Навигация
Разработка технологического процесса листовой штамповки
34423
знака
4
таблицы
18
изображений
ВВЕДЕНИЕ
1 КОНСТРУКТИВНО – ТЕХНОЛОГИЧЕСКИЙ АНАЛИЗ ЗАГОТОВКИ И ПРОЕКТИРОВАНИЕ ШТАМПА. 1.1 Анализ технологичности детали, выбор заготовки и схемы штамповки




заготовка штамповка крепеж раскрой
Холодная штамповка – вид обработки металлов давлением, объединяющий ряд процессов, осуществляемых холодной пластической деформацией при помощи различных видов штампов, непосредственно деформирующих метал и выполняющих требуемые операции.
В технологическом отношении холодная штамповка позволяет:
Ø получать детали сложной формы, изготовление которых другими методами весьма затруднительно;
Ø создавать прочные и жесткие, но легкие по своим массовым характеристикам детали при небольшом расходе материала;
Ø получать взаимозаменяемые детали с высокой точностью размеров.
В экономическом отношении преимуществами являются:
Ø экономичность использования материала и небольшой отход;
Ø низкая стоимость изготовления изделий;
Ø высокая производительность.
Разработку технологического процесса листовой штамповки будем вести с помощью системы автоматизированного проектирования «КОМПАС-Штамп», которая реализуется в среде Windows c чертёжно-конструкторского редактора «КОМПАС-График». Система «КОМПАС-Штамп» ориентирована на автоматизацию проектирования штампов для различных операций холодной листовой штамповки и обеспечивает автоматизацию проектирования штампов оригинальных и типовых конструкций.
Система «КОМПАС-Штамп» использует в качестве средства визуализации, воспроизводства, редактирования графической информации чертежно-конструкторский редактор «КОМПАС-График». Проектирование сборочных и деталировочных чертежей штампа ведется в среде редактора «КОМПАС-График» под управлением библиотек проектирования. Проект конструкции штампа формируется конструктором путем выбора составляющих элементов конструкции из вариантов, предлагаемых системой.
1 КОНСТРУКТИВНО – ТЕХНОЛОГИЧЕСКИЙ АНАЛИЗ ЗАГОТОВКИ И ПРОЕКТИРОВАНИЕ ШТАМПА. 1.1 Анализ технологичности детали, выбор заготовки и схемы штамповки
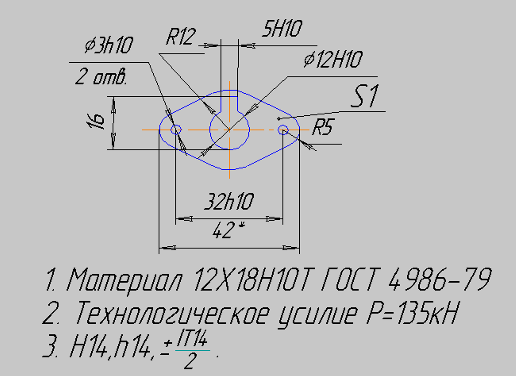
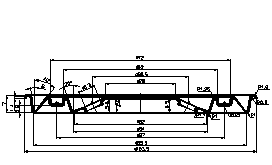
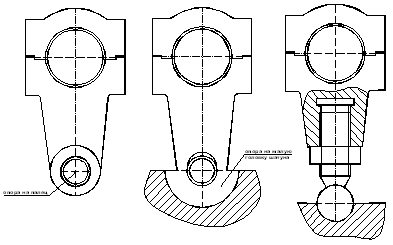
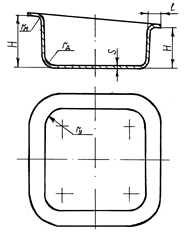
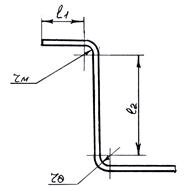
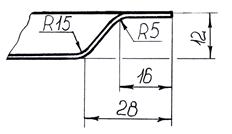
Рисунок 1.1 - Эскиз детали
Таблица 1 - Химический состав в % по ГОСТ 4986-79
| Fe | Si | Mn | Cu | Ni | S | C | P | Cr | Ti |
| основа | 0.8 | 2 | 0.3 | 9-11 | 0.02 | 0.12 | 0.035 | 17-19 | 0.6-0.8 |
Таблица 2 - Механические характеристики
| Временное сопротивление σв, МПа | Сопротивление срезу tср ,МПа | Предел текучести σ0,2, МПа | Относительное удлинениеg,% |
| 520 | 540 | 210 | 39 |
Под технологичностью детали понимают сочетание конструктивных элементов, которые обеспечивают наиболее простое и экономичное изготовление детали при соблюдении технических и эксплуатационных требований [3]:
Ø наименьшее количество и низкая технологичность операций;
Ø отсутствие механической обработки;
Ø увеличение производительности отдельных операций и цеха в целом.
Общие технологические требования к конструкции плоских деталей, полученных вырубкой и пробивкой:
a) необходимо избегать сложных конфигураций с узким и удлиненным вырезами контура и прорезями(b<2S);
b) при применении цельных матриц сопряжения в углах внутреннего контура необходимо выполнять r >0.5S;
c) сопряжение сторон наружного контура выполняется круглыми лишь в случаи вырубки по всему контуру;
d) наименьшие размеры пробиваемых отверстий 0,8S
e) наименьшее расстояние от края отверстия до прямоугольного контура не меньше S для круглых отверстий, не меньше 1,5S, если отверстие параллельно контуру детали.
Анализ параметров технологичности детали:
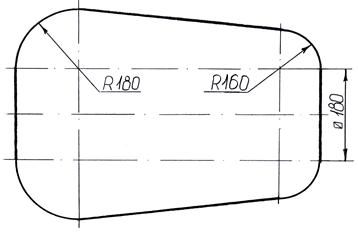
Ø контур состоит из частей окружностей сопряженных между собой и не является сложным с точки зрения его получения;
Ø радиусы сопряжения в углах внутреннего контура цельной матрицы r>2мм;
Ø наименьшие размеры пробиваемого отверстия больше 0,8S: 0,8*3=2,4мм >1мм;
Ø расстояние от края отверстия до контура детали не меньше 1,5S: 1.5*1=1.5мм;
Таблица 3 - Анализ параметров технологичности
|
| Показатели технологичности | ||||
| Критерии | a | b | c | d | e |
| оценка | + | + | + | + | +/- |
Анализ параметров технологичности детали, предполагаемый метод получения которой – листовая штамповка, показывает, что деталь обладает удовлетворительной технологичностью, следовательно, ее производство в заданных условиях целесообразно на штампе совмещенного действия.
1.2 Выбор рационального раскроя материалаДля определения размеров заготовки необходимо знать размеры перемычек, которые при штамповке детали из полосы необходимы для обеспечения прочности и жесткости. При заданной толщине полосы S=1 и при условии ручной подачи , которая выбирается исходя из экономических соображений m=2мм, n=2мм.
Для получения детали применяют обычный однорядный раскрой полосы (т. к. при двухрядном типе большое количество материала уходит в отход, либо придется производить поворот полосы или делать групповой штамп штампующий одновременно две детали.):

Рисунок 1.2 – Тип раскроя
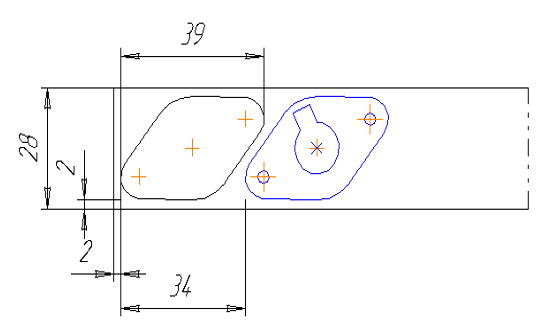
Рисунок 1.3 - Расположение деталей в полосе
Выберем наиболее рациональный раскрой стандартных размеров листа. Из ряда стандартных размеров листов для штампуемого материала 12Х18Н10Т ГОСТ 4986-79 и заданной толщине листа 1 мм. В качестве критерия оптимальности принимается коэффициент использования материала (КИМ) по рекомендациям [1]:
![]() (1.1)
(1.1)
где N - количество деталей на листе;
L и В - длина и ширина разрезанного листа; F=527,36мм2- площадь детали.
Выбирается размер листа: 1500![]() 800 мм:
800 мм:
а) Лист 1500![]() 800мм поперечное расположение полос (рис.1.3а), исходя из формулы (1.1), получаем:
800мм поперечное расположение полос (рис.1.3а), исходя из формулы (1.1), получаем:
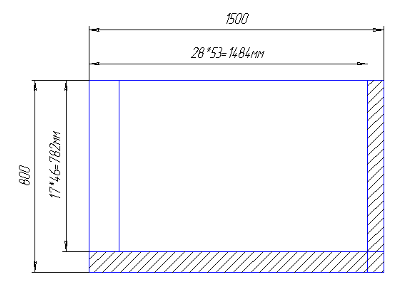
53 полосы по 17 деталей
![]()
Рисунок 1.4а – Раскрой листа
б) Лист 1500![]() 800 мм. Продольное расположение полос (рис.1.3б), исходя из формулы (1.1), получаем:
800 мм. Продольное расположение полос (рис.1.3б), исходя из формулы (1.1), получаем:
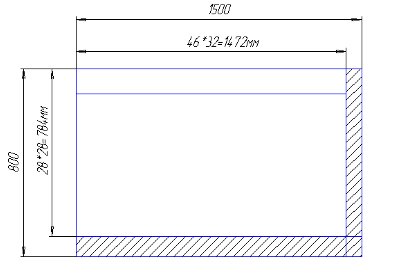
28 полос по 32 детали
![]()
Рисунок 1.4 б – Раскрой листа
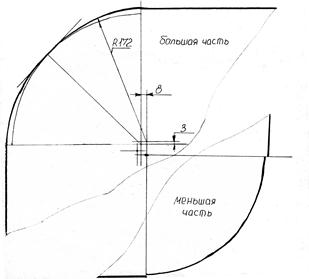
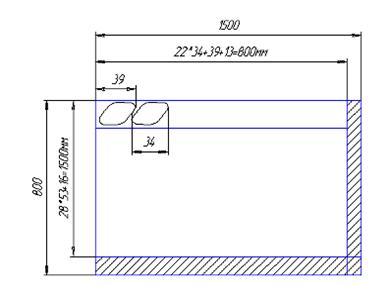
в) Лист 1500![]() 800 мм. Продольное расположение полос, а расположение детали под углом, (рис.1.4в)
800 мм. Продольное расположение полос, а расположение детали под углом, (рис.1.4в)
Похожие работы
... оборудования; рабочих мест для слесарных работ; площади складов металла и запасных частей; площади кладовых инструмента, приспособлений, абразивов, вспомогательных материалов. 4.4 Проектирование участка Участок мелкой листовой штамповки запасных частей автомобилей ВАЗ представлен на листах №9 и №10 графической части дипломного проекта. Ширина пролета принята равной 24 метра, высота пролета ...
... ». 3. Деталь «Крышка». 4. Деталь «Пластина». 5. Деталь «Скоба». 3. Разработка технологических процессов листовой штамповки деталей-представителей цеха. Технологические требования к конструкции штампованных деталей. Свойства и конструктивные элементы, которые обеспечивают наиболее простое и экономическое изготовление деталей при соблюдении технических ...
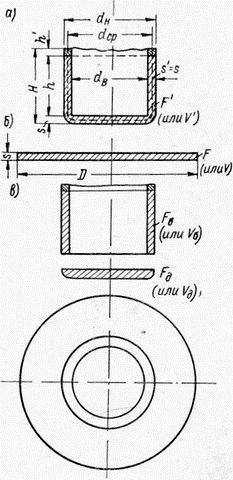
... методы: метод равенства поверхностей; метод равенства объёмов; метод равенства весов. Графические методы: графо-аналитический метод; графический метод. Для определения размеров заготовки будущего корпуса масляного фильтра для автомобилей ВАЗ 2101-2106, необходимо использовать метод равенства объёмов, так как толщина боковых стенок отличается от толщины дна и исходной заготовки (т. к. s' ≠ ...
... разработку тех. процессов, повысить качество этих разработок, сэкономить время и сократить затраты на технологическую подготовку производства. Разработка технологического процесса включает в себя следующие этапы [7]: - определение технологической классификационной группы детали; - выбор по коду типового технологического процесса (выбор метода получения детали); - выбор ...
0 комментариев