Навигация
Нарезание прямозубых конических колес двумя зубострогальными резцами по методу обката при последовательном делении
25647
знаков
3
таблицы
6
изображений
4. Нарезание прямозубых конических колес двумя зубострогальными резцами по методу обката при последовательном делении
Зубострогальные резцы получили наибольшее применение для нарезания прямозубых конических колес. Они применяются на чистовых операциях и работают по методу обката, а также на черновых операциях - по методу копирования. В последнем случае используются те же станки, что и при методе обкаточного огибания, но работающие при выключенном движении обката.
Строгание каждого зуба колеса производится двумя резцами на станках-полуавтоматах моделей 5С276П, 5А26 и др., а также фирмы "Глисон" (США) по схеме, представленной на рис.4, а. Здесь резцы 1 и 2, установленные в суппорте на люльке станка, представляют собой впадину зуба воображаемого производящего колеса 3, с которым в процессе зубонарезания находится в зацеплении обрабатываемое колесо 4.
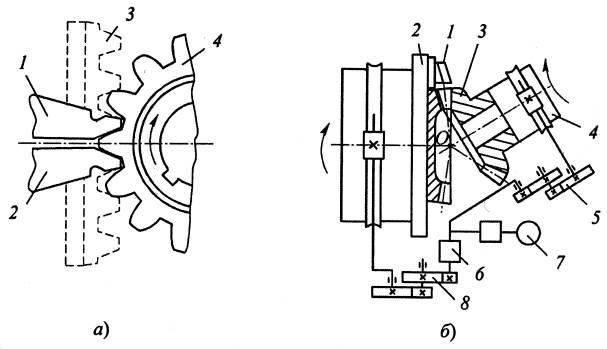
Рис. 4. Нарезание прямозубых конических колес
а - схема резания; б - кинематическая схема зуборезного станка.
Как видно из кинематической схемы зубострогального станка (рис.4, б), в процессе обката заготовка колеса 3, установленная в бабке 4, при вращении вокруг своей оси кинематически связана с вращением люльки 2. На схеме также показаны: 5 - гитара деления; 6 - механизм деления; 7 - электропривод; 8 - гитара обкатки.
В процессе обработки резцы l получают возвратно-поступательное движение от кулачков (на схеме не показаны) и работают попеременно. При движении к точке О пересечения образующих начальных конусов производящего и нарезаемого колес одну боковую поверхность зуба колеса обрабатывает (при прямом ходе) первый резец, а другую боковую поверхность (при обратном ходе) - второй резец. Движение обката осуществляется за счет поворота заготовки и люльки вокруг своих осей.
При черновом нарезании движение обката выключается и оба резца совершают только возвратно-поступательное движение и нарезают зубья с прямолинейным профилем по методу копирования. Таким способом нарезают колеса модулем m = 2,5... 16 мм и диаметром до 800 мм. При этом из целой заготовки за одну операцию нарезают зубья модулем m < 4 мм, а свыше - за две операции: черновую и чистовую (за несколько ходов в зависимости от модуля и требуемой точности).
Колеса диаметром 800...3000 мм обрабатывают строганием по шаблону на специальных станках, например модели 5Е283 и др.
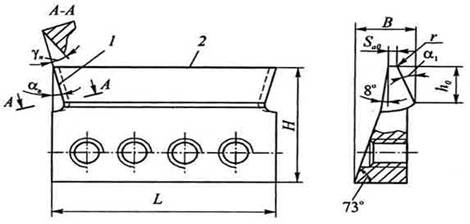
Рис. 5-Зубострогалный резец
Зубострогание из-за прерывистости процесса и низких скоростей резания (12...15 м / мин ) является малопроизводительным способом. Однако этот способ универсален, инструменты дешевы, просты по конструкции и обеспечивают высокую точность обработки (6...8-я степень). Поэтому зубострогание получило широкое применение как в мелкосерийном, так и в крупносерийном производстве.
Зубострогальный резец для чистовой обработки (рис. 5) представляет собой фасонный призматический инструмент с двумя взаимозаменяемыми рабочими частями на концах, имеющими прямолинейные боковую 1 и вершинную 2 режущие кромки. Зубострогальные резцы стандартизированы и выпускаются серийно.
ГОСТ 5392-80 устанавливает четыре типа таких резцов, отличающихся размерами (H, L и др.) в зависимости от диапазона модулей нарезаемых колес. Например, резцы типа I предназначены для нарезания колес модулем m = 0,3...3,25 мм, а типа IV - для нарезания колес модулем m = 13...20 мм. Профиль режущих кромок черновых резцов не регламентируется и может быть ступенчатым или криволинейным, обеспечивающим равномерный припуск под чистовую обработку. Зажимная часть зубострогального резца выполнена в виде клина с углом 73°, что обеспечивает его плотное прилегание к плоскостям державки. Резец крепится в державке винтами, число которых (2...5) зависит от его типоразмера. Передняя грань резцов плоская, заточенная у стандартных резцов под углом в нормальном сечении γ n = 20°. В зависимости от свойств обрабатываемых материалов резцы затачивают также и под другими углами ( γ n = 10….25°). Задний угол на вершинной кромке в статическом положении резца α B = 0°. В рабочем положении за счет поворота резца относительно дна впадины нарезаемого колеса задний угол при вершине α B = 12° (рис. 6). На боковой режущей кромке задний угол α б < α В.
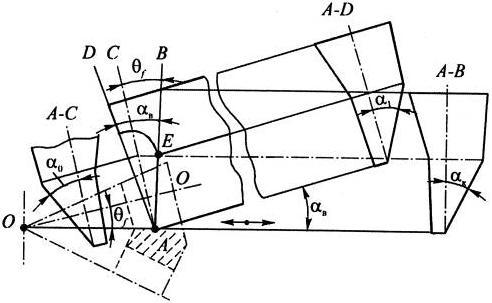
Рис. 6. Углы профиля зубострогального резца в рабочем положении
В случае нарезания колес с небольшим числом зубьев, имеющих криволинейный (эвольвентный) профиль с малым радиусом кривизны, резцы должны были бы иметь такую же форму режущих кромок. При нарезании таких зубьев методом обката резцами с прямолинейным профилем имеет место подрез ножки и срез головки, т.е. нарезанный зуб становится более выпуклым. Однако эти отклонения профиля нарезанного зуба составляют несколько микрометров и, в целом, только улучшают условия зацепления колес в передаче, исключая вероятность их заклинивания.
Похожие работы





... зубчатого венца, задиры по торцу Замена червячного зубчатого венца (напресовка новой втулки с последующим фрезерованием зубьев) Все остальные детали являются годными к дальнейшей эксплуатации. 5. РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА РЕМОНТА ДЕТАЛИ 5.1 Сведения о ремонтируемой детали, выбор способа ремонта и его обоснование В процессе дефектации были выбракованы некоторые детали. Одна ...
0 комментариев