Навигация
Назвіть види деревношаруватих пластиків, вихідні матеріали, способи їх виробництва. Наведіть технічну характеристику і назвіть області застосування
11235
знаков
1
таблица
4
изображения
11. Назвіть види деревношаруватих пластиків, вихідні матеріали, способи їх виробництва. Наведіть технічну характеристику і назвіть області застосування
Матеріали і напівфабрикати з деревини.
Деревину, використовувану як вихідний матеріал у виробництві, підрозділяють на круглу і пиломатеріали, Круглі лісоматеріали являють собою очищені від сучків, а часто і від кори, відрізки деревних стовбурів. Їхні розміри записуються двома цифрами зі знаком множення між ними (4X20). Перша цифра позначає довжину в метрах, друга — товщину (діаметр) у сантиметрах верхнього торця без кори.
Пиломатеріали одержують розпилюванням великих лісоматеріалів на пластини, дошки, бруски, бруси двухкатні, бруси четрьохкатні й обаполи.
Пластини одержують при подовжнім розпилюванні колоди на дві половини, а четвертини — на чотири частини. Дошки отримують подовжнім розпилюванням колод по декількох паралельних між собою площинам. Бруски отримують подовжнім розпилюванням дощок. Ширина бруска не перевищує його подвійної товщини, що у свою чергу повинна бути не більш 100 мм.
Одним з розповсюджених напівфабрикатів є шпон , що у залежності від способу вироблена підрозділяється на струганий, лущений і пилений.
Струганий шпон одержують подовжнім струганням тонких смуг на фанерострогальних верстатах із попередньо розпарених кряжів. Струганий шпон з листових порід деревини застосовують для облицювання меблів, як оздоблювальний матеріал у будівництві, а з сосни - в авіаційній промисловості.
Лущений шпон одержують шляхом розлущування чураків довжиною до 1,5 м на одношарові аркуші товщиною 0,55—1,5 мм. Чурак попередньо проварюють. Лущений шпон застосовують для виготовлення фанери, в якості лицювального матеріалу, для виготовлення крутоклеєних заготівель. Одержують його з берези, вільхи, бука, дуба, ясена, липи, сосни, кедра.
Пилений шпон товщиною 0,8—2 мм отримують поздовжнім розпилюванням кряжів з берези, вільхи. Його застосовують для обробки поверхонь, що піддаються дзеркальному поліруванню.
Фанеру одержують склеюванням трьох і більш листів лущеного шпону з різних порід деревини з взаємно перпендикулярним розташуванням волокон у суміжних аркушах. Фанеру випускають трьох марок: ФСФ (фенолформальдегідний клей), ФК (карбамидный клей), ФБК (альбумін-казеїновий клей). По числу шарів шпону розрізняють трьох- п'яти- і багатошарову фанеру. Зовнішні шари фанери називають сорочками, внутрішні - серединками. Порода деревини, з якої виготовлена сорочка, визначає назву фанери.
15. Накресліть кінематичну схему коробки подач вертикально-свердлильного верстата 2А135 і опишіть її будову. Напишіть рівняння кінематичного балансу руху подачі, яке визначає найбільшу і найменшу подачі за один оберт шпинделя верстата
Свердлильні верстати і інструмент.
У ремонтному виробництві використовуються вертикально-свердлильні верстати моделей 2Б118, 2Н118, 2А125, 2Н125 і 2Н135. Останні дві цифри в позначенні моделі показують найбільший припустимий діаметр свердління в суцільному матеріалі. Для свердління невеликих отворів під шплінти, штифти, гвинти і т.д. при виконанні монтажно-складальних робіт застосовуються настільні свердлильні верстати. Радіально-свердлильні верстати в ремонтних підприємствах використовуються порівняно рідко, оскільки вони призначені для свердління деталей великих габаритів; однак у ряді випадків їхнє застосування може бути економічно виправданим.
Основні технічні характеристики деяких вертикально-свердлильних верстатів приведені в табл. 1.
Таблиця 1.
Основні технічні характеристики вертикально-свердлильних верстатів
| Показники | 2Н118 | 2Н125 | 2Н135 |
| Найбільший діаметр свердління, мм Виліт від шпинделя до вертикальних направляючих станини, мм Найбільша відстань від торця шпинделя до робочого столу, мм Конус Морзе Найбільший хід шпинделя, мм Число ступіней частот обертання шпинделя Межі частот обертання шпинделя Найбільше переміщення шпиндельної бабки, мм Найбільший момент, на шпинделі, кгс см Число ступіней подач Найбільше зусилля подачі, кгс Межі подач, мм/об Розміри робочої поверхні столу, мм Найбільше переміщення столу, мм Потужність електродвигуна, кВт | 18
200 650 № 2 150 9 180—2800 300 880 6 560 0,1—0,56 360Х320 350 1,5 | 25 250 700 № 3 200 12 40—2000 170 2500 9 900 0,1-1,6 400X450 270 2,2 | 35 300 750 № 4 250 9 315—1400 170 4000 11 1500 0,1—1,6 450X500 300 4 |
Для прикладу розглянемо вертикально-свердлильний верстат 2А135 (рис. 4). Він має 9 ступіней частот обертання шпинделя і 9 подач. У конструкції верстата 2А135 передбачене автоматичне включення руху подачі після підведення що ріжучого інструменту.
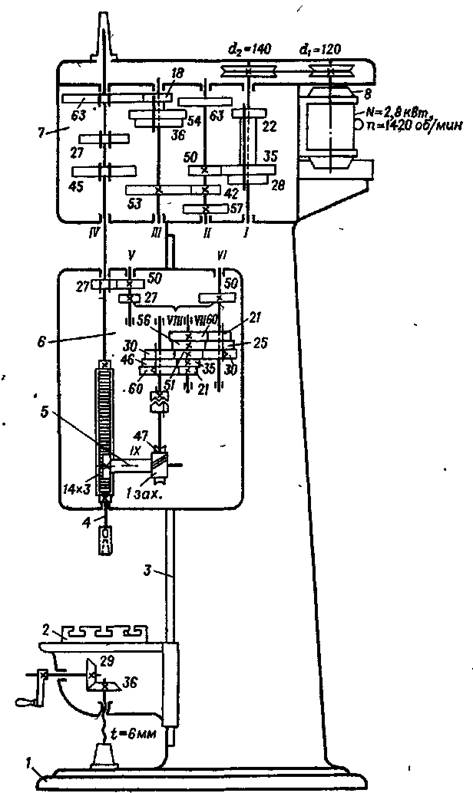
Рис. 4. Кінематична схема вертикально-свердлильного верстата 2А135:
1 — фундаментна плита, 2 — піднімальний стіл; 3 — станина (колона); 4 — шпиндель; 5 — механізм подачі, 6 — коробка подач; 7 — коробки швидкостей; 8 — електродвигун
Література
1. 032-90 Методичні вказівки і контрольні завдання з курсу „Матеріалознавство і технологія конструкційних матеріалів” для студентів спеціальностей 7.091903 та 7.090215 заочної форми навчання. /Кім Є.К. – Рівне: УДАВГ, 1997. – 30с.
2. Казаков Н.Ф., Осокин А.М., Шишкова А.П. Технология металлов и других конструкционных материалов: Учеб. пособие. – М.: «Металлургия», 1975. – 690 с.
3. Гуревич Д.Ф., Зуев А.А. Эксплуатация оборудования ремонтных мастерских. Л., «Колос» (Ленингр. отделение), 1975, - 367 с.
4. Обработка металлов резанием. Справочник технолога /А.А. Панов, В.В. Аникин, Н.Г. Бойм и др. - М.: Машиностроение, 1988, - 736 с.,
5. Мірошник В.О. Фабровський Є.М. Ремонт будівельних і меліоративних машин: Практикум: Навч. посібник /за ред. В.О. Мірошника. – К.: Вища школа, 1995. - 207с.
Похожие работы
... масовому виробництві полірування проводять в багатошпіндельних полірувальних автоматах. 8. Обкатування поверхонь. Обкатування поверхонь заготовки роликами, що вільно обертаються, або кульками є різновидом оздоблювальної обробки, яка полягає в пластичному деформуванні поверхневого шару заготовки, згладжуванні його нерівностей і зміцненні. Операцію по обкатуванню проводять на токарних верстатах, ...
... під тиском до 0,3 МПа на оброблювану поверхню) застосовують для кінцевої обробки фасонних деталей. Шорсткість поверхні за такого полірування залежить від зернистості абразиву. Серед наведених методів обробки металів найпоширенішим у виробництві є шліфування. Залежно від характеру шліфувальних робіт верстати поділяють на такі основні типи: • круглошліфувальні - для обробки зовнішніх поверхонь ...
... інструментом для створення нових, оригінальних технологічних процесів шляхом комбінування і переміщення методів і умов виконання відомих способів [4Евдокимов, с.7-9]. Розділ 2. Технології поверхневого зміцнення сталевих виробів 2.1 Зміцнення поверхні методом пластичної деформації Ефективними способами зміцнення поверхневого шару є дробоструйна обробка, що дозволяє опрацьовувати сталеві ...
... ією носіїв заряду, що забезпечують велику холівську напругу. Для виготовлення магнітоелектричних приладів використають арсенід індію й телурид ртуті. Термоелектричні прилади виготовляють із напівпровідникових матеріалів, що забезпечують максимальний коефіцієнт ефективності, тобто які мають високу і низьку теплопровідність. Такими властивостями володіють антимонід цинку телурид і селенід вісмуту ...
0 комментариев