Навигация
Проектирование станочных приспособлений
20897
знаков
5
таблиц
7
изображений
Министерство образования и науки Украины
Сумской государственный университет
Технология машиностроения
Обязательное домашнее задание
по дисциплине:
«Проектирование станочных приспособлений»
Выполнил: Куманцев А.О.
№ зачетки 03010058
Студент гр. ТМ-31
Проверил: Кушниров П.В.
Сумы 2007
Содержание
Введение 1.Обоснование необходимости создания приспособления. 2. Уточнение цели технологической операции2.1 Определение количественных и качественных результатов выполнения операции
2.1.1 Точность размеров
2.1.2 Точность формы
2.1.3 Точность расположения поверхностей
2.1.4 Степень шероховатости обрабатываемых поверхностей
2.2 Выяснение количественных и качественных данных о заготовке, поступающей на операцию
2.2.1 Точность размеров
2.2.2 Точность формы
2.2.3 Точность расположения поверхностей
2.2.4 Степень шероховатости
3. Определение условий, в которых будет изготавливаться и эксплуатироваться проектируемое приспособление
4. Составление перечня реализуемых функций
5.Разработка и обоснование схемы базирования
5.1 Выбор установочной базы
5.2 Выбор двойной опорной базы
6. Построение функциональной структуры и общей компоновки приспособления
7. Разработка и обоснование схемы закрепления
7.1 Анализ структуры полей уравновешивающей сферы
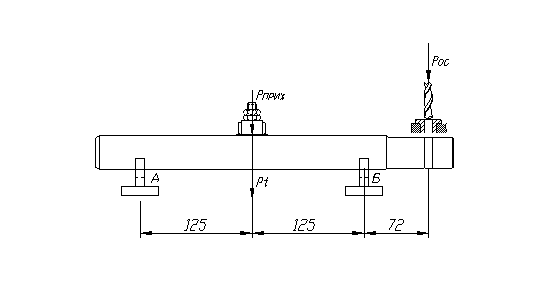
7.2 Расчет сил закрепления и основных параметров приспособления
7.3. Определение силы закрепления 8. Расчет детали на прочность9. Точностной расчет приспособления
10.Описание устройства и принципа действия приспособления
Список литературы
Приложение А. Чертёж приспособления
Введение
Интенсификация производства в машиностроении неразрывно связана с техническим перевооружением и модернизацией производства на базе применения новейших достижений науки и техники. Техническое перевооружение, подготовка производства новых видов продукции машиностроения и модернизация средств производства неизбежно включают процессы проектирования средств технологического оснащения и их изготовления.
В общем объёме средств технологического оснащения примерно
50 % составляют станочные приспособления. Применение станочных приспособлений позволяет:
1) надежно базировать и закреплять обрабатываемую деталь с сохранением её жесткости в процессе обработки;
2) стабильно обеспечивать высокое качество обрабатываемых деталей при минимальной зависимости качества от квалификации рабочего;
3) повысить производительность и облегчить условия труда рабочего в результате механизации приспособлений;
4) расширить технологические возможности используемого оборудования.
Для эффективного использования станков и станочных приспособлений предъявляется ряд требований.
Для обеспечения высокой точности обработки заготовок приспособления должны быть выполнены с высокой точностью. Погрешности базирования и закрепления должны быть сведены к минимуму. Конструкция приспособления не должна быть наиболее податливым звеном системы станок-приспособление-инструмент - деталь, чтобы использовать полную мощность станка на черновых операциях и обеспечивать высокую точность на чистовых операциях. Приспособление должно обеспечивать хорошую инструментальную доступность, т.е. возможность подхода инструмента к как можно большему количеству поверхностей заготовки. Приспособления должны обеспечивать сокращение времени зажима-разжима заготовки. Для сокращения времени переналадки станков приспособления должны обеспечивать возможность их быстрой смены или переналадки.
Обязательное домашнее задание содержит в себе: пояснительную записку, чертеж общего вида приспособления, спецификацию, чертеж обрабатываемой детали. Документация соответствует стандартам ЕСКД.
1 Обоснование необходимости создания приспособления. Выбор системы приспособления
Требуется спроектировать приспособление для обработки четырех отверстий ![]() под М6 и отверстия
под М6 и отверстия ![]() (операция 130).
(операция 130).
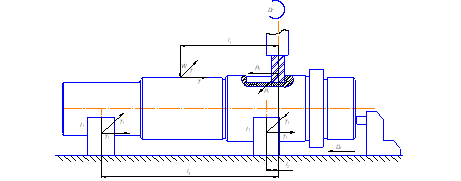
В настоящее время заготовка обрабатывается на сверлильно-фрезерном-расточном станке с ЧПУ 6904ВМФ2 с использованием прихватов и кондуктора. Применение специализированного приспособления (ПР), позволит снизить трудоемкость обработки на данной операции, уменьшить штучное время, повысить стабильность точностных параметров операции.
2 Уточнение цели технологической операции
2.1 Определение количественных и качественных результатов
выполнения операции
2.1.1 Точность размеров
Точность обработки – это соответствие обработанных поверхностей требованиям чертежа, которые ограничены четырьмя факторами:
- соблюдение размерной точности;
- соблюдение требований шероховатости поверхности;
- соблюдение допусков формы и взаимного расположения поверхностей;
- соблюдение требуемой твёрдости поверхностей.
Требуемая точность поверхностей достигается благодаря использованию достаточного количества стадий обработки, грамотному подбору оборудования, режущего инструмента, жёсткому закреплению деталей. По точности все поверхности детали можно условно разделить на три группы: грубые, средней точности и точные.
На данной операции должны формироваться четыре отверстия ![]() под М6 и отверстие
под М6 и отверстие ![]() .
.
4 отверстия М6-7Н располагаются под углом 90![]() , что не указано на чертеже и на расстоянии 40
, что не указано на чертеже и на расстоянии 40![]() мм и 48
мм и 48![]() мм между собой. Эти размеры и допуски на них поставлены не верно. Согласно ГОСТ 25346-82 допуск на линейный размер 40 мм равен 390 мкм, что соответствует 13 квалитету точности. Также согласно ГОСТ 25346-82 допуск на линейный размер 48 мм равен 160 мкм, что соответствует 11 квалитету точности.
мм между собой. Эти размеры и допуски на них поставлены не верно. Согласно ГОСТ 25346-82 допуск на линейный размер 40 мм равен 390 мкм, что соответствует 13 квалитету точности. Также согласно ГОСТ 25346-82 допуск на линейный размер 48 мм равен 160 мкм, что соответствует 11 квалитету точности.
Шероховатость Ra под эти отверстия 3,2 мкм.
По ГОСТ 25346-82 для отв. М6-7Н Т=12 мкм.
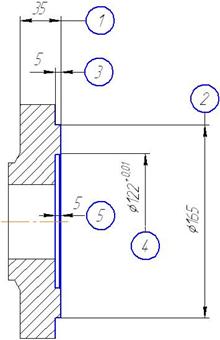
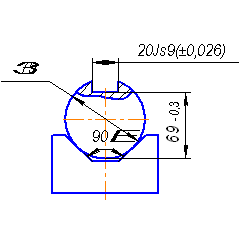
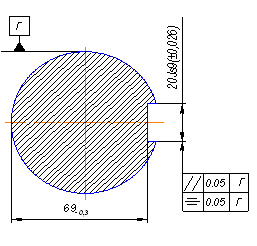
Отверстие ![]() расположено под углом 450 на расстоянии R=20,5 мм относительно центра поверхности
расположено под углом 450 на расстоянии R=20,5 мм относительно центра поверхности ![]() мм.
мм.
На чертеже указано отклонение ![]() , что согласно системе предельных отклонений основных отверстий по ГОСТ 25346-82 в действительности отвечает ІТ 9, где Т=30 мкм.
, что согласно системе предельных отклонений основных отверстий по ГОСТ 25346-82 в действительности отвечает ІТ 9, где Т=30 мкм.
Допуск на длину отв. М6-7Н на чертеже не указан. Берем его из технических требований по 14 квалитету из ГОСТ 25346-82. Для L=12 мм Т=430 мкм.
Допуск на длину отв. ![]() на чертеже тоже не указан. Берем его из технических требований по 14 квалитету из ГОСТ 25346-82. Для L=8 мм Т=360 мкм.
на чертеже тоже не указан. Берем его из технических требований по 14 квалитету из ГОСТ 25346-82. Для L=8 мм Т=360 мкм.
Похожие работы
... усовершенствована методика их расчета, разработаны различные приводы с элементами, повысившими их эксплуатационную надежность.1. Проектирование станочного приспособления 1.1. Техническое задание Спроектировать установочно-зажимное приспособление под детали типа "Валы" для операции сверление отверстия на вертикально-сверлильном станке модели 2Н118А в условиях серийного производства; - ...
... , на которую проведен прочностной расчет, и наладка на операцию сверления. В процессе проектирования приспособления для сверления поперечного отверстия в детали «Вал шлицевый», изучены и освоены принципы проектирования станочных приспособлений, а также ряд смежных тем, таких как: расчет силовых схем привода; расчет погрешности базирования; расчеты на прочность; расчет сил резания и
... ГОСТ 4543-71 д, % , % КСИ, HRC HB 490 600 16 45 59 - 212-248 1.2 Технологический процесс изготовления детали (маршрутный) Деталь обрабатывается на операциях: 010 Токарная операция 020 Токарная операция 030 Токарная операция 040 Фрезерная операция 050 Сверлильная операция 1.3 Описание технологической операции 020 Токарная операция ...
... полость гидроцилиндра, толкатель отходит назад, тянет за собой прихват и отжимает вал. Заключение В результате проделанной работы нами разработано приспособление для обработки шпоночных пазов на вертикально - фрезерном станке 6Р12. Простота конструкции, использование типовых и стандартных деталей и узлов существенно облегчает изготовление приспособление, а использование гидравлического ...
0 комментариев