Навигация
ПРОЕКТИРОВАНИЕ ПРИНЦИПИАЛЬНОЙ СХЕМЫ СТЕНДА
21073
знака
1
таблица
8
изображений
2. ПРОЕКТИРОВАНИЕ ПРИНЦИПИАЛЬНОЙ СХЕМЫ СТЕНДА
Для проектирования принципиальной схемы стенда берется за базовую: схема изображенная на рис. 3, рассмотренная в I разделе.
Для того чтобы этот регулятор можно было использовать в лабораторных условиях в базовую схему добавляем следующие элементы:
1) Тумблер (SA)- для подачи напряжения на стенд.
2) Сигнальная лампа (HL1)- для наличия или отсутствия напряжения на стенде.
3) Предохранитель (FU)- для защиты стенда от скачков напряжения.
4) Трансформатор (TV)- для понижения напряжения.
5) Амперметр(A)- для уведомления о наличии тока в цепи.
6) Задатчик уровня(L заданное)- для изменения заданного значения уровня, путём одновременного перемещения двух жёстко сцепленных между собой контактов.
7) Сигнальная лампа (HL2)-для уведомления о превышении заданного значения уровня.
8)Сигнальная лампа (HL3)-для уведомления о снижении текущего значения ниже заданного.
9) Ёмкость с водопроводной водой- для обеспечения условий проведения лабораторного исследования, которое находится перед исполнительным устройством и в неё обеспечивается сбор вытекающей жидкости из объекта регулирования. Также в ёмкости имеется механический индикатор уровня жидкости.
На лицевой панели изображены приборы:
Тумблер, лампа, предохранитель, задатчик, шкала амперметра, лампы «много-мало».
ЛИЦЕВАЯ ПАНЕЛЬ СТЕНДА

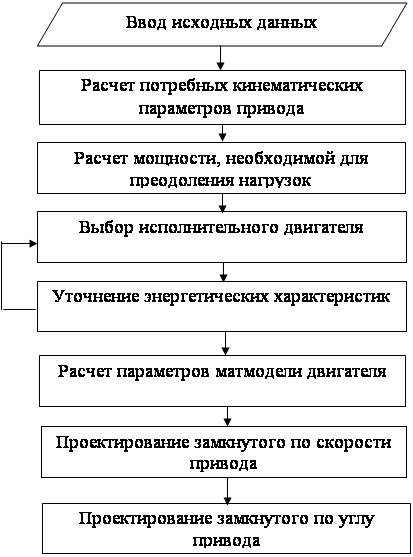
3. МЕТОДИКА ВЫПОЛНЕНИЯ ЛАБОРАТОРНОЙ РАБОТЫ
позиционный регулятор проектирование
«Исследование позиционного регулятора уровня»
ЦЕЛЬ РАБОТЫ:
1) Закрепить на практике знания работы регулятора с дистанционной передачей посредством диференциально- трансформаторного передающего преобразователя.
2) Построить временную характеристику и по ней сделать вывод о свойствах регулятора.
ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТЫ:
1) Перед началом выполнения работы необходимо проверить, чтобы тумблер включения находился в положении «выкл.», а ручка задатчика выставлена на «0». При включении системы амперметр, показывающий наличие тока в цепи должен показывать «0» .
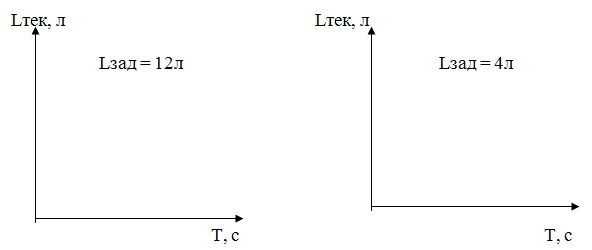
2) Ручкой задатчика задать заданное значение до 12 л.
3)Включить тумблер «сеть», загорится сигнальная лампа НL1, засечь время.
4) Снимать показания Lтек через каждые 10 секунд до момента, когда текущее значение сравняется с заданным. Данные заносить в таблицу.
5) Отключить подачу напряжения.
6) Ручкой задатчика задать заданное значение 4 литра.
7) Включить тумблер «сеть», загорится сигнальная лампа НL1 начать отсчёт времени.
8) Повторить пункт №4
| t°, сек | 0 | 10 | 20 | 30 | 40 | 50 | 60 |
| Lтек, л |
9) Построить временные характеристики при разных значениях Lзад.
10) Определить показатели качества временных характеристик и сравнить их между собой.
11) Сделать вывод о работе регулятора и качестве его регулирования.
Похожие работы
... 2. Тип элементов, входящих в изделие и количество элементов данного типа; 3. Величины интенсивности отказов элементов , входящих в изделие. Все элементы схемы ячейки 3 БУ привода горизонтального канала наведения и стабилизации ОЭС сведены в табл. 13.1. Среднее время безотказной работы блока можно рассчитать по формуле: (13.5) где L - интенсивность отказов БУ следящего привода. ...
... специалисты ОАО «ХХХ» приступили к проектированию и разработке АСКиУ процесса терможелатинизации фильтроэлементов воздушных для двигателей КАМАЗ. 4.5 Разработка плана мероприятий по улучшению системы менеджмента качества ОАО «ХХХ» применительно к производству фильтроэлементов воздушных для двигателей КАМАЗ Одной из главных особенностей стандартов ИСО серии 9000:2000 является формулирование ...
... мероприятия по обеспечению однородности выпускаемой продукции. Все эти мероприятия можно объединить в четыре группы: 1. совершенствование технологии производства; 2. автоматизация производства; 3. технологические (тренировочные) прогоны; 4. статистическое регулирование качества продукции. 2.10. Проектирование технологических процессов с использованием средств ...
... . Это позволяет: -снизить трудоемкость обработки -снизить себестоимость обработки -сократить время обработки и обслуживания. Ожидаемый частный годовой экономический эффект от автоматизации шлифовального процесса путем разработки автоматической системы управления параметров станка является снижение затрат на обработку детали типа кольцо ступенчатое при годовой программе выпуска 1000 ед. ...
0 комментариев