Навигация
Грузовые вагоны нового поколения
68237
знаков
1
таблица
2
изображения
Введение
Эффективность, функционирование и конкурентоспособность российских железных дорог в решающей мере зависит от безопасности движения подвижного состава, скорости доставки грузов и уровня эксплуатационных расходов на тягу поездов. В современных условиях, когда от подвижного состава требуется низкая начальная стоимость, значительное повышение межремонтного пробега и высокая ремонтопригодность, создание системы рессорного подвешивания, обеспечивающей высокие динамические качества железнодорожного экипажа, является главной проблемой для разработчиков транспортных железнодорожных средств.
Разработка и принятие типажа грузовых вагонов - ответственный и важный этап в решении задач перспективного развития не только железнодорожного транспорта, но и всего народного хозяйства. Программа обновления парка грузовых вагонов должна быть тесно связана с общими задачами железнодорожного транспорта. При рыночных отношениях повышается заинтересованность в увеличении объема перевозок, высокое качество транспортного обслуживания становится условием экономического благополучия и нормального технического развития железных дорог.
Разработке технических требований и конструкции каждого конкретного типа вагона нового поколения предшествует проведение технико-экономического обоснования в соответствии с действующей в МПС Росси методикой.
Концепции проведения научно-технической политики в области создания грузовых вагонов нового поколения предполагает разработку на основе альтернативных подходов с проведением анализа различных вариантов решений, т. е. создание конкурентной среды не только при производстве вагонов, но и на стадии проектных и даже предпроектных работ.
Применение в вагонах нового поколения более надежных узлов и деталей позволит прежде всего повысить безопасность движения, а также полностью пересмотреть регламентные работы при техническом обслуживании и плановых ремонтах.
1. Актуальность проблемы
В данный момент тема грузовые вагоны очень актуальна, так как при рыночных отношениях повышается заинтересованность в увеличении объема перевозок, высокое качество транспортного обслуживания становиться условием экономического благополучия и нормального технического развития железных дорог.
Разработка вагонов нового поколения предусматривает их потребительские свойства и технико-экономические параметры. Используются следующие критерии оценки качества конструкции вагона:
• уровень безопасности и экологической нагрузки на окружающую среду от единицы подвижного состава;
• потребительские показатели;
• стоимость жизненного цикла;
• коэффициент эксплуатационной готовности.
К кузовам вагонов нового поколения предъявляется прежде всего требование повысить прочность и коррозионную стойкость листового проката и профилей за счет применения новых марок сталей. Это позволит снизить массу тары вагона и соответственно увеличить массу перевозимого груза, а также уменьшить расходы на ремонт кузова в эксплуатации и при плановых видах ремонт.
В последние годы произошли радикальные изменения в конструкции грузовых вагонов. Прежде всего это переход на буксы с подшипниками качения, цельнометаллические кузова, более энергоемкие поглощающие аппараты автосцепного устройства, усовершенствованные автотормозные устройства - воздухораспределители, авторежимы, автоматические регуляторы тормозной рычажной передачи. Внедрены и продолжают внедряться средства автоматического контроля и диагностирования технического состояния вагонов на ходу поезда - ПОНАБ, ДИСК, ДИСК2, САКМА, УКС ПС и другие. Началось внедрение аппаратуры диагностирования упряжного устройства (АДУ), разработаны приборы для комплексной оценки технического состояния ходовых частей вагонов по углу набегания колеса на рельс и непараллельности осей колесных пар тележки (УНКР).
При ремонте вагонов применяются средства дефектоскопии деталей колесных пар, тележек, автосцепки, элементов тормозной рычажной передачи. Для контроля технического состояния буксовых подшипников используются диагностические стенды УДП. Проводятся работы по упрочнению литых деталей тележки и созданию современных средств диагностирования литых деталей методом акустической эмиссии. Развиваются информационно-управляющие системы АСУ ПТО, АСУ ТОВ. Действует система ДИСПАРК, которая позволяет получить в реальном масштабе времени необходимые данные о конкретном вагоне. Создаются реальные предпосылки для перехода от плановой системы ремонта по сроку службы к ремонту по выполненной работе и фактическому состоянию вагона.
Все это является прочной основой для коренного преобразования системы технического обслуживания вагонов.
2. Типаж и технические требования к грузовым вагонам нового поколения
Программа обновления парка грузовых вагонов должна быть тесно увязана с общими задачами железнодорожного транспорта в условиях перехода России к рыночной системе экономики. При рыночных отношениях повышается заинтересованность в увеличении объема перевозок, высокое качество транспортного обслуживания становится условием экономического благополучия и нормального технического развития железных дорог, изменяются источники капиталовложений, новый подвижной состав приобретается также за счет средств собственников и операторских компаний.
Типаж вагонов нового поколения развивается и уточняется на основе проводимых ВНИИЖТом и Гипротранстэи технико-экономических исследований с учетом анализа структуры и динамики перевозок грузов со специфическими свойствами существующих и перспективных методов выполнения погрузочно-разгрузочных, поездных и маневровых работ.
Типаж парка вагонов должен соответствовать структуре грузопотока. Под погрузку следует подавать универсальные или специализированные вагоны, в наибольшей степени соответствующие свойствам грузов, обеспечивающие их сохранность, механизированную погрузку и выгрузку с минимальным расходом материалов на крепление, не угрожающие окружающей среде. Парк специализированных вагонов по численности и типажу нужно расширить до технико-экономически обоснованных размеров. На конечной стадии реформирования железнодорожного транспорта примерно половина вагонного парка должна принадлежать владельцам грузов или транспортно-экспедиционным предприятиям.
В условиях перехода экономики России к рынку необходимость дальнейшего расширения типажа и увеличения выпуска специализированного грузового подвижного состава становится очевидной. За последние 20-30 лет отечественная вагоностроительная промышленность накопила значительный опыт разработки и внедрения таких специализированных вагонов, как хопперы для перевозки сыпучих грузов, цистерны для различных кислот, газов и химических продуктов, платформы для большегрузных контейнеров международного габарита, вагоны для перевозки легковых автомобилей, муки, полимеров в гранулах, металлопроката, бумаги в рулонах, скота, полувагоны с «глухим» кузовом. Практически все эти вагоны могут строиться на российских заводах.
Разработка типажа вагонов нового поколения предусматривает улучшение их потребительских свойств и технико-экономических параметров. При этом учитываются следующие критерии, обеспечивающие повышение эффективности вагонов:
• соответствие всем действующим нормативным документам заказчика и прогнозам развития экономики в течение назначенного срока службы; удобство пользования, обеспечение сохранности грузов, возможности механизации погрузки и выгрузки;
• статистически значимое (не менее 5%) улучшение показателей производительности (грузоподъемности) в сравнении с лучшими из имеющихся в эксплуатации прототипов;
• применение тележек улучшенной конструкции с усовершенствованными системами рессорного подвешивания и автоматических тормозов, безремонтных конструкций естественных пар трения в течение пробега до капитального ремонта, статистически значимое снижение динамических нагрузок в несущих узлах вагонов и в элементах верхнего строения пути;
• снижение удельной материалоемкости на единицу грузоподъемности, объема кузова и площади пола;
• экологическая безопасность, возможность утилизации после окончания назначенного срока службы, предотвращение потерь груза через неплотности кузовов и из-за выветривания с открытой поверхности;
• повышение производительности труда на 25%.
Концепция проведения научно-технической политики в области создания грузовых вагонов нового поколения предполагает разработку на основе альтернативных подходов с проведением анализа различных вариантов решений, т.е. создание конкурентной среды не только при производстве вагонов, но и на стадии проектных и даже предпроектных работ. Качество новых конструкций оценивается на этапах разработки заводом технического задания на вагон и на этапах выполнения эскизных проектов. При этом используются следующие критерии оценки качества конструкции вагона: уровень безопасности и экологической нагрузки на окружающую среду от единицы подвижного состава, потребительские показатели, стоимость жизненного цикла и коэффициент эксплуатационной готовности.
Конструкция вагонов совершенствуется в процессе промышленного производства, и периодически, обычно через 5-10 лет, изменяются номера моделей в рамках существующего типажа. Поставляемые в настоящее время в ограниченном количестве вагоны морально устарели, с точки зрения производительности и надежности.
Сформулированы основные направления повышения технического уровня грузовых вагонов. Предстоит решить следующие технические задачи:
• увеличение срока службы основных деталей и узлов вагонов в 1,5-2 раза;
• обеспечение межремонтных сроков службы трущихся деталей и узлов подшипников с 400-500 тыс. км до 1 млн. км;
• сокращение частоты поступления вагонов в текущий внеплановый ремонт с 3,5 до 0,3 раза в год.
К кузовам вагонов нового поколения предъявляется прежде всего требование повысить прочность и коррозионную стойкость листового проката и профилей за счет применения новых марок сталей. Это позволит снизить массу тары вагона и соответственно увеличить массу перевозимого груза, а также уменьшить расходы на ремонт кузова в эксплуатации и при плановых видах ремонта.
Важное значение, с точки зрения устойчивости вагонов к сходу, имеет требование понизить их центр тяжести. Из четырех представленных опытных образцов в наибольшей мере это требование реализовано в конструкциях вагонов для перевозки минеральных удобрений и угля с боковой выгрузкой, изготовленных Брянским машиностроительным заводом.
При создании тележек для вагонов с повышенными нагрузками необходимо обеспечить следующее важнейшее условие. По уровню динамического горизонтального и вертикального воздействия на путевую структуру вагоны нового поколения не должны превосходить значений, установленных для существующего парка. Это требование реализуется в пружинном комплекте тележки за счет статического и динамического прогиба, а главное в правильном выборе фрикционного узла гашения вертикальных и горизонтальных колебаний.
В России литые детали грузовых вагонов выпускают два предприятия - Уралвагонзавод и Бежицкий сталелитейный завод. Оба они построены в 30-х годах по одному проекту, и за истекшие десятилетия оборудование для литья и его технология не претерпели никаких изменений. Устаревшая технология на этих заводах не могла не сказаться на качестве выпускаемой продукции. Ежегодно десятки тысяч надрессорных балок, боковых рам бракуются по трещинам и изломам. По этой причине имеют место случаи аварий и крушений. Линейные размеры литых деталей, допуски на эти размеры во много раз ослаблены, прежде всего в сравнении с американскими стандартами. Отсутствие точного литья отрицательно сказывается на кинематике движения тележки в целом.
Технические требования к литым деталям тележек нового поколения содержат более жесткие показатели химического состава и прочности благодаря переходу на новую марку стали. Введено требование о заварке дефектов литья только до термообработки. Но даже эти требования разработаны применительно к технологическому процессу, принятому на упомянутых заводах, в связи с чем ожидать существенного улучшения качества отливок нельзя. Другими словами, при существующем способе получения отливок невозможно добиться служебных характеристик литых деталей, которые должны быть предъявлены к тележкам вагонов нового поколения. Для обеспечения уровня перспективных требований к качеству надрессорных балок и боковых рам (срок службы 45 лет, гарантийный срок 8 лет и др.) необходимо техническое перевооружение заводов-изготовителей с переводом сталелитейных цехов на современную технологию получения отливок.
При разработке требований к конструкции перспективной колесной пары были использованы результаты научно-исследовательских работ, выполненные различными отечественными организациями, а также зарубежный опыт применения цельнокатаных колес, кассетных конических подшипников на прессовой посадке с общим наружным кольцом и встроенными уплотнителями. Зоны переходов от ступицы колеса к диску и от диска к ободу выполняются без перегибов для максимального снижения концентраторов напряжений. При этом диск упрочняется наклепом дробью, толщина обода обеспечивает возможность многократного восстановления профиля поверхности катания.
Материал колес обеспечивает твердость после термообработки, повышенную до 350-380 НВ, что позволяет увеличить в 1,5-2 раза износостойкость гребня колеса и в 1,5-2 раза снизить выщербинообразование. При обточке колесной пары во всех видах ремонта не требуется демонтировать элементы торцового крепления и буксового узла, центр колесотокарного станка проходит через специальное отверстие в передней крышке узла в торец оси.
Для грузовых вагонов нового поколения (в соответствии с исходными требованиями) разработано автосцепное устройство полужесткого типа с новым механизмом сцепления, исключающим саморасцепы поездов. Контроль исправного состояния автосцепок в эксплуатации предусмотрено производить теми же методами и инструментами, которые применяются для контроля автосцепки СА-3. В целях предотвращения падения автосцепки на путь применен расцепной рычаг с двумя цепочками. В качестве базового варианта автосоединителя тормозных магистралей принята конструкция с боковым воздухопроводом по совместному проекту УВЗ-ВНИИЖТ.
Разрабатываемая автосцепка позволит обеспечить сцепление вагонов с разностью между продольными осями автосцепок до 140 мм перед сцеплением, исключить падение автосцепки на путь при обрыве, автоматически соединять тормозные рукава при сцеплении вагонов. Безремонтный срок службы будет увеличен благодаря применению износостойких покрытий в контуре зацепления и на хвостовике автосцепки.
Анализ условий эксплуатации грузовых вагонов показал значительные различия требований к поглощающим аппаратам автосцепного устройства, предъявляемых в зависимости от рода перевозимых грузов.
Возможность широкого применения недорогих аппаратов для поездных условий эксплуатации обусловлена маршрутизацией перевозок с применением поездов постоянного формирования. Для грузов особо высокой стоимости и чувствительных к динамическим нагрузкам целесообразно обеспечить более надежную защиту вагона от действия продольных сил и ускорений. Однако это возможно только при условии узкой специализации такого подвижного состава, введения специального тарифа и организации транспортных структур, которые будут арендаторами или собственниками вагонов. Выбор поглощающего аппарата для вагонов, предназначенных для перевозки опасных грузов, должен производиться с учетом их воздействия на окружающую среду.
По техническим требованиям ВНИИЖТа фирма КАМАКС (Польша), ОАО «Авиагрегат» (г.Самара), ГУП «ПО Уралвагонзавод», ОАО «БМЗ» (г. Брянск) на альтернативной основе разработали и после комплекса испытаний приступили к производству эластомерных поглощающих аппаратов повышенной энергоемкости. Взамен клепаных упоров автосцепного устройства разработана и испытана приварная конструкция.
На вагонах с нагрузкой на ось 25 тс предполагается установить тормозное оборудование в традиционном исполнении - с односторонним нажатием композиционных колодок на колесо или с двумя тормозными цилиндрами, воздействующими на каждую тележку. При нагрузке на ось 30 тс предусматривается колодочный тормоз с двусторонним нажатием колодок на колесо. Для обеспечения отвода колодок при отпущенном тормозе тележки оборудуются новыми устройствами торсионного типа. Крепление тормозных башмаков на триангеле будет осуществляться без применения резьбовых соединений, что существенно снизит затраты на их техническое обслуживание и ремонт. В шарнирных соединениях намечено применить износостойкие втулки, что повысит надежность работы этих узлов и упростит их ремонт.
Основа для разработок новых грузовых вагонов нового поколения - принцип модульной компоновки с рациональной унификацией базовых узлов и систем.
Использование унифицированных базовых модулей позволит удешевить стоимость производства вагонов, а также снизить эксплуатационные затраты на их ремонт и техническое обслуживание. Наличие унифицированных деталей позволит создать в различных регионах России сервисные центры, в которых будет выполняться восстановительный ремонт деталей и узлов вагона, таких как кассетные роликовые подшипники, автосцепка, поглощающие аппараты и др.
Проблема полного и своевременного обеспечения перевозок грузовыми вагонами нового поколения выдвигается сегодня в число наиболее злободневных и первоочередных.
Концепция трехэлементных тележек с дополнительными межосевыми связями была разработана Г.Шеффелем. Идея таких тележек заключается в том, что амортизацию колебаний кузова осуществляет стандартное центральное подвешивание с плоскими фрикционными клиньями. Необходимое повышение жесткости между колесными парами в плане обеспечивается отдельными устройствами - межосевыми связями, которые могут иметь различную конструкцию. Чтобы разделить функции направления колесных пар между межосевыми связями и рамой тележки, боковины устанавливаются на адаптеры колесных пар через горизонтально-упругие очень мягкие в плане неметаллические амортизаторы.
Примером тележки с дополнительными (прямыми) межосевыми связями является модернизация модели 18-100, разработанная Г. Шеффелем совместно с НВЦ «Вагоны». Результаты моделирования движения грузовых вагонов на тележках, оборудованных дополнительными межосевыми связями, показывают, что выбором соответствующих параметров критическая скорость может быть поднята до 140 км/ч и выше. При этом будет обеспечиваться близкая к радиальной установка колесных пар в кривых.
Эксплуатация подвижного состава с осевой нагрузкой 30 т требует от тележки значительного уменьшения коэффициента вертикальной динамики в подвешивании. Для этого базовый вариант тележки может дополнительно оборудоваться скользунами типа подпружиненный ролик, гидравлическими гасителями колебаний, установленными внутри пружин подвешивания.
С учетом накопленного опыта для создания современных трехэлементных тележек грузовых вагонов можно рекомендовать:
• использовать в конструкции горизонтально-упругое буксовое подвешивание с тщательно подобранными величинами жесткости;
• жесткость тележки в плане обеспечивать за счет пространственной клиновой системы и дополнительных межосевых связей;
• разработать типоразмерный ряд боковых скользунов типа подпружиненный ролик для постановки под различные типы вагонов;
• под вагонами с увеличенным моментом инерции вокруг продольной оси использовать устройства, повышающие демпфирование в порожнем режиме;
• для снижения износов поверхности катания внедрять износостойкие профили.
Похожие работы
... мастеру и прекратить работу. На должность дефектоскописта назначаются лица не моложе 18 лет, имеющие специальную подготовку и сдавшие испытания в знании устройств, применяемых в вагонном хозяйстве дефектоскопов, соответствующих технических указаний, а также правил по технике безопасности. 7.1.1 Требования к грузоподъемным машинам и механизмам Все вспомогательные грузозахватные приспособления ...
... автобусами во внутреннем сообщении Как уже отмечалось, на территории РФ действует ряд нормативных документов, направленных на обеспечение безопасности автомобильных перевозок. Для транспортного обслуживания туристов наиболее важным является «Положение об обеспечении безопасности перевозок пассажиров автобусами». В нем определены основные задачи юридических и физических лиц, ответственных за ...
... должностных лиц за элементы системы качества по ППО. Экономист по финансовой работе финансово-казначейского отдела относится к категории специалистов открытого акционерного общества “Воронежское акционерное самолетостроительное общество”. Назначение на эту должность и освобождение от нее оформляется приказом начальника отдела кадров по рекомендации начальника финансового управления. С экономистом ...

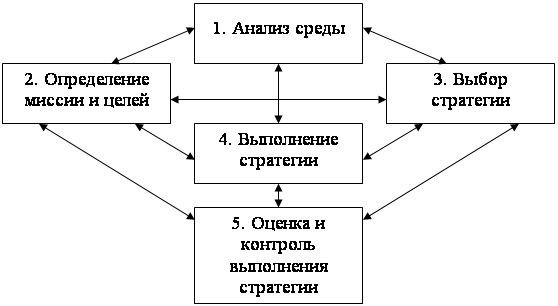
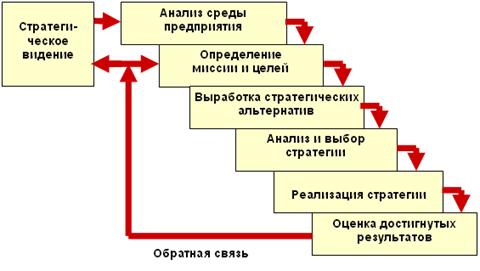
... ), участвующих в реализации стратегии; разработки оперативных планов и программ. Рисунок 2 – Цепь перспективно-целевых решений в управлении развитием предприятия. Этапы стратегического управления. Основными этапами стратегического управления являются (рис. 3): 1. анализ среды; 2. определение миссии и целей организации; 3. формирование и выбор стратегии; 4. реализация стратегии; ...
0 комментариев