Навигация
2.2 Матеріали
Аби правильно вибрати деревину, необхідно знати властивості деревних порід.
Хвойні породи використовують як основу при облицюванні деталей шпоною з твердих коштовних порід; тверді листяні породи (дуб, бук, березу звичайну і карельську, волоський горіх, граб, клен звичайне і «пташине око», ясен і ін.) застосовують в натуральному, цілісному вигляді. У мозаїчних роботах використовують шпону листяних і хвойних порід. Для різьблення по дереву при тому, що подальшому труїть і фарбуванні деревини в темний колір вибирають лише деякі листяні породи - липу, осику, вербу, горобину, березу. Якщо хочуть залишити натуральний колір деталей різьбленого виробу, то для його виготовлення беруть грушу, клен, волоський горіх, каштан, дуб і ін.
Хвойні породи в основному мають м'яку деревину, тому для лицьових деталей у виробах використовуються рідко. Це пов'язано з тим, що м'яка деревина чутлива до механічних пошкоджень і ударів. Практика показує, що при дотриманні вимог до технологічного процесу хвойні породи можна з успіхом використовувати для виготовлення меблів.
Вироби невеликих розмірів виготовляють в основному з хвойної деревини без сучків, з красивими, яскраво вираженими річними шарами (кипарис, ялівець, модрина, червона сосна і ін.). Ялина з великою кількістю сучків, а також біла сосна і ялиця - породи, що вимагають додаткової декоративної обробки тонуванням або орнаментальним різьбленням. Деревина хвойних порід легко забарвлюється, але при інтенсивному забарвленні колірний тон глушить її декоративні властивості.
При висиханні деревина стискується в об'ємі і піддається природному викривленню.
У столярній справі потрібно правильно визначати час сушки дерева, оскільки і недосушений і пересушений матеріал однаковою мірою непридатний для роботи. В умовах експлуатації з нормальною вологістю середовища пересушена деревина неминуче вбере вологу з повітря і покоробиться. На нормальний стан деревини згубно впливає і змінна зміна температури: матеріал при цьому тріскається.
На стан деревини, її сушку і розбухання впливає ряд причин: час заготівки, тривалість, умови витримки і тому подібне В дерева, заготовленого взимку, деревина (в порівнянні з літньою заготівкою) менш волога, оскільки в цей період воно уповільнює своє зростання. Необхідно пам'ятати, що недосушування і пересушування найсильніше позначаються на твердих і щільних породах і слабкіше - на м'яких і рихлих. Для виробу необхідно підбирати деревину однорідних по структурі порід, аби міра усихання заготовок була однаковою.
В розпилювального матеріалу при висиханні спостерігаються прогини і опуклості, тобто відбувається його викривлення. В центрової дошки викривлення буде ледве помітним, оскільки тверда ядерна деревина усихає значно менше заболоні.
Придатність столярного матеріалу якоюсь мірою можна визначити по зовнішніх ознаках ствола зваленого дерева. При відборі деревини звертають увагу на променеві тріщини в торці: відсутність їх або наявність дрібних тріщин свідчить про доброякісність матеріалу; глибокі тріщини є ознакою його низької якості. При глибоких променевих тріщинах в стволі можуть бути порожнини, які, наприклад в сосни, заповнюються смоляною речовиною - живицею (цей порок сосни називають засмолком). Якщо тріщини йдуть по річних шарах деревини, тобто дугами, то таке дерево непридатне для столярних робіт.
При виборі деревини м'яких хвойних порід звертають увагу на щільність річних шарів. Чим вони густіше і переходи їх плавніше, тим деревина щільніше і однороднее, а значить, якісний. Широкослойність деревини вказує на її рихлість і незначну міцність; вироби з такої деревини не повинні піддаватися різким і змінним навантаженням. Паралельність річних шарів свідчить про відносну прямолінійність деревини в подовжньому розрізі, а отже, про доброякісність матеріалу.
В окремо зростаючих дерев після валяння і розпилювання можна спостерігати непаралельність деревних волокон, тобто косослойність. Разом з косослойністю в таких дерев ядерна частина зміщена до заболоні. Деревина з цими пороками більше тріскається і сильніше коробиться.
При відборі деревини слід звертати увагу на вік дерева. Молода деревина м'яка і рихла, а стара більшою мірою схильна до гниття, тому краще всього вибирати деревину середнього, зрілого періоду зростання. Так, для столярних робіт кращою вважається деревина сосни у віці 80-90 років, дуба – 80-150, берези і ясена – 60-70, їли - 120, вільхи - 60 років і так далі. Вік зваленого дерева визначають по його поперечному розрізу, на якому добре видно річні шари.
У столярній справі одні деревні породи вважаються більш, інші - менш гнучкими (пружними). В той же час деревина осінньої заготівки гнучкіша, ніж зимовою. Встановлено, що найбільшою мірою гнучкість дерева виявляється в його середньому віці.
Гнучка порода легко гнеться, але важко ламається. Слід знати, що по гнучкості сосна поступається липі, а вільха - березі. Липа, береза, ільм, осика є найбільш гнучкими; потім слідують дуб, бук, ялина, ясен, клен; найменш гнучкими вважаються модрина, вільха, граб, ялиця, сосна. Гнучкість дерева багато в чому залежить від місця його зростання, наявність в грунті різних живильних элементів, в якому зростає дерево (у гущавині лісу або на відкритому місці), наявність сучків і так далі
У столярній справі при гнутті деревини дуже важливим є таке її властивість, як в'язкість. При високій в'язкості дерево гнеться по всіх напрямах не ламаючись, але і не приймаючи колишньої прямолінійності. Такою якістю володіють клен, в'язнув, ялівець, ліщина, береза, ясен, модрина, бук, молодий дуб і т. д.; крихкими породами вважаються вільха, осика, ялина і ін.
Великою мірою на в'язкість і крихкість деревини робить вплив грунт, на якому зростає дерево. Так, якщо сосна і бук зростали на вологому грунті, то їх деревина матиме високу в'язкість, а якщо на сухій - те середню. Дуб має високу крихкість, якщо виростає у вологій або дуже сухій середовищу. У виробничих умовах для здобуття однорідної в'язкості певні породи перед обробкою заздалегідь пропарюють, насичуючи деревину вологою, а потім піддають гнуттю.
Деревина має властивість розколюватися по напряму волокон і чим прямолінійніша її структура, тим легше вона розколюється. Щільні і гнучкі породи розколюються легше м'яких. Сучковатість, завилькуватість, напливність і перепутанність деревних волокон знижують міру розколювання. Легше розколюються дуб, бук, ясен, вільха, ялина і ін., важче - груша, тополя, граб і так далі Для різьблення підбирають породи з нижчою мірою розколювання.
Довге зберігання деревини знижує її міцність, тому столяр повинен дотримувати умови зберігання матеріалу, а готові вироби захищати від атмосферних впливів, покриваючи їх лаками, мастиками і так далі
Відбираючи матеріал для столярних робіт, столяри звертають увагу на колір в розрізі або відщепи деревини. Якщо її колір нерівномірний або дуже яскравий, то це свідчить про грибкове захворювання, що почалося. Таке дерево непридатне для столярної роботи.
Сучки в деталях конструкцій небажані, оскільки знижують міцність деревини. При висушуванні деревини вони зазвичай випадають. В хвойних порід порожнина випавшого сучка заповнюється смолистою речовиною і тоді спостерігається «тютюновий» сучок. Матеріал з наявністю великої кількості сучків використовують для невідповідальних конструкцій.
Склеювання. Клеї
Склеюванню піддаються елементи меблів, облицювальні листи фанери, шпони (про приклеювання шпони буде сказано особливо), накладних прикрас і так далі. В цьому процесі велике значення має підготовка поверхонь до початку їх склеювання.
При вживанні білкових клеїв (столярного, казеїнового) час від нанесення клею до запрессовки (пригруза) повинен складати без підігрівання не більше 10 хвилин. Найбільш оптимальний тиск при запресовці - 3-5 кг/см2. Тривалість запрессовки для елементів колючкуватої в'язки і щитів близько 2 годин, при фанеруванні - до 4 годин. Витримка деталей і елементів після зняття струбцин - до 1 доби. Наноситься клей зазвичай шаром 0,06-0,12 мм.
Фарбування підрозділяється на поверхневе (пряме), протравне і таке, що проявляється.
Деякі розчини для поверхневого фарбування:
а) «під горіх» - горіхова морилка - 20 г на 1 літр води, Бейц - 50 г
б) у чорний колір (тополя, бук, граб) - водорозчинний нігрозин - 50 г
в) береза, у вишневий колір - кислотний хром жовтий «Н» - 2 г, хром коричневий «К» - 10 г, кислотний хром чорний - 3 г, спирт нашатирний - 10 г на 1 літр розчину
г) береза, в червонувато-коричневий колір - горіхова морилка - 20 г на 1 літр води, фарбник «Рубін» - 2 грами
д) «під морений дуб» - кассельска бура фарба - 50 г, поташ - 2 г, вода, що дистилює, - 100 р.
е) вишнево-червоний колір - анілінова вишнева фарба - 3 г, вода з температурою до 80°С - 150 г
ж) «під горіх» (для берези і клена) - англійська сіль - 30-міліграм, марганцевокислий калій - 30 г на 1 літр води
з) «під морений дуб» - поташ 16 г, коричнева суха анілінова фарба - 20 г, вода - 500 р. Ця суміш повинна прокип'ятитися протягом 25-30 хвилин, потім додати чайну ложку оцту.
Столярна плита - ще один матеріал, що повністю складається з натуральної деревини. По структурі нагадує «сэндвич», в якому між двома шарами фанери затиснута соснова серцевина. Столярну плиту використовують для виготовлення меблевих фасадів і каркасів, «прикрашаючи» і захищаючи зовні обробним матеріалом.
Шпона - тонкий зріз деревини, який наклеюють на основу (наприклад, плиту ДСП) і покривають декількома шарами меблевого лаку. Створюється враження, що меблі повністю зроблені з масиву дерева, але при цьому вона коштує набагато дешевше. Правда, аби добитися цього ефекту, шпона має бути ретельно підібрана за кольором і фактурі. Мабуть, в цьому і полягає головна вимога до нього.
Деревні плити
Тут безумовний лідер - ДСП (деревно-стружкова плита). Проте останнім часом її «доганяє» MDF (Middle Density Fiberboard, що в перекладі з англійського означає «средньоплотне волокнисте покриття»). ДСП і MDF роблять приблизно за однією технологією, але ДСП - із стружок і дрібної тріски, а MDF - з тирси, подрібненої до порошкоподібного стану.
Скло і дзеркало
У виробництві сучасних меблів використовують два види скла і дзеркал: звичайне і безпечне. Простий варіант безпечного скла (дзеркала) - «листовий» матеріал, наклеєний на синтетичну плівку. Як і будь-яке скло, воно б'ється (правда, для цього потрібно більше зусиль, чим зазвичай), але, навіть розбившись, не розлітається на дрібні осколки. Ще надійніший варіант - триплекс (багатошарове скло, в якому спеціальна плівка знаходиться між шарами матеріалу). Безпеку дзеркала і скла мебельники стали використовувати порівняно недавно.
Безпечне скло для меблевого виробництва буває прозоре, тоноване, кольорове і матове. Що стосується дзеркал, то окрім срібних є ще бронзові, золоті, графітові і навіть блакитні і зелені. Додатковими прикрасами такого скла або дзеркала можуть бути «накладки» з металу або дерева.
Синтетичні матеріали
Обробний пластик, меблеві плівки, кромки, профілі, лаки, фарби, клеї, просочення - ось далеко не повний перелік виробів, до складу яких входять синтетичні компоненти.
Обробний пластик - листовий або рулонний матеріал, в який «одягають» головним чином столешниці і меблеві фасади.
Ще один поширений матеріал кромки - профілі з ПВХ. Аби їх пустити в справу, не потрібно жодного спеціального устаткування. Вони досить жорсткі, такий профіль можна просто «одягнути» на торець («П»-форма) або зафіксувати в пазах заготовки («Т»-форма). Але з іншого боку, профілі з ПВХ все-таки гнуться, тому їх широко застосовують для обробки закруглених кутів. ПВХ-профиль надає готовим меблям закінченому вигляду. Профіль з ПВХ - досить поширений матеріал кромки
3. Технологічна частина
Збирання рами
1. Робимо чотири копії шаблону нижньої частини ніжок відповідно до вибраного варіанту і відкладаємо їх вбік. Випилюємо ніжки А вказаної ширини і довжини.
2. Аерозольним клеєм наклеюємо шаблони на кожну з ніжок А. Якщо варіант з прямими ніжками, випилюємо нижні звуження за допомогою електролобзіка, після чого шліфуємо профіль.
3. Випилюємо щаблину рам В по вказаних розмірах. Для варіанту столика із вигнутими ніжками, розмічаємо і випилюємо дуги в двох щаблинах. Потім за допомогою спеціального пристосування-кондуктора свердлимо косі отвори на кінцях всієї щаблини.
4. Починаємо збірку рами, закріпивши шурупами щаблини в рівень з верхніми торцями двох ніжок.
Для столика із зігнутими ніжками використовуємо щаблину з дугами. Потім розміщаємо під верхньою щаблиною проставку з обрізка дошки завдовжки 152 мм, притиснувши її до ніжки.
Закріплюємо шурупами наступну щаблину, щільно притиснувши її до проставки. Зробимо проставку довжиною 298 мм і використовуємо її для установки нижньої щаблини. Так само збераємо іншу раму.
Виготовляємо корпус
1. Випилюємо бічні стінки і полиці по вказаних розмірах.
2. Вирізаємо шість бічних щаблин по вказаних розмірах. Приклеюємо їх зверху і знизу до бічних стінок, вирівнявши рівень їх задньої сторони і поєднавши торці з бічними кромками. Дві щаблини, що залишилася, знадобляться пізніше.
3. Виготовляємо пару кутових стягувань. Приклеюємо полицю D до зібраної боковини С/Е.
4. Коли клей висохне, склеюємо разом два Г-подібні вузли C/D/E і фіксуємо збірку струбцинами.
5. Остаточно шліфуємо корпус абразивами зернистістю до 220 одиниць. Потім центруємо корпус C/D/E відносно нижнього отвору однієї з рам А/В, так аби верхня полиця D була розташована на 6 мм нижче за верхню грань середньої щаблини В.
Піднімаємося вгору
1. Встановлюємо дві бічні щаблина-царги Е. Закріплюємо бічні царги між ніжками А шурупами, укрученими в косі отвори (фото Н).
2. Вирізаємо опорні планки F по вказаних розмірах. Свердлимо в них ряд отворів, що перекриваються, аби сформувати щілинні отвори шириною 5 мм в одного з кінців кожної планки.
3. Прикріплюємо дверцята
4. Охорона праці. Безпека праці
Загальні правила організації робочого місця:
• на робочому місці повинні бути матеріали, інструменти і приспосіблення тільки ті, які необхідні для даної роботи;
• площа робочого місця не повинна викликати додаткових рухів, перепон в роботі;
• інструменти на робочому місці потрібно розміщувати в найбільш зручному, завжди однаковому порядку, щоби не тратити час на їх пошук;
• кожне приспособлення повинно знаходитися на постійному місці – поблизу працюючого;
• всі інструменти і приспосіблення повинні бути справними;
• основні матеріали повинні розміщуватися так, щоби можна було їх брати для подальшої обробки не тільки без переходів, а й без лишніх рухів;
• робоче місце повинно мати нормальне освітлення, опалення та вентиляцію.
Правила безпечної роботи діляться на загальні для всіх працівників і спеціальні, складені для кожної групи спеціальностей.
При організації робочого місця слід звертати увагу на правильному розміщенні інструментів та пристроїв на робочому місці (інструменти повинні знаходитися в робочій зоні, розміщення їх повинне бути зручне у використанні).
Найбільш небезпечним моментом в роботі ручними пилами є запил. При роботі викружною пилою можливий розрив її полотна. При пилянні не можна тримати пальці лівої руки поблизу пропилу. Особливу увагу звернути на спецодяг (не повинно бути звисаючих частин).
При ручному струганні деревини слід дотримуватись таких правил безпеки праці:
1. Оброблювальний інструмент слід міцно закріплювати у верстак або інший пристрій.
2. Не слід класти інструмент лезом догори, до себе.
3. Всі інструменти мають бути добре загострені.
4. Заточувати інструмент на точилі можна лише в захисних окулярах. Заточувальний інструмент надійно закріплювати.
5. Наждачний круг і різальні інструменти мають бути закритими захисними кожухами.
6. Інструмент необхідно зберігати в спеціально відведених місцях.
7. Не можна залишати інструмент на краю верстака, настилу.
8. При вибиванні ножа рубанка необхідно підтримувати його великим пальцем.
9. Прибирати стружку з боку підошви рубанка забороняється.
10. Під час стругання не допускається, щоб перед оброблюваною деталлю знаходився інструмент чи побічний матеріал.
При ручному свердлінні слід дотримуватись таких правил безпеки праці :
1. Оброблювальні заготівки слід міцно закріплювати у верстак або інший пристрій.
2. Передавати інструмент з рук в руки лише ручкою вперед.
3. Всі інструменти мають бути добре нагострені.
4. Заточувати інструмент на точилі можна лише в захисних окулярах. Заточувальний інструмент надійно закріплювати.
5. Наждачний круг і різальні інструменти мають бути закритими захисними кожухами.
6. Інструмент необхідно зберігати в спеціально відведених місцях.
7. Не можна залишати інструмент на краю верстака, настилу.
8. Наприкінці свердління обертання свердла слід сповільнити, щоб не пошкодити нижній край отвору.
9. Висвердлюючи горизонтальні отвори, ручку-головку впирають у кортус, притискаючи її рукою, а не грудьми.
10. Свердлильний інструмент слід тримати так, щоб свердло не було направлено в бік робітника.
Вимоги безпеки перед початком роботи
Провірити гостроту заточки, рівномірність розведення зубів пили, упевнитись в відсутності тріщин, зламаних зубів, згину полотна пили. Дискові пили не допускається експлуатувати при відсутності хоча б одного зуба.
Провірити правильність установки і кріплення пильного диска. Короткочасним включенням провірити напрям обертання пили. Пильний диск повинен обертатись назустріч подаваному матеріалу.
В станку з нижнім розміщення пильного валу вершини зубів пили повинні виступати над площиною стола на відстань, рівну висоті пропилу плюс не менше 10 мм, а в станках з верхнім розміщенням пильного вала повинен бути не нижче площини стола на 3...5 мм.
Провірити наявність і справність огородження пильних дисків і приводу стола. Пильні диски не повинні дотикатись огородження.
Упори повинні бути гострими, не прокручуватись в напрямі, зворотному подачі матеріалів. Зазор між нижніми кромками упорів і поверхнею подаючого пристрою станка повинен бити не більше 2 мм; зазор між пластинками упорів—не більше 1 мм.
Провірити стан дерев’яного вкладиша в столі станка. Ширина щілини пили в дерев’яному вкладиші, виготовленого з деревини твердолистяних порід, не повинен перевищувати 10 мм. Вкладиш повинен щільно входити в отвір станка, а робоча поверхня його—лежати в одній площині з робочою поверхнею стола. Пильний диск не повинен дотикатись кромок вкладиша.
Провірити наявність і правильну установку розклинюючого ножа. Розклинюючий ніж установлюють за диском пили на відстані між ножем і пилою не більше 10 мм по всій його довжині.
Висота ножа повинна бути не менше висоти робочої частини пили.
На багатопильних станках розклинюючі ножі установлюють позаду крайніх пил, а напрямні ножі—позаду пил, розміщених між крайніми пилами.
Провірити щоб пили, установлені на одному валу, мали однаковий діаметр, товщину, профіль зуба, розвід, плющення, пайку. Допускається установлювати пили діаметром, відрізняючимся не біль чим на 5 мм.
Провірити короткочасним включенням дію блокіровочних пристроїв: огородження ріжучого інструменту і приводу станка; аспіраціонної системи; механізму для підйому завіси з упорів; механізму подачі. Провірити дію тормозних пристроїв.
Впевнитись в справності дії місцевих відсосів.
Вимоги безпеки під час роботи
Перед включенням станка попередити лиць, працюючих одночасно.
Подачу пиломатеріалів виконувати рівномірно, без товчків. Зменшити зусилля подачі при наявності в дошці тріщин, гнилі і сучків. Допилювання заготовок при ручній подачі проводити за допомогою штовхача.
Слідкувати, щоб в станок не поступали дошки з цвяхами і іншими інородними включеннями.
На станках з механічною подачею оброблювати деталі тільки по товщині заданого розміру, на висоту якого встановлено притискні ролики.
Слідкувати, щоб довжини оброблювального матеріалу була більшою відстані між осями передніх і задніх посилочних роликів, дисків не менше ніж на 100 мм.
На станках з ручною подачею оброблювати пиломатеріали коротше 400 мм і вужче 30 мм тільки з допомогою спеціальних шаблонів.
Вилучати обрізки, застрявші в щілині, тільки при повній зупинці пили за допомогою спеціального крючка.
Не тормозити пили, нажимаючи яким-небудь предметом на поверхню диска чи зубів.
Не знаходитись в площині працюючої пили в зоні можливого викиду оброблювального матеріалу.
Не заглядати під огородження пильного валу до повної зупинки його в випадку попадання обрізків в щілину.
Не розпилювати одночасно декілька заготовок без спеціального пристрою, забезпечуючого прижим їх до напрямної лінійки.
Не оброблювати в станку обледенілі дошки.
Обзор, очистку, обтирку, провірку точності обробки деталі, закріплення огорожі, ручну прибирання обрізків і опилків з стола станка виконувати тільки при повній зупинці пильного вала.
При появі стуку, вібрації, зміни характеру шуму, перегріві ріжучого інструменту потрібно виключити станок і повідомити майстру.
Висновок
Обробка дерева - одне з перших ремесел, яким оволодівала людина. Багато що, що оточує нас в побуті - меблі, двері, вікна, підлоги - зроблено з дерева, все це робить майстер столярних робіт. Важливий розділ столярного мистецтва - уміння вибирати матеріал і правильно його обробити, аби виріб приносив естетичну насолоду людям.
Деревина як матеріал застосовується в усіх галузях народного господарства, але значна кількість деревини використовується в будівництві. Дякуючи своїм якостям - порівняно високої механічної міцності, малої теплопровідності, не великої щільності, легкості обробки, стійкості до кислот, солей, масел-деревину широко використовують для виготовлення несучих і обгороджуючих елементів будівель спорудження ферм, арок, балок, прогонів, стійок, панелей, лаг, підлоги, вікон, дверей та ін:Великий, розвиток отримують дерев'яні клеєні конструкції, використання яких цілеспрямовано в усіх видах будівництва і в першу чергу в сільськогосподарських будовах у вигляді арок, прогонів, а також при спорудженні підприємств з хімічноагресивним середовищем. Застосування клеєних конструкцій дозволяє використовувати маломірні відходи деревини шляхом їх склеювання в елементи будівельних конструкцій.
В наш час при виконанні столярнобудівельних робіт застосовують ручний механізований інструмент, який був створений спеціально для кожного виду робіт. Сучасний інструмент сьогодні дуже урізноманітнений. Інвентар може поміститися в ручному чемаданчику для столяра будівельника, тесляра, паркетника і інших будівельних робіт.
Столярно-будівельні деталі і вироби виготовляють на деревообробних підприємствах поточним способом із застосуванням напівавтоматичних і автоматичних ліній.
Список використаної літератури
1.Амалицкий В.В. Деревообрабатывающие станки и инструменты, 2008
2.Крейндлин Л.Н. Плотничные работы.-М.:Высшая школа, 1996
3.Діагностика властивостей деревини в технологічних процесах деревообробки : монографія / І.М. Озарків, Є.В. Басалига, Я.Ф. Кулешник та ін. ; Укр. держ. лісотехн. ун-т. - Л. : Панорама, 2003
4.Крейндлин Л.Н. Столярные работы.-М.:Высшая школа, 1996
5.Григорьев М.А. Материаловедение для столяров и плотников.-М.: Высшая школа, 1991
6.Розміщення продуктивних сил України: Піручник /Е.П. Качан, М.О. Ковтонюк і інші/ - К.: Вища школа, 1998
7.Рига В.В., Гушулей И.М. Справочник по обработке древесины: Пособие для учащихся учеб.-произв. комб. и цехов.-К.:Радянська школа, 1994.
8.Коротков В.И. Деревообрабатывающие станки, 2007
9.Клюев Г.И. Мастер столярного и мебельного производства, 2008
10.Клюев Г.И. Справочник мастера столярного и мебельного производства, 2007
11.Степанов Б.А. Справочник плотника и столяра, 2004
12.Клюев Г.И. Столяр (повышенный уровень), 2007
13.Столярно-плотничные и паркетные работы. Иллюстрированное учебное пособие, 2004
14.Клюев Г.И. Столярно-плотничные, стекольные и паркетные работы повышенной сложности, 2007
15.Степанов Б.А. Материаловедение (деревообработка), 2007
16.Соколова Е.Н. Материаловедение (металлообработка): Рабочая тетрадь, 2008
17.Степанов Б.А. Материаловедение для профессий, связанных с обработкой дерева, 2009
18.Рыкунин Н. Технология деревообработки, 2008
19.Клюев Г.И. Технология столярно-плотничных и паркетных работ: Рабочая тетрадь, 2007
20.Технологія деревинної маси [Текст] : навч. посіб. / Р.О.Козак, П.А.Козакєвич. За ред. Бехти П.А. ; Укр.держ. лісотехн. ун-т. - К. : Основа, 2004
21.Сучасні теоретичні розробки в деревообробному і меблевому виробництвах [Текст] : зб. наук.-техн. праць. - Л. : [б. и.], 2002
22.Дереворежущий инструмент [Текст] : каталог / Інтекс. - Каменец-Подольский : [б. и.], 2003
23.Методологія наукових досліджень технологічних процесів [Текст] : підручник для студентів вищ. навч. закладів / П.В. Білий, М.Г. Адамовський, Я. М. Ханик та ін. - Л. : Панорама, 2003
24.Калібрування-шліфування деревностружкових плит жорсткими абразивними інструментами [Текст] : моногр. / О.А. Кійко ; Укр. держ. лісотехн. ун-т. - Л. : Панорама, 2005
25.Каталог фрез [Текст] : каталог / ИБЕРИУС-Киев ТМ. - К. : [б. и.], 2005
Похожие работы
... для відвідувачів - одна з найважливіших задач, що стоїть перед системою громадського харчування сьогодні. У дипломній роботі ми розглянемо технологічний процес приготування страв з м’яса яловичини, що є досить бажаними у всіх закладах громадського харчування, зокрема на цих стравах спеціалізується ресторан вищого ґатунку «Козачок». В роботі був розглянутий ресторан «Козачок» з боку оснащеності ...
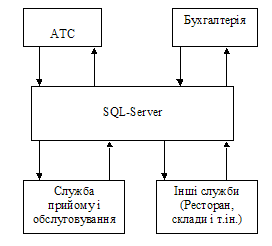
... готелі “Братислава працює ефективно. Але аналіз системи виявив, що є резерви збільшення ефективності. Одним з можливих напрямків збільшення ефективності роботи є більш ефективне використання комп’ютерних технологій. РОЗДІЛ 4. Резерви вдосконалення роботи готельного комплексу «Братислава» Для оптимізації управління готелем пропонується перейти на єдину інформаційну сіть. Таблиця 1 - План ...
... на 325 грн., що негативно вплинуло на обсяг товарообігу. Важливим чинником збільшення обсягу товарообігу та випуску продй ції власного виробництва є зростання продуктивності праці. На підприемствах ресторанного господарства підвищення продуктивності праці модйжна досягти шляхом впровадження високопродуктивної сучасної техніки та передової технології, наукової організації виробництва та праці, ...

... вузла для персоналу. 2.2 Обов’язки завідувача з матеріально-технічного забезпечення готелю Начальник відділу матеріально-технічного забезпечення готелю «Супутник» : · Організовує забезпечення підприємства всіма необхідними для його виробничої діяльності матеріальними ресурсами необхідної якості і їх раціональне використання з метою скорочення витрат виробництва й одержання максимального ...
0 комментариев