Навигация
Основи технології обробки конструкційних матеріалів різанням і електрофізичними методами
11235
знаков
1
таблица
4
изображения
МІНІСТЕРСТВО ОСВІТИ І НАУКИ УКРАЇНИ
Національний університет водного господарства
та природокористування
Кафедра „Автомобілі, автомобільне господарство і технологія металів”КОНТРОЛЬНА РОБОТА №4
з курсу
„Матеріалознавство і технологія конструкційних матеріалів”
Розділи:
„ОСНОВИ ТЕХНОЛОГІЇ ОБРОБКИ КОНСТРУКЦІЙНИХ МАТЕРІАЛІВ РІЗАННЯМ І ЕЛЕКТРОФІЗИЧНИМИ МЕТОДАМИ”,
„ОСНОВИ ТЕХНОЛОГІЇ ВИГОТОВЛЕННЯ ДЕТАЛЕЙ ІЗ НЕМЕТАЛЕВИХ МАТЕРІАЛІВ”
(Варіант 23)
Виконав: студент
Перевірив:
к.т.н., доцент
Кім Є.К.
Рівне 20097. Опишіть суть, призначення і основні методи обробки заготовок поверхневим пластичним деформуванням
Суть процесу накатування.
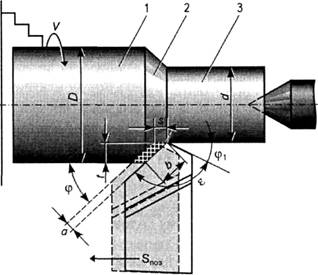
Суть процесу зміцнювального накатування полягає у зминанні виступів мікронерівностей і заповнення впадин за рахунок тиску і переміщень одного або кількох кульок чи роликів по оброблювальній поверхні. В результаті накатування змінюється мікроструктура, фізико-механічні властивості верхнього прошарку металу, підвищуються його твердість і міцність, збільшується стійкість проти спрацювання, шорсткість поверхні Rа = 0,040 мкм, діаметр оброблювальної деталі зменшується на величину залишкових деформацій.
Застосування.
Методом зміцнювального накатування можна обробляти деталі, виготовлені або відновлені з матеріалів, що деформуються без руйнування, у холодному стані: вуглецевих і легованих сталей, чавуну, кольорових металів і сплавів, композиційних матеріалів.
Для зміцнювальної обробки деталей накаткою використовують металорізальні верстати загального призначення: токарні розточувальні, свердлильні, строгальні, фрезерні тощо. Як робочий інструмент використовують спеціальні накатки, деформуючими елементами яких є кульки і ролики, що випускаються промисловістю або спеціально виготовлені. Для підвищення стійкості проти спрацювання на робочі поверхні роликів і кульок наносять тверді сплави. Шорсткість поверхні робочих тіл повинна бути меншою за необхідну відносно поверхні самовстановлюється у будь-якому положенні. Цим вона забезпечує кращі умови пластичного деформування металу дає змогу працювати з меншим тиском і отримувати меншу шорсткість поверхні. Особливістю роликових накаток є те, що ролики мають стабільну вісь обертання і в процесі накатування можуть ковзати по поверхні деталі. Це знижує якість поверхні, сприяючи перенаклепу, порушенню поверхневого прошарку, погіршенню шорсткості і призводить до додаткових витрат енергії. Зменшення поверхні контакту і зусиль, діючих на ролики, досягають розміщенням роликів під кутом до осі оброблюваних поверхонь.
За способом передачі зусилля на деталь розрізняють накатки з жорстким і пружним контактами між інструментом і оброблюваною поверхнею. Жорсткі накатки прості у виготовленні, але вони не забезпечують рівномірного зміцнення оброблюваної поверхні деталі.
Пружна накатка забезпечує кращу якість оброблюваної поверхні деталі, демпфування динамічних навантажень накатування і дає можливість точно регулювати зусилля тиску інструменту на деталь.
Призначення та будова пристрою.
На токарних верстатах, крім звичайних робіт з обробки деталей зняттям стружки, можна виконувати давильні роботи по пластичному деформуванню металу за допомогою роликів і кульок.
Токарні верстати використовують також для виконання розточувальних і фрезерних робіт.
Остаточна обробка поверхні деталей може проводитись як різанням, так і пластичним деформуванням. Для цього застосовують відповідні пристосування.
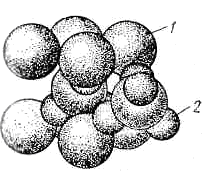
Обробка поверхні деталі пластичним деформуванням за допомогою роликових чи кулькових накаток дозволяє ущільнити поверхневий шар металу і знизити шорсткість поверхні до 8—10-го класу. Обробка зовнішніх циліндричних поверхонь кульковою накаткою (рис. 1), що закріплюється в різцетримачі токарного верстата, проводиться за 2—3 проходи при частоті обертання деталі 1000—1200 об/хв і подовжню подачу супорта 0,06—0,12 мм/об.
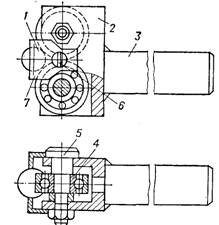
Рис. 1. Жорстка кулькова накатка:
1 — кулька; 2 — корпус підшипника; 3 — державка; 4 — підшипник; 5 - вісь; 6 — гвинт, 7 — сепаратор
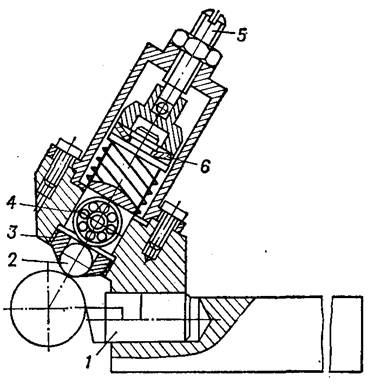
Рис. 2. Пристосування для одночасного обточування та накатування:
1 — різець; 2 — кулька; 3 — обойма; 4 — натискний шарикопідшипник; 5 — регулювальний гвинт; 6 — тарілчаста пружина
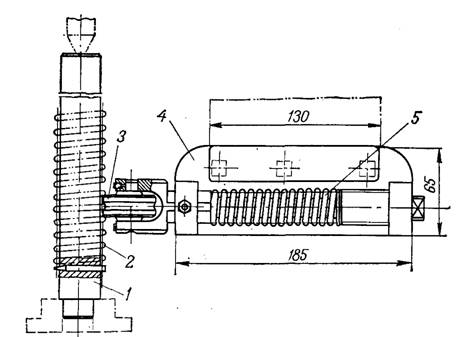
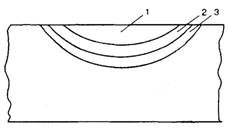
Рис. 3. Пристосування для накатки пружин:
1 — оправлення; 2 — пружина відновлювана; 3 — ролик, 4 — плита; 5 — пружина натискна
Зусилля на деталь може мати величину від 10 до 150 кгс у залежності від матеріалу деталі і призначення операції накатування. У зв'язку зі зменшенням діаметра деталі під цю операцію залишають припуск на обробку в 0,03—0,06 мм. Для більш точної фіксації зусилля на деталь застосовують подпружинені накатки, у яких зусилля на деталь обмежується зусиллям пружини. Обточування й обкатування можна проводити одночасно (рис. 2).
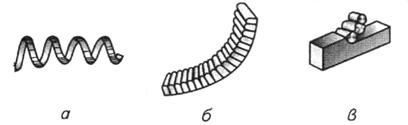
Методом накатування (рис. 3) відновлюють також пружини, що втратили пружність. Пружина насаджується на оправлення з конусностью 10—15°, що має поперечні отвори для закріплення кінця пружини. Накатування проводиться за 2—4 проходи при 80— 100 об/хв.
Методи чистової обробки холодним пластичним деформуванням циліндричних поверхонь відрізняються високою продуктивністю й економічністю і можуть бути успішно впроваджені в ремонтне виробництво замість методів чистової обробки різанням. При цьому забезпечується низька шорсткість поверхні, створюється зміцнений поверхневий шар., При обробці різанням на поверхні утвориться цілком визначене розташування штрихів обробки, зв'язане з кінематикою процесу і не піддається істотному регулюванню. Разом з тим різні експлуатаційні вимоги, пропоновані до деталей машин, вимагають створення в кожнім окремому випадку цілком визначеного мікрорельєфу поверхні деталі, є необхідним напрямком штрихів обробки, потрібною формою нерівностей поверхні і т.п.
Похожие работы
... масовому виробництві полірування проводять в багатошпіндельних полірувальних автоматах. 8. Обкатування поверхонь. Обкатування поверхонь заготовки роликами, що вільно обертаються, або кульками є різновидом оздоблювальної обробки, яка полягає в пластичному деформуванні поверхневого шару заготовки, згладжуванні його нерівностей і зміцненні. Операцію по обкатуванню проводять на токарних верстатах, ...
... під тиском до 0,3 МПа на оброблювану поверхню) застосовують для кінцевої обробки фасонних деталей. Шорсткість поверхні за такого полірування залежить від зернистості абразиву. Серед наведених методів обробки металів найпоширенішим у виробництві є шліфування. Залежно від характеру шліфувальних робіт верстати поділяють на такі основні типи: • круглошліфувальні - для обробки зовнішніх поверхонь ...
... інструментом для створення нових, оригінальних технологічних процесів шляхом комбінування і переміщення методів і умов виконання відомих способів [4Евдокимов, с.7-9]. Розділ 2. Технології поверхневого зміцнення сталевих виробів 2.1 Зміцнення поверхні методом пластичної деформації Ефективними способами зміцнення поверхневого шару є дробоструйна обробка, що дозволяє опрацьовувати сталеві ...
... ією носіїв заряду, що забезпечують велику холівську напругу. Для виготовлення магнітоелектричних приладів використають арсенід індію й телурид ртуті. Термоелектричні прилади виготовляють із напівпровідникових матеріалів, що забезпечують максимальний коефіцієнт ефективності, тобто які мають високу і низьку теплопровідність. Такими властивостями володіють антимонід цинку телурид і селенід вісмуту ...
0 комментариев