Навигация
Сборка и регулировка зазоров и натягов в винтовых передачах с трением качения
25647
знаков
3
таблицы
6
изображений
2. Сборка и регулировка зазоров и натягов в винтовых передачах с трением качения
Пространственная кинематическая винтовая пара типа «винт — гайка» (рис. 1) обладает следующими свойствами: при неподвижном винте 2 поворот гайки 1 на один оборот вызывает ее перемещение вдоль оси винта на величину хода; если закрепить гайку и повернуть винт на один оборот, то, помимо вращения, винт переместится вдоль оси на величину хода.
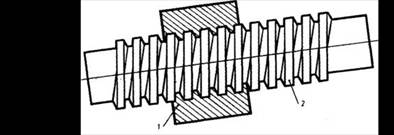
Рис. 1
Основное назначение передач типа «винт — гайка» — преобразование вращательного движения в поступательное. Эти передачи бесшумны в работе, что достигается повышенной плавностью зацепления, просты по конструкции и в изготовлении и позволяют получать большой выигрыш в силе. К недостаткам следует отнести: относительно низкий КПД, склонность к заеданию, тихоходность передачи.
Передачи типа «винт — гайка» применяют в подъемных механизмах, в станках (механизмы подачи рабочих инструментов), в измерительных приборах (механизмы для точных перемещений, микрометрические и дифференциальные винты), в прокатных станах (регулировочно-установочные механизмы подшипников, нажимные винты), в винтовых процессах.
Винтовые механизмы принципиально ничем не отличаются от резьбовых соединений, но так как они применяются для передачи движения, то трение в резьбе должно быть минимальным. Наименьшее трение между винтом и гайкой обеспечивает прямоугольная резьба, однако ее не технологичность, то есть невозможность нарезания на резьбофрезерных станках, и небольшая прочность по сравнению с трапецеидальной резьбой делают ее применение крайне ограниченным. Поэтому для передаточных винтов применяют главным образом трапецеидальную резьбу с мелким, средним и крупным шагами и упорную резьбу.
Наибольшее распространение получила трапецеидальная резьба со средним шагом. Трапецеидальную резьбу с мелким шагом используют при относительно небольших перемещениях; трапецеидальную резьбу с крупным шагом — при тяжелых условиях эксплуатации. Профиль трапецеидальной резьбы позволяет использовать ее в механизмах с реверсивным перемещением.
Для передач с большими односторонними нагрузками (прессы, домкраты, нажимные устройства в прокатных станах и др.) применяют упорную резьбу.
Резьба винтов и гаек передач бывает правой или левой, однозаходной или многозаходной.
Материалы винтов должны обладать высокой износостойкостью и хорошей обрабатываемостью, а более нагруженные — высокой прочностью. Винты, не подвергаемые закалке, изготовляют из сталей 45, 50, А50, а винты, подвергаемые закалке, выполняют из сталей У10, У65, 40Х, 40ХГ и др. Материал гаек — бронзы оловянные БрОФЮ- 1, БрОЦС-6-6-3 и др.
Конструктивное оформление винтовой передачи зависит от ее целевого назначения. Устройство простейшего винтового механизма показано на примере домкрата.
Винтовой домкрат состоит из ходового силового винта 2 (рис. 2), ввинчиваемого в корпус 1, и рукоятки 3 с собачкой , преобразующих качательное движение, получаемое рукояткой от руки рабочего, в прерывистое вращение. Винт домкрата несет на себе грузовую головку 4, которая может иметь различное конструктивное оформление.
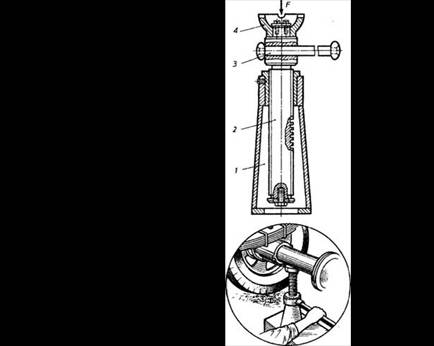
Рис. 2
Для червяков рулевого управления автомобилей, механизмов наводки ракет и ходовых винтов станков используют шариковые винты. Канавки шарикового винта 3 (рис. 3, I) и гайки 2 в осевом сечении имеют полукруглую форму. Непрерывный замкнутый поток шариков 4 заполняет винтовое пространство между желобами по всей длине гайки. Пройдя его, шарики переходят в округленный трубчатый канал 1, по которому они возвращаются в рабочую зону винтовой пары.
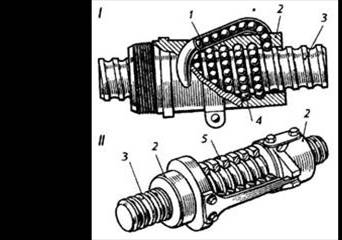
Рис. 3
Коэффициент полезного действия шариковой винтовой пары много выше, чем обычной, вследствие резкого снижения трения в резьбе.
Для полного устранения зазоров в шариковой паре «винт — гайка» на винте устанавливают одновременно две шариковые гайки 2 (рис. 3, II), между которыми помещают стальную пружину 5. Пружина, создавая предварительный натяг между винтом 3, шариками и гайками, устраняет все зазоры в передаче.
Рабочие поверхности такой передачи закаливают до твердости Н RC60 и выше. Винты изготавливают из сталей ХВГ, 7ХГ2ВМ с объемной закалкой. Материал гаек — стали 9ХС, ШХ15, ХВГ с объемной закалкой и др.
3. Назначение, разновидность винтовых передач и требования, предъявляемые к ним
Назначение винтовых передач - преобразование вращательного движения в поступательное и наоборот.
Для этой цели их применяют в домкратах, прессах, металлорежущих станках, прокатных станах, грузоподъемных механизмах, роботах, испытательных стендах и в других устройствах.
Все винтовые механизмы, в зависимости от предъявляемых к ним требований, условно делят на кинематические, используемые в малонагруженных приводах, и силовые, работающие при значительных нагрузках на ходовой винт.
Винтовые передачи имеют две основные разновидности: винтовые передачи с трением скольжения и винтовые передачи с трением качения.
Несмотря на широкое распространение винтовых передач качения и ряд недостатков присущих передачам скольжения, таких как низкий кпд, повышенный износ резьбовых поверхностей, малые допустимые скорости скольжения, в настоящее время передачи скольжения находят применение в механизмах, требующих передачи значительных усилий, таких как тяжелые станки, прессы ит.д.
Основное эксплуатационное свойство, определяющее долговечность винтовой передачи скольжения – износостойкость резьбовых поверхностей ее элементов, то есть винта и гайки.
Ходовой винт обычно изготавливается из углеродистой или легированной стали и подвергается закалке до твердости 55..60HRC.
Гайка изготавливается из более мягких материалов: оловянных или безоловянных бронз, серого и антифрикционного чугуна, цинковых сплавов и неметаллических материалов.
Поэтому витки ходовой гайки будут изнашиваться быстрее витков ходового винта.
Следовательно, долговечность винтовой передачи скольжения будет в основном определяться износостойкостью витков резьбы ходовой гайки
Похожие работы





... зубчатого венца, задиры по торцу Замена червячного зубчатого венца (напресовка новой втулки с последующим фрезерованием зубьев) Все остальные детали являются годными к дальнейшей эксплуатации. 5. РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА РЕМОНТА ДЕТАЛИ 5.1 Сведения о ремонтируемой детали, выбор способа ремонта и его обоснование В процессе дефектации были выбракованы некоторые детали. Одна ...
0 комментариев