливающие требования к технологическим процессам, оборудованию, оснастке, документация на действующие типовые и групповые технологические процессы, производственные инструкции, документация для выбора нормативов по технике безопасности и промышленной санитарии. Справочная информация включает документацию опытного производства, описания прогрессивных методов изготовления, каталоги, справочники, альбомы компоновок, планировок и др.
В документообороте организации используют единую систему технологической подготовки производства (ЕСТПП) – (см. рис. 1.) установленная государственными стандартами система организации и управления технологической подготовкой производства (ГОСТ 14.001–73).
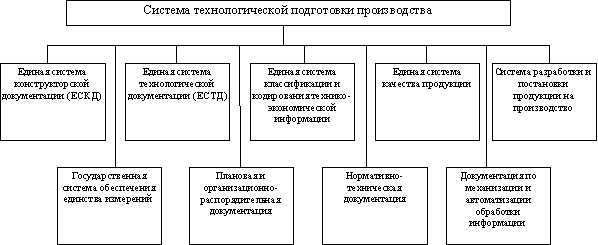
Рис. 1. Состав документации по методам и средствам ТПП
Основное назначение ЕСТПП согласно ГОСТ 14.001–73* заключается в создании системы организации и управления процессом ТПП. Порядок формирования и применения документации на методы и средства ТПП определяется отраслевыми стандартами, стандартами предприятий и документацией различного назначения, разработанной в соответствии со стандартами ЕСТПП.
Главная особенность ЕСТПП заключается в том, что основанная на твердой нормативной базе — стандартизации—эта система обеспечивает высокую мобильность промышленности, которая оперативно при высоких производственно-технических показателях может быть переключена на выпуск требуемой номенклатуры изделий, обеспечивая тем самым возможность непрерывного совершенствования действующего производства путем планомерного внедрения новейших достижений науки и техники.
Из вышеизложенного следует, что система управления производством зависит от отрасли и масштаба производства, а также, что внедрение ЕСТД обеспечивает рациональную организацию технологических работ.
0 комментариев