Навигация
Организационные типы и методы организации производства
27113
знаков
1
таблица
0
изображений
2. Организационные типы и методы организации производства
Особенности деятельности предприятия, специфика конкретных технических и организационных решений существенно зависят от типа производства. Тип производства — это классификационная категория производства, учитывающая такие его особенности, как широта номенклатуры, регулярность, стабильность и объем выпуска продукции. Существуют три типа производства: единичное, серийное и массовое.
Единичное производство характеризуется широкой номенклатурой продукции, малым объемом выпуска одинаковых изделий, повторное изготовление которых в большинстве случаев не предусматривается.
Серийное производство имеет ограниченную номенклатуру изделий, изготовление некоторых из них периодически повторяется определенными партиями (сериями) и суммарный выпуск может быть значительным.
Массовое производство характеризуется узкой номенклатурой продукции, большим объемом непрерывного и длительного изготовления одинаковых изделий.
Отдельно выделяют опытное производство, которое производит образцы или партии (серии) изделий для проведения исследовательских работ, испытаний, доработки конструкции. По опытным образцам разрабатывается конструкторская и технологическая документация для серийного или массового производства. По своим характеристикам опытное производство ближе к единичному.
По признакам типа производства можно характеризовать и производственные подразделения: от рабочего места до предприятия в целом. При этом важной количественной характеристикой является уровень специализации рабочих мест, который определяется с помощью коэффициента закрепления операций, то есть среднего количества технологических операций, произведенных на одном рабочем месте за месяц. Он исчисляется по формуле:
![]()
где kз.о — коэффициент закрепления операций;
n — количество наименований предметов, обрабатываемых на данной группе рабочих мест (на участке, в цехе) за месяц;
mi — количество операций по і-му предмету в процессе обработки на данной группе рабочих мест;
M — количество рабочих мест, для которых исчисляется kз.о.
Рабочие места единичного производства характеризуются выполнением разнообразных операций по различным деталям в пределах технологических возможностей оборудования. Последнее, является универсальным размещается однотипными технологическими группами. Из-за частой смены предметов труда много времени уходит на переналадку оборудования.
Выполнение разнообразных операций в условиях недостаточно отработанных вследствие частого изменения объектов производства технологических процессов требует высококвалифицированных рабочих-универсалов. Ориентировочно для единичного производства kз.о> 40.
На рабочих местах серийного производства выполняются операции с ограниченной номенклатурой деталей, обрабатываемых периодически партиями. Применяется универсальное и специальное оборудование, которое размещается как технологическими группами, так и по предметному принципу. Квалификация рабочих в целом может быть средней, за исключением тех высококвалифицированных специалистов, которые работают на машинах с ЧПУ и на гибких автоматизированных линиях.
В зависимости от широты номенклатуры, величины партий, периодичности их обработки серийное производство делится на мелко-, средне-, и крупносерийное. Рабочие места мелкосерийного производства по своим характеристикам близки к рабочим местам единичного производства с несколько меньшим количеством операций, поскольку предметы обрабатываются малыми партиями. Коэффициент закрепления операций ориентировочно колеблется в пределах 20 < kз.о ![]() 40. Для рабочих мест среднесерийного производства характерным является еще большее ограничение количества выполняемых операций, поскольку партии изделий стабильно повторяются. Оборудование имеет более высокий уровень специализации, 10<kз.о
40. Для рабочих мест среднесерийного производства характерным является еще большее ограничение количества выполняемых операций, поскольку партии изделий стабильно повторяются. Оборудование имеет более высокий уровень специализации, 10<kз.о ![]() 20. На рабочих местах крупносерийного производства предметы обрабатываются большими партиями, оборудование специализированное, 1 < kз.о
20. На рабочих местах крупносерийного производства предметы обрабатываются большими партиями, оборудование специализированное, 1 < kз.о ![]() 10.
10.
Рабочие места массового производства отличаются постоянным выполнением одной операции над одним предметом труда, то есть kз.о = 1. Оборудование является узкоспециализированным, применяется специальное оснащение. Принцип размещения оборудования — предметный. Выполнение элементарных операций на поточных линиях не требует высокой квалификации рабочих, но на автоматизированных системах их квалификация должна быть на уровне техника или даже инженера. Характеристика различных типов производства приведена в табл. 2.1.
Таблица 2.1 Сравнительная характеристика типов производства
| Показатель | Организационный тип производства | ||
| единичное | серийное | массовое | |
| 1.Широта номенклатуры изделий | Неограниченная | Ограниченная количеством типов | Однотипные изделия |
| 2. остоянство изготовления продукции | Продукция почти не повторяется или повторяется через длительные промежутки времени | Продукция периодически повторяется | Непрерывный выпуск продукции |
| 3. ровень специализации рабочих мест | Многочилсенные операции; коэффициент закрепления операций больше40 (kз.о > 40) | Ограниченное количество периодически повторяющихся Операций (1 k<з.о ? 40) | Одна операция (kз.о = 1) |
| 4.ровень специализации оборудования | Универсальное | Универсальное и специальное | Преимущественно специальное |
| 5.Принцип размещения рабочих мест | Технологический | Технологический и предметный | Предметный |
| 6.Уровень квалификации рабочих | Высокий | Средний, высокий в автоматизированных системах | Невысокий на простых операциях, высокий в автоматизированных системах |
Тип производства существенно влияет на организационно-техническое построение и эффективность последнего. От типа производства зависит производственная структура предприятия и его подразделений, выбор технологических процессов, оборудования и оснащения, методов организации производства и управления. Наиболее эффективным является массовое производство, где легко применять высокопроизводительное специальное оборудование и максимально реализовать принципы рациональной организации производственного процесса. Наиболее технически и организационно сложным, а также наименее эффективным является единичное производство. Поэтому важной предпосылкой повышения эффективности производства является увеличение его серийности, переход (по возможности) от единичного к серийному, а от серийного — к массовому производству. Достигается это различными способами, в частности расширением рынка сбыта, что вызывает увеличение размеров серий изделий, унификацией деталей и агрегатов особо сложных машин и приборов, внедрением групповых методов обработки и др.
Производственный процесс осуществляется во времени и пространстве. Организация производственного процесса во времени была нами уже рассмотрена. Пространственная организация производственного процесса предусматривает размещение рабочих мест и их групп (участков, цехов) на территории предприятия и обеспечение передвижения предметов труда по операциям кратчайшими маршрутами. Сочетание этих двух аспектов построения производственного процесса осуществляется благодаря применению соответствующего метода организации производства. Существуют два метода организации производства: непоточный и постоянный.
Непоточному производству присущи такие признаки: на рабочих местах обрабатываются различные по конструкции и технологии изготовления предметы труда, ибо количество каждого из них является небольшим и недостаточным для нормальной загрузки оборудования; рабочие места размещаются однотипными технологическими группами без определенной связи с последовательным выполнением операций, например, группы токарных, фрезерных, сверлильных и других станков; предметы труда перемещаются в процессе обработки по сложным маршрутам, вследствие чего есть большие резервы сокращения перерывов между операциями. После отдельных операций предметы труда часто поступают на промежуточные склады и ожидают освобождения рабочего места для выполнения следующей операции.
Непоточный метод применяется преимущественно в единичном и серийном производствах. В зависимости от номенклатуры изделий и их количества он может иметь различные модификации. Обычно применяются три модификации: единично-технологическая, партионно-технологическая и предметно-групповая.
Поточное производство — высокоэффективный метод организации производственного процесса. В условиях потока, производственный процесс осуществляется в максимальном соответствии с принципами его рациональной организации. Поточное производство имеет следующие признаки:
· за группой рабочих мест закрепляется обработка или сборка предметов одного наименования или ограниченного количества наименований конструктивно и технологически подобных предметов;
· рабочие места размещаются последовательно по ходу технологического процесса;
· технологический процесс имеет высокую по операционную дифференциацию, на каждом рабочем месте выполняется одна или несколько подобных операций;
· предметы труда передаются с операции на операцию поштучно или небольшими транспортными партиями в соответствии с ритмом работы, что обеспечивает высокую степень параллельности и непрерывности процесса.
Широко применяется специальный межоперационный транспорт (конвейеры), который выполняет не только функции перемещения предметов, а и задает ритм работы.
Поточные методы применяются для изготовления продукции в значительных объемах и на протяжении длительного времени, т. е. в массовом и крупносерийном производстве.
Основным структурным звеном поточного производства является поточная линия — технологически и организационно выделенная группа рабочих мест, изготовляющая один или несколько подобных типоразмеров изделий.
Внедрение поточного производства требует определенных условий. Основными из них являются:
· достаточный объем выпуска и досатточная продолжительность строка выпуска продукции;
· высокая стабильность и технологичность конструкции изделия;
· возможность рационального размещения рабочих мест и четкая организация их обслуживания;
· применение прогрессивной технологии, механизация и автоматизация производственных процессов.
На основе анализа продукции, объема ее выпуска, состояния технологического процесса, возможностей его усовершенствования, массы и габаритов изделий выбирается определенная разновидность поточной линии и рассчитываются основные ее параметры: ритм, количество рабочих мест, длина рабочих зон, скорость движения конвейера.
Поточное производство вследствие высокой специализации, механизации и четкой организации производственного процесса является высокоэффективным. Его эффективность проявляется в высокой производительности труда, сокращении производственного цикла и незавершенного производства, лучшем использовании основных фондов. Все это обеспечивает уменьшение затрат на производство. В то же время поточное производство имеет и определенные недостатки.
Самым заметным из них является примитивизация труда рабочих, ограничение его выполнением элементарных механических операций, что является следствием высокой дифференциации технологического процесса. Это делает труд на поточной линии малосодержательным, противоречащим общей тенденции повышения образовательного и квалификационного уровня работников. Весьма, непривлекателен также жесткий ритм работы на поточных линиях, отсутствие самых элементарных творческих элементов в труде.
Этот недостаток поточного производства преодолевается путем его автоматизации и создания автоматических поточных линий. Ныне автоматические линии широко применяются в массовом производстве.
Как существенный недостаток поточного производства в его традиционной узкоспециализированной форме можно назвать и противоречие между его тяготением к конструктивно-технологической стабильности (то есть его консерватизмом) и требованиями динамичности производства, постоянного обновления продукции в соответствии с научно-техническим прогрессом и потребностями рынка. Узкая специализация рабочих мест, их жесткая привязанность к ходу технологического процесса создают трудности для перехода на выпуск новой продукции. Возникает необходимость в замене оборудовании, его перемещении, создания новой оснастки, переквалификации рабочих, что связано с большими затратами времени и средств.
Эта отрицательная сторона поточного производства постепенно нейтрализуется повышением гибкости технологических систем, применением станков с числовым программным управлением, внедрением автоматических многофункциональных манипуляторов-роботов.
Объединение станков с ЧПУ, роботов, автоматических транспортных средств и складов под общим управлением с помощью ЭВМ позволяет создавать гибкие автоматизированные системы (ГАС) с дальнейшим приобщением к ним автоматического проектирования продукции. Такие системы соединяют преимущества поточного (высокая производительность) и непоточного (гибкость) производства, могут применятся во всех его типах, и являются особенно эффективными в серийном производстве.
3. Задача
Определите общую экономическую эффективность капитальных вложений для строительства нового цеха, если капитальные вложения на единицу продукции КВ = 8 грн., себестоимость единицы продукции С = 16 грн., оптовая цена предприятия Цопт = 20 грн., годовой объем производства Q = 10000 ед., уровень рентабельности предприятия R Пр = 0,2.
Решение:
Общая или абсолютная эффективность – это отношение прироста показателя эффекта к объему капиталовложений, вызвавших данный прирост. Данный показатель рассчитывается с целью определения эффекта от внедрения нововведения.
Rраст = ПРед / КВ ед ;
где ПРед - прибыль на единицу продукции;
КВ ед - капитальные вложения на единицу продукции.
ПРед = Цопт ед – СС ед ;
где Цопт ед – оптовая цена единицы продукции;
СС ед = себестоимость единицы продукции.
Тогда:
ПРед = 20 грн. – 16 грн. = 4 грн.
Rраст = 4 грн. / 8 грн. = 0,5.
На основании проведенных расчетов, можно сделать вывод, что Rраст больше существующего уровня рентабельности предприятия 0,5 > 0,2 в 2,5 раза. Следовательно, строительство цеха будет целесообразно, а также полученные результаты свидетельствуют о наличии нововведений на предприятии.
Список использованных источников
1. Новик Л.И. Экономика предприятия: Учебное пособие. – Ялта: ЯУМ, 2006 . – 290 с.
2. Экономика предприятия: Учебник / Под общ. ред. д-ра экон. Наук, проф. С.Ф. Покропивного. – К.: КНЕУ, 2003. – 608 с.
3. Экономика предприятия: Учебник Под ред. проф. В.Я. Горфинкеля, проф. Е.М. Купрякова. – М.: Банки и биржи, ЮНИТИ, 2006. – 568 с.
4. Экономика предприятия: Учебник / Под ред. проф. О.И. Волкова. – М.: ИНФРА-М, 1997. – 360 с.
Похожие работы
... организации; - региональные научные центры. Вторая группа организаций связана с развитием рыночных отношений, приведших к возникновению принципиально новых организационных форм инновационной деятельности. К принципиально новым формам интеграции науки и производства (ко второй группе) можно отнести: научно-технологические парки, малые инновационные предприятия, венчурные организации, финансово- ...
... рабочим органом, функции который будет выполнять созданный в качестве главного организационного инструмента совершенствования РИС – Аналитический Центр Инновационного Развития (АЦИР). Стратегическая функция АЦИР – организационно-правовое и финансовое сопровождение креативной деятельности в регионе, объединение под единым управлением инновационной и инвестиционной функции. Создатели инноваций ( ...

... , 2004. – 382 с. 2. Инновационный менеджмент: Учеб. пособие / Под ред. В.М. Аньшина, А.А. Дагаева. – М.: Дело, 2003.- 528 с. Темы 12. Финансирование в инновационном менеджменте Лекция № 16 (к.т.н. Старовойтенко О.А.) План 12.1.Организационно - экономическое стимулирование нововведений. 12.2.Финансирование и кредитование нововведений. 12.3. Модели рынка нововведений и научно- ...
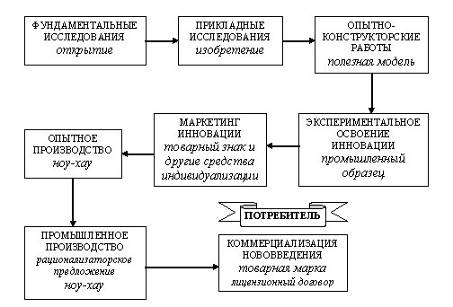
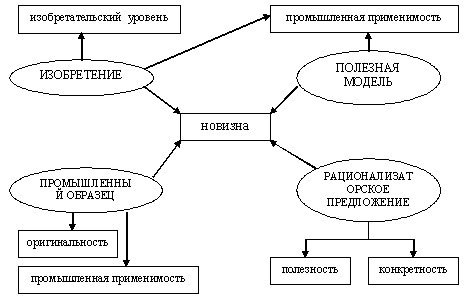
... продукта и оформление лицензионных договоров на объекты интеллектуальной собственности, имеющие отношение к конечному продукту (см. рис. 2.2). Для промежуточных этапов инновационного процесса установлены следующие виды интеллектуальной собственности: для этапа прикладных исследований – изобретение; для этапа опытно-конструкторских работ – промышленная модель; для этапа экспериментального освоения ...
0 комментариев