Министерство Образования Российской Федерации
Рязанская Государственная Радиотехническая Академия
Кафедра ТРЭА
Станочное приспособление
Реферат
по курсу
"Проектирование технологической оснастки"
Выполнил: Соловьев В. А.
студент гр.050
Проверил: Коваленко В. В.
доцент каф. ТРЭА
Рязань, 2003
Содержание
Введение
Основные элементы приспособлений
Типовые базирующие элементы приспособлений
Данные по проектированию технологической оснастки
Принципы установки заготовок к установочным элементам
Погрешности установки заготовок в приспособлениях
Требования, предъявляемые к зажимным устройствам
Корпусы приспособлений
Заключение
Список литературы
Введение
Технологическая оснастка является важнейшим фактором успешного осуществления технического прогресса в машиностроении. Затраты на изготовление технологической оснастки приблизились к затратам на производство металлорежущих станков. Задача повышения эффективности и качества технологической оснастки стала одной из важнейших народнохозяйственных проблем.
Значительные трудовые и материальные затраты определяются тем, что технологическая оснастка оказывает влияние на производительность труда, качество и сокращение сроков освоения производства новых изделий.
Технологическая оснастка способствует повышению производительности труда в машиностроении и ориентирует производство на интенсивные методы его ведения. На предприятиях машиностроения до 90% организационно-технологических мероприятий, направленных на обеспечение роста производительности труда рабочих-станочников, связано либо с изменением конструкций, либо с изготовлением новых видов инструментов и приспособлений.
Применение технологической оснастки, особенно переналаживаемого типа не только обеспечивает, но и расширяет технологические возможности как универсальных, так и станков с ЧПУ, гибких производственных модулей и робототехнических систем.
Повышение производительности труда при применении технологической оснастки обеспечивается следующим:
1. сокращением вспомогательного времени на установку и закрепление заготовки в приспособлении;
2. интенсификацией режимов резания за счет увеличения прочности, жесткости и виброустойчивости приспособлений;
станочное приспособление зажимное устройство
3. сокращением объема пригоночно-слесарных работ при сборке изделий за счет применения технологической оснастки повышенной точности;
4. расширением многостаночного обслуживания станков с ЧПУ путем обработки группы деталей, установленной в многоместном приспособлении. Многостаночное обслуживание применяют, как правило, на операциях, имеющих длительный цикл, осуществляемый в автоматическом режиме. При изготовлении деталей, имеющих короткое время обработки, целесообразно применять многоместные приспособления на станках с ЧПУ.
Длительность цикла изготовления оснастки средней сложности достигает 75 дней.
Повышение режимов работы современных станков и механизмов, их качества, надежности и долговечности связано с ужесточением требований к точности деталей машин и механизмов.
Точность механической обработки в значительной степени зависит от станочной оснастки. При обработке заготовки методом пробных проходов точность детали зависит в основном от квалификации рабочих.
Основные элементы приспособлений
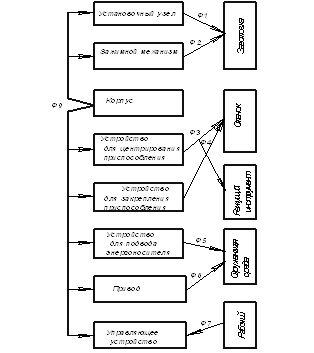
Конструкции всех станочных приспособлений основываются на использовании типовых элементов, которые можно разделить на следующие группы:
· установочные элементы, определяющие положение детали в приспособлении;
· зажимные элементы - устройства и механизмы для крепления деталей или подвижных частей приспособлений;
· элементы для направления режущего инструмента и контроля его положения;
· силовые устройства для приведения в действие зажимных элементов (механические, электрические, пневматические, гидравлические);
· корпуса приспособлений, на которых крепят все остальные элементы;
· вспомогательные элементы, служащие для изменения положения детали в приспособлении относительно инструмента, для соединения между собой элементов приспособлений и регулирования их взаимного положения.
Установочные детали приспособлений, несущие установочные поверхности заготовок, применяются в виде опорных штырей, пластин, призм, установочных пальцев и др. В установочную систему приспособлений входят также ориентирующие или центрирующие устройства и механизмы опор.При базировании заготовок плоскими поверхностями установочные элементы выполняются в виде опорных штырей и пластин.
Для базирования заготовок цилиндрической формы применяют установочные призмы, а при базировании по отверстию - установочные пальцы.
Ориентирующие и самоцентрирующие устройства позволяют при установке в приспособлении заготовок ориентировать их по плоскостям симметрии. В этих случаях приспособления имеют не только центрирующие, но и зажимные устройства.Зажимные элементы должны обеспечивать надежный контакт обрабатываемой заготовки с установочными элементами и препятствовать ее смещению под действием возникающих при обработке усилий. Они не должны вызывать деформации и порчи поверхности деталей.
Элементы, основанные на использовании клина, винта, эксцентрика, рычага шарнира и т.п. называют зажимами.
Применяют и комбинированные зажимные механизмы.
Элементы для направления режущего инструмента используются при изготовлении деталей на сверлильных и расточных станках. Направление инструмента обеспечивается неподвижными или вращающимися кондукторными втулками. Неподвижные кондукторные втулки бывают постоянные, сменные, быстросменные и специальные.
Силовые устройства служат в качестве усилительных звеньев зажимных механизмов. Силовые устройства бывают пневматического, гидравлического и магнитного действия.
Делительные, фиксирующие и вспомогательные элементы используются в приспособлении для правильного углового или линейного перемещения деталей и их фиксации.
К вспомогательным элементам приспособлений относят выталкиватели, защелки, замки, ручки и т.п. части.
Корпусные элементы приспособлений являются основной частью приспособлений, на которой крепят все остальные элементы. Они воспринимают все усилия, действующие на деталь при ее закреплении и обработке.
При конструировании корпусов приспособлений учитывают удобства установки и зажима обрабатываемой детали, удобство подвода инструментов и удаления стружки, а также условия, обеспечивающие точность их установки и закрепления на станке.
Корпуса приспособлений делают литыми из чугуна, сварными из стали или сборными из отдельных элементов, скрепляемых болтами.
Типовые базирующие элементы приспособленийБазирующими элементами приспособлений называются детали и механизмы, обеспечивающие правильное и однообразное расположение заготовок относительно инструмента.
Длительное сохранение точности размеров этих элементов и их взаимного расположения является важнейшим требованием при конструировании и изготовлении приспособлений. Соблюдение этих требований предохраняет от брака при обработке и сокращает время и средства, затрачиваемые на ремонт приспособления. Поэтому для установки заготовок не допускается непосредственное использование корпуса приспособления.
Базирующие или установочные элементы приспособления должны обладать высокой износоустойчивостью рабочих поверхностей и поэтому изготовляются из стали и подвергаются термической обработке для достижения необходимой поверхностной твердости. В частности могут быть рекомендованы хромистая сталь 20Х или конструкционная углеродистая сталь 20 с цементацией рабочих поверхностей на глубину 0,8-1,2 мм с последующей закалкой до твердости HRC 58-62.
В корпусе приспособления эти элементы должны располагаться так, чтобы обеспечивалась возможность легкой и быстрой замены их в случае износа или повреждения. Рабочие поверхности базирующих деталей для сохранения их в чистоте и в целях более надежного прилегания к ним заготовок должны быть сплошными по всей установочной поверхности обрабатываемой детали.
При установке заготовка опирается на установочные элементы приспособлений, поэтому эти элементы называют опорами. Опоры можно разделить на две группы: группу основных и группу вспомогательных опор.
Основными опорами называются установочные или базирующие элементы, лишающие заготовку при обработке всех или нескольких степеней свободы в соответствии с требованиями к обработке
Для придания заготовке по возможности устойчивого положения на основных опорах, последние следует располагать на максимальном расстоянии друг от друга, причем так, чтобы силы резания или зажима приходились либо против опор, либо между ними.
Во избежание деформаций заготовок, закрепленных в приспособлении, к основным опорам применяют еще и дополнительные, вспомогательные опоры. Количество их в конструкции может быть самим разнообразным, так как определяется оно условиями обработки, жесткостью и конфигурацией детали.
В качестве основных опор для установки заготовок плоскими поверхностями в приспособлениях часто используются штыри и пластины.
Штыри применяются с плоской, сферической и насеченной головкой. Штыри с плоской головкой предназначены для установки заготовок обработанными плоскостями, вторые и третьи для установки необработанными поверхностями, причем штыри со сферической головкой, как более изнашивающиеся, применяются в случаях особой необходимости, например, при установке заготовок узких деталей необработанной поверхностью для получения максимального расстояния между опорными точками. Штыри с насеченной головкой используют для установки деталей по необработанным боковым поверхностям, вследствие того, что они обеспечивают более устойчивое положение заготовки и поэтому в некоторых случаях позволяют использовать меньшее усилие для ее зажима.
При использовании таких штырей в качестве горизонтальных опор следует учитывать трудности их очистки от стружки.
В приспособлении штыри обычно устанавливают с посадкой с натягом по 7 квалитету точности в отверстия, обработанные непосредственно в корпусе, опорные площадки на корпусе для головок штырей делают слегка выступающими для обеспечения возможности одновременной их обработки в одной плоскости. Иногда в отверстие корпуса приспособления запрессовывают переходные закаленные втулки в которые штыри входят с посадкой с небольшим зазором по 7 квалитету. Применение переходных втулок вызывается стремлением свести до минимума время, потребное на ремонт приспособления, путем использования взаимозаменяемых опор без шлифования их торцов при сборке.
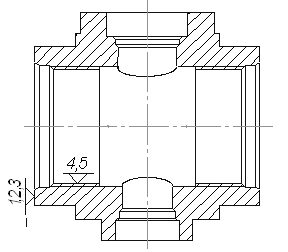
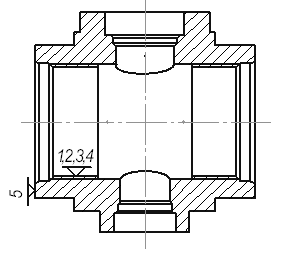
Для облегчения передвижения заготовки по штырям с плоской головкой и для безопасности удаления стружки вручную на головке такого штыря делают фаску под углом 450. Такая же фаска должна быть и на нижнем торце любого штыря, чтобы облегчить посадку его в отверстие корпуса.
Данные по проектированию технологической оснасткиНаименование и заводской номер детали для которой проектируется приспособление: 735321, корпус;
Назначение детали: применяется в станках, в приспособлениях, различных механических и электронных устройствах;
Содержание обработки в приспособлении: фрезеровать верхнюю кромку;
Годовой объем выпуска продукции: 2000000;
Сведения о характере производства: массовое;
Наименование предприятия, на котором выполняется обработка: Рязанский станкостроительный завод (РСЗ);
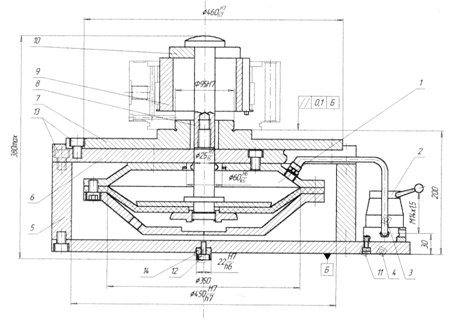
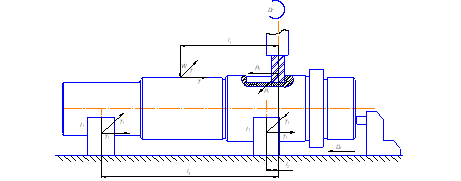
Краткий обзор приспособления: горизонтальный фрезерующий станок (аналог консольно-фрезерного станка) модель 6Р82Ш, но с закрепленным фрезером внизу (под закрепляющим деталь столом). Так деталь представляет собой ленту, спаянную в форме прямоугольника, то базовая закрепляющая поверхность огибает всю поверхность детали, и при большом выпуске деталей, при положении ее под фрезером базовые колодки будут быстро засоряться;
Исходные данные при проектировании:
Материал, вид термической обработки, твердость обрабатываемых поверхностей детали: среднеуглеродистая сталь 45 применяют после нормализации, улучшении и поверхностной закалки для самых разнообразных деталей во всех отраслях машиностроения (распределительных валов, шпинделей, фрикционных дисков, штоков, траверс, плунжеров и т.д.). Это сталь в нормализованном состоянии по сравнению с низкоуглеродистыми имеют более высокую прочность при более низкой пластичности. Сталь в отожженном состоянии достаточно хорошо обрабатывается резанием. Прокаливаемость стали невелика. В таблице 1 приведены различные характеристики для этой стали:
Таблица 1
| Марка стали | Содержание углерода, % | Механические свойства (не менее) | |||
| 45 | 0,42-0,5 | sв | s0,2 | d | y |
| Кгс/мм2 | % | ||||
| 61 | 36 | 16 | 40 | ||
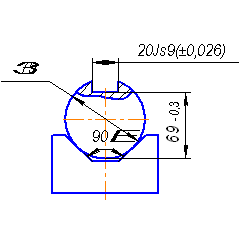
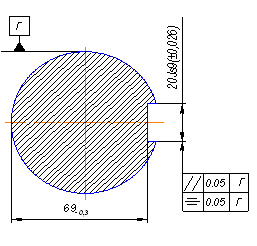
Характеристика обрабатываемых поверхностей: протяженность, размеры, расположение см. в задание курсового проекта;
Требование к точности: ±0,1;
Требование к шероховатости: 0,8;
Масса и габаритные размеры детали: 100*80*40;
Сведения о заготовке, поступившей на данную операцию механической обработки
Виды предшествующей и предстоящей обработки: разрезание прутка прямоугольного сечения 80*100 толщиной 5 мм;
Базы и их состояние: базовой поверхностью является поверхность по которой осуществляется резание прутка;
Величины припусков: 0,5 мм;
Сведения о станке, на котором выполняется обработкаМодель станка: 6РШ82;
Присоединительные размеры поверхности, на которую будет установлено приспособление: стол размером 800*300;
Направление фрезера: горизонтальное;
Мощность привода главного движения: 2000 Вт, 1430 об/мин.
Материал корпуса: сталь 20Х - сварной.
Требуемая точность обработки обеспечивается определенным положением заготовки относительно режущего инструмента. Положение заготовки при обработке, как и любого твердого тела в пространстве, характеризуется шестью степенями свободы, определяющими возможность перемещения и поворота заготовки относительно трех координатных осей. При полном ориентировании заготовка лишается всех степеней свободы; при неполном - числа степеней свободы меньше шести.
Установку заготовок выполняют, осуществляя плотный контакт базовых поверхностей с установочными элементами приспособления, жестко закрепленными в его корпусе. Это обеспечивается приложением к заготовке соответствующих сил закрепления. Для полной ориентации заготовки число и расположение опор должно быть таким, чтобы при соблюдении условия неотрывности баз от опор (т.е. при сохранении плотного и неподвижного контакта между ними) заготовка не могла сдвигаться и поворачиваться относительно координатных осей. При выполнении условия неотрывности заготовка лишается всех степеней свободы.
Число опор (точек), на которые устанавливают заготовку, не должно быть больше шести (правило 6 точек). Для обеспечения устойчивого положения заготовки в приспособлении расстояние между опорами следует выбирать возможно большим; при установке заготовки на опоры не должен возникать опрокидывающий момент. С увеличением расстояния между опорами уменьшается влияние погрешностей формы базовых поверхностей на положение заготовки в приспособлении.
Принципы установки заготовок к установочным элементамЧисло и расположение элементов должно обеспечить ориентацию заготовки согласно принятой в технологическом процессе схеме базирования и достаточную ее устойчивость в приспособлении. При использовании необходимых баз с параметром шероховатости поверхности Rа>20мкм установочные элементы следует выполнять с ограниченной опорной поверхностью для уменьшения влияния неровностей этих баз на устойчивость заготовки. Установочные элементы не должны портить базовые поверхности, особенно те, которые не подвергаются повторной обработке. Установочные элементы должны быть жесткими. Их жесткость повышают, улучшая качество сопряжения элементов с корпусом приспособления, применяя шабрение или шлифование поверхностей стыков, а также сильно прижимая элементы к корпусу приспособления крепежными деталями.
Износостойкость опор повышают, изготовляя их из сталей (У8А, 45, 20, 20Х) с последующей термической обработкой до твердости HRC 55-60. Изнашивание опор можно уменьшить хромированием их несущих поверхностей и наплавкой твердым сплавом, а также шлифованием поверхностей до получения Rа=0,63¸0,32 мкм. Для ускорения ремонта приспособления установочные элементы выполняют легкосменными, что особенно важно при массовом производстве.
Погрешности установки заготовок в приспособлениях
Погрешность установки e, как одна из составляющих общей погрешности выполняемого размера, суммируется из погрешностей базирования eб, закрепления eз и погрешности положения заготовки, вызываемой неточностью приспособления eпр. По своему физическому смыслу величина e выражает погрешность положения заготовки.
Погрешность базирования: называют отклонение фактического положения заготовки от требуемого. Оно возникает при несовмещении измерительной и технологической баз заготовки: положение измерительных баз отдельных заготовок в партии будет различным относительно обрабатываемой поверхности. Погрешность базирования представляет собой расстояние между предельными положениями проекций измерительной базы на направление выполняемого размера. Величина e не является абстрактной, она относится к выполняемому размеру при данной схеме установки и поэтому должна иметь индекс соответствующего размера.
Погрешность базирования влияет на точность выполнения размеров (кроме диаметральных и размеров, связывающих поверхности, одновременно обрабатываемые одним инструментом или одной инструментальной наладкой), на точность взаимного положения поверхностей и не влияет на точность формы последних. Для уменьшения погрешности базирования следует совмещать технологические и измерительные базы, выбирать рациональные размеры и расположение установочных элементов, устранять или уменьшать зазоры при посадке заготовки на охватываемые или охватывающие установочные элементы.
Погрешность закрепления: заготовки eз представляет собой разность наибольшей и наименьшей проекций смещения измерительной базы на направление выполняемого размера при приложении к заготовке силы закрепления. Для партии заготовок погрешность закрепления равна нулю, если величина смещения постоянна; при этом поле допуска выполняемого размера не изменяется, его положение корректирует настройкой станка.
Сила закрепления должна надежно прижимать заготовку к опорам приспособления. При неправильной схеме закрепления, когда это условие не обеспечивается, часто происходит поворот или смещение заготовки на значительную величину от исходного положения. Такое смещение вызывается неправильной схемой установки
Погрешность закрепления, как и погрешность базирования, не влияет на точность диаметров и размеров, связывающих обрабатываемые при данном установе поверхности, а также на точность формы обрабатываемых поверхностей.
Погрешность положения заготовки: eпр вызываемая неточностью приспособления, определяется погрешностями при изготовлении и сборке его установочных элементов eус, износом последних eи и ошибками установки приспособления на станке eс.
Составляющая eус характеризует неточность положения установочных элементов приспособления. При использовании одного приспособления это - систематическая постоянная погрешность, которую частично или полностью устраняют настройкой станка.
Требования, предъявляемые к зажимным устройствам
Эти устройства должна быть надежными в работе, просты по конструкции и удобны в обслуживании; не должны деформировать закрепляемые заготовки и портить их поверхности; закрепление и открепление заготовок должно быть с минимальной затратой сил и времени; они должны обеспечивать равномерный зажим заготовок, особенно в многоместных приспособлениях; зажимные устройства не должны сдвигать заготовку при ее закреплении и по возможности воспринимать силы резания. Последним следует противопоставлять жесткие установочные элементы приспособления. Место приложения сил закрепления выбирают по условию наибольшей жесткости и устойчивости крепления и минимальной деформации заготовки. Для повышения точности обработки предпочтительны устройства, обеспечивающие постоянную силу закрепления.
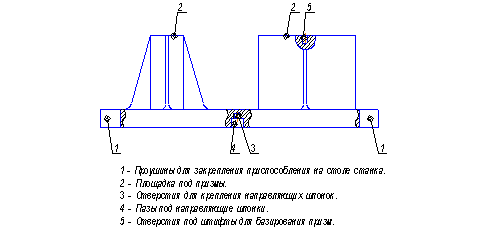
Корпусы приспособленийКорпус является базовой деталью, объединяющей элементы приспособления; на корпусе монтируют установочные элементы, зажимные устройства, детали для направления инструмента, а также вспомогательные детали и механизмы. Корпус воспринимает силы обработки и закрепления заготовки. Корпус приспособления должен быть жестким и прочным при минимальной массе, удобным для очистки от стружки и отвода охлаждающей жидкости; обеспечивать быструю и удобную установку и съем заготовок; обеспечивать установку и закрепление приспособления на станке без выверки (для этого предусматривают направляющие элементы - пазовые шпонки и центрирующие бурты). Корпус должен быть прост в изготовлении, обеспечивать безопасность работы (недопустимы острые углы и малые просветы между рукоятками и корпусом, могущие вызвать защемление рук рабочего).
Корпусы передвижных или кантуемых приспособлений для сверления должны быть устойчивыми при разных положениях на столе станка: на всех позициях обработки центр тяжести приспособления не должен выходить за пределы опорных элементов корпуса.
Передвижные и кантуемые корпусы выполняют с литыми или вставными ножками, ограничивающими контакт со столом станка. Размеры и конфигурация ножек в плане должны быть такими, чтобы при любом положении корпуса они перекрывали Т-образные пазы стола. Для лучшего отвода охлаждающей жидкости и удаления стружки необходимо предусматривать наклонные поверхности и избегать углублений и труднодоступных мест.
Корпус на столе станка крепят с помощью болтов, заводимых в Т-образные пазы стола. В серийном производстве, когда на одном и том же станке периодически выполняют различные операции, крепление корпуса должно быть удобным и быстродействующим.
В приспособлениях для сверления заготовок с нескольких сторон корпус нередко выполняют в виде коробки.
Для изготовления корпусов обычно применяют серый чугун СЧ12 и сталь Ст3, в отдельных случаях (для корпусов поворотных приспособлений) - легкие сплавы на алюминиевой основе, а также магниевые сплавы, имеющие малую плотность 1,8, что облегчает перемещение тяжелых или поворотных приспособлений.
Корпусы приспособлений изготовляют литьем, сваркой, ковкой, резкой, используя сортовой материал (прокат), а также сборкой из элементов на винтах или с гарантированным натягом. Литьем выполняют преимущественно корпусы сложной конфигурации; сроки их изготовления довольно длительны. Сваркой также можно получать корпусы сложных конфигураций, сроки и стоимость их изготовления могут быть значительно снижены. Применяя усиливающие ребра, уголки, косынки, можно получать вполне жесткие корпусы. Стоимость сварных корпусов может быть вдвое ниже стоимости литых, а масса их уменьшена до 40%. Элементы сварного корпуса размечают и вырезают из сортового материала газовым резаком. Кромки под сварку обрабатывают на станках или газовым резаком. Литье корпусов может оказаться выгодным при изготовлении нескольких одинаковых корпусов. Для сокращения сроков и снижения стоимости подготовки производства следует расширять применение сварных корпусов, особенно корпусов крупных размеров.
Ковкой и резкой сортового материала получают корпусы простых конфигураций и небольших размеров. Лишние объемы металла (напуски) снимают при последующей механической обработке заготовки. Для корпусов сложных конфигураций эти методы могут оказаться нерентабельными, а вынужденное упрощение конструкции приводит у утолщению стенок и увеличению массы детали.
Корпусы приспособлений простейших конструкций выполняют в виде единой базовой детали различной конфигурации. Корпусы сложных приспособлений представляют собой сборную конструкцию. Ее элементы могут быть выполнены литьем, сваркой или из сортового проката. Выбор варианта определяется условиями эксплуатации приспособления, сроками, себестоимостью и технологией его изготовления.
Заключение
В результате выполнения данного курсового проекта были изучены методы проектирования и разработки технологической оснастки в соответствии с данными технического задания. Был произведен анализ работы приспособления, схемы базирования и закрепления заготовки, расчет параметров зажимного устройства.
В ходе курсового проектирования была проведена конструкторская разработка станочного приспособления, результаты которой представлены в Приложении. Для моделирования был использован пакет инженерной графики AutoCAD 2000.
Список литературы
1. Корсаков В.С. Основы конструирования приспособлений. Учебник для вузов. - М.: Машиностроение, 1983.
2. Ефимов Н.Е. Приспособление устройств. - М.: Наука, 1965.
3. Смирнов В.И., Привалов И.И. Приспособления - Машиностроение, 1980.
Похожие работы
... усовершенствована методика их расчета, разработаны различные приводы с элементами, повысившими их эксплуатационную надежность.1. Проектирование станочного приспособления 1.1. Техническое задание Спроектировать установочно-зажимное приспособление под детали типа "Валы" для операции сверление отверстия на вертикально-сверлильном станке модели 2Н118А в условиях серийного производства; - ...
... представлено для максимального момента Мз: М3 х К=f x W x C Откуда сила закрепления: Н Сила закрепления - максимальная из определенных выше W = 33850Н В качестве привода станочного приспособления выбираем мембранную пневмокамеру одностороннего действия с резиновой мембраной 8 Расчет детали на прочность Рассчитываю на прочность деталь шток, на которую одета прижимная шайба.Диаметр ...
... ГОСТ 4543-71 д, % , % КСИ, HRC HB 490 600 16 45 59 - 212-248 1.2 Технологический процесс изготовления детали (маршрутный) Деталь обрабатывается на операциях: 010 Токарная операция 020 Токарная операция 030 Токарная операция 040 Фрезерная операция 050 Сверлильная операция 1.3 Описание технологической операции 020 Токарная операция ...
... полость гидроцилиндра, толкатель отходит назад, тянет за собой прихват и отжимает вал. Заключение В результате проделанной работы нами разработано приспособление для обработки шпоночных пазов на вертикально - фрезерном станке 6Р12. Простота конструкции, использование типовых и стандартных деталей и узлов существенно облегчает изготовление приспособление, а использование гидравлического ...
0 комментариев