Навигация
АВТОМАТИЗАЦИЯ СУШИЛЬНЫХ УСТАНОВОК
82659
знаков
0
таблиц
20
изображений
2. АВТОМАТИЗАЦИЯ СУШИЛЬНЫХ УСТАНОВОК
2.1 Классификация способов автоматизации
Современное развитие техники сушки материалов в значительной степени связанно с применением высоких температур, а в ряде случаев и влажностей сушильного агента или мощных лучистых потоков при радиационной сушке, так как это дает возможность интенсифицировать процесс сушки материалов. Однако эффективное управление быстропротекающими процессами сушки невозможно без применения автоматического регулирования и управления. При ручном регулировании в этих случаях невозможно осуществить точное поддержание высоких температур сушильного агента или излучающей поверхности в заданных пределах, Поэтому неизбежны хотя бы кратковременные превышения заданной температуры, а это часто приводит к порче сушимого материала и сводит на нет все преимущества сушки или применения высоких параметров сушильного агента. Применение автоматизации и автоблокировки в сушильных установках необходимо и по требованиям техники безопасности, например при сушке токами высокой частоты, при сушке взрывоопасных и ядовитых веществ и т.п.
Автоматизация управления повышает культуру эксплуатации и к. п. д. сушильной установки, увеличивает ее производительность, улучшает качество сушки, повышает надежность работы, облегчает условия труда и позволяет уменьшить количество обслуживающего сушилку персонала.
Современная техника комплексной автоматизации и механизации достигла значительного совершенства, и в настоящее время применяются:
1. Автоматическое регулирование сушилок непрерывного действия, обеспечивающее постоянство заранее заданных значений одного или нескольких параметров режима сушки, например температуры и влажности сушильного агента в различных зонах рабочей камеры сушилки.
2. Программное автоматическое регулирование сушилок периодического действия, обеспечивающее (заранее заданное) регулирование параметров режима сушки по мере протекания процесса сушки, т. е. изменение непрерывно или через определенные промежутки времени температуры и влажности сушильного агента в рабочей камере сушилки.
3. Автоматическая защита и сигнализация, предохраняющие сушильный агрегат от аварии. Обычно в таких случаях используют автоматические сигнализаторы, при их установке в нескольких сушилках делают один звуковой сигнал. В схеме предусматривается кнопка для прекращения звукового сигнала и возможности его последующего включения, если в этот же момент, когда еще не ликвидирована авария в первой камере, повысится температура в какой-либо другой камере. При наличии автоматического регулирования термосигнализацию в ряде случаев не устраивают.
4. Автоматическая блокировка, обеспечивающая включение и выключение группы вспомогательных механизмов и органов управления (задвижек, вентилей, заслонок и т. п.) с определенной последовательностью, требующейся по технологическому процессу. Такой блокировкой, например в малярных сушилках, являются автоматическое выключение подачи газа к горелкам, переключение газов из топки на дымовую трубу и остановка конвейера сушимых материалов, если произойдет аварийная остановка дутьевого вентилятора.
2.2 Технологические основы регулирования сушилок с кипящим слоем
В промышленных сушильных установках КС тепловое равновесие между газообразным теплоносителем и материалом слоя устанавливается уже на небольшом расстоянии от газораспределительной решетки. В результате температуры покидающих слой газов и материала практически равны между собой независимо от начальной температуры теплоносителя и интенсивности подвода тепла в слой. Эта концепция позволяет рассматривать регулирование температуры слоя в аппаратах КС как постоянное и непрерывное поддержание равновесия между приходом тепла с теплоносителем и его расходом на нагревание материала и испарение воды при заданных условиях сушки. Нарушение теплового баланса в объекте в результате возмущающих воздействий вызывает изменение выходных параметров.
2.3 Регулирование процессов в сушилках с КС
Характерной особенностью таких сушилок является малая тепловая инерция и связанные с этим большие скорости изменения параметров, что часто делает невозможным управление процессом вручную. Температура в кипящем слое довольно точно характеризует конечную влажность материала, так что, регулируя температуру слоя, можно обеспечить требуемое значение показателя эффективности. На практике осуществляют два способа регулирования температуры слоя: изменением загрузки влажного материала и изменением расхода сушильного агента.
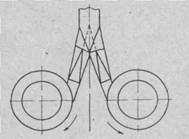
При использовании первого способа может автоматически увеличиться производительность сушилки (в случае уменьшения начальной влажности материала). Однако в этом случае между сушилкой и предыдущим технологическим аппаратом должен быть помещен промежуточный бункер, что нежелательно, а часто и просто недопустимо (из-за тенденции влажного материала к свободообразованию и зависанию в бункере). Схема автоматического управления работой такой сушилки (рис. 2.1, а) включает в себя узлы регулирования соотношения расходов топлива и первичного воздуха, температуры сушильного агента на входе в сушилку, расхода сушильного агента, температуры кипящего слоя, уровня кипящего слоя и разрежения в сушилке.
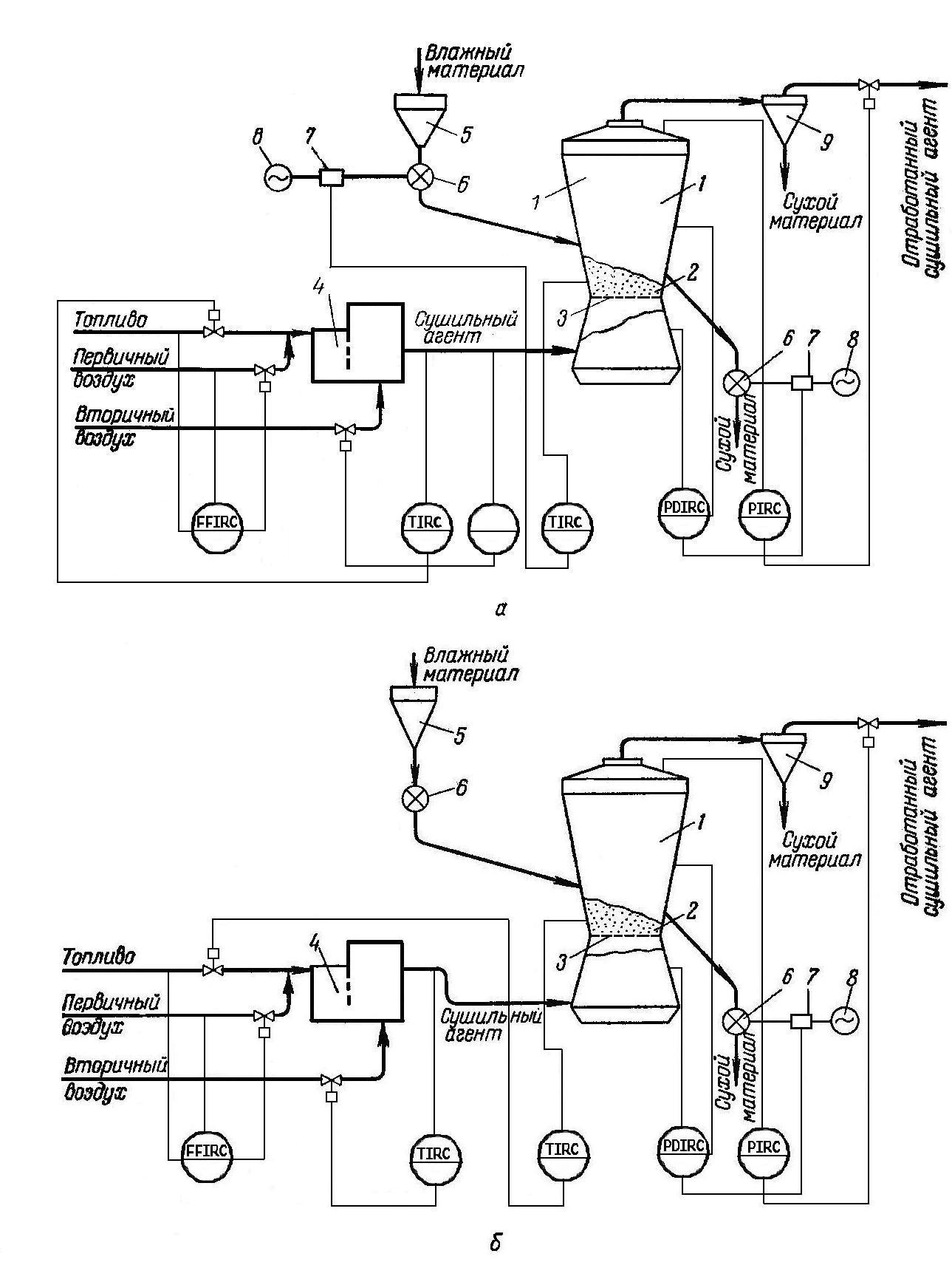
Рисунок 2.1 - Схема регулирования процесса в сушилках с кипящим слоем:
а — регулирование температуры изменением подачи сырого материала; б —регулирование температуры изменением расхода сушильного агента; 1 — сушилка; 2 — кипящий слой; 3 — решетка; 4 — топка; 5 — промежуточный бункер; 6 — питатели; 7 — вариаторы; 8 —электродвигатели; 9 — циклон
Регулирование уровня слоя обеспечивает определенное время пребывания материала в сушилке и исключает унос материала с сушильным агентом. При этом достигается постоянное гидродинамическое сопротивление слоя и оптимальный аэродинамический режим процесса сушки. Регулирование уровня слоя осуществляется с помощью регулятора перепада давлений под решеткой и в верхней части аппарата; регулирующее воздействие вноситься путем изменения расхода материала, выводимого из сушилки. Регуляторы температуры слоя и перепада давления воздействуют на вариаторы 7, изменяющие скорость вращения барабанов лопастных питателей 6.
При использовании второго способа регулирования температуры слоя регулирующее воздействие вносится изменением расхода топлива, температура сушильного агента на входе в сушилку регулируется изменением расхода вторичного воздуха (рис. 2.1, б).
Похожие работы

... приходящаяся на одну опору: Роп = 7367/4 = 1842 Н.(4.1.8.7) Принимаем опоры по ГОСТ 26296-84 с допускаемой нагрузкой 0,0063 МН. 5. СИСТЕМА АВТОМАТИЗАЦИИ Установка для переработки отходов слюдопластового производства может быть полностью автоматизирована. В данной части дипломной работы подробно рассмотрена автоматизация сушилки кипящего слоя и вспомогательного оборудования. При ...
... , подаваемой в ИП скруббер. В сочетании с относительной скоростью газа в сечении камеры он обеспечивает расчетный режим очистки. 2.4 Получение гидроизоляционного кровельного материала из отходов переработки хлопка Важным вопросом в процессе контроля и организации очистки запыленного воздуха, выбрасываемого в атмосферу является проблема утилизации выделенных в процессе газовой очистки так ...
0 комментариев