Навигация
Общая характеристика предприятия
68334
знака
1
таблица
4
изображения
3.1 Общая характеристика предприятия
На 2010 год ОАО «АвтоВАЗ» производит 70% российских легковых автомобилей и контролирует 42% рынка легковых автомобилей РФ. В 2008 году завод произвел 717 981 тыс. автомобилей, в первом полугодии 2009 года – 335 тыс. автомобилей. Выручка компании в 2008 г. по МСФО (Международная система финансовой отчетности) составила 160,54 млрд руб., чистая прибыль – 4,5 млрд руб.
ОАО «АвтоВАЗ» производит легковые автомобили В, С классов («Калина», семейство «2110», семейство «Самара-2» и др.) и полноприводные легковые автомобили «Нива».
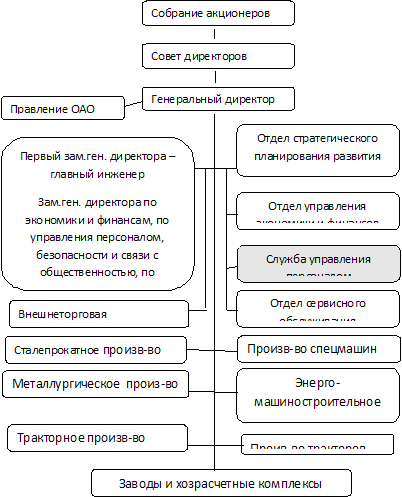
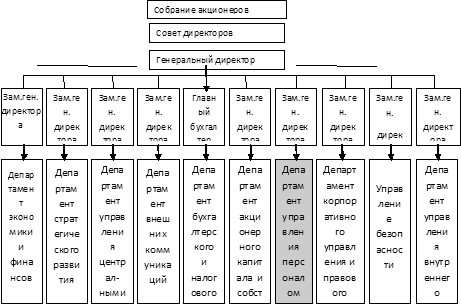
Все производственные мощности сосредоточены на одном заводе в городе Тольятти Самарской области. На этом заводе выполняются все этапы изготовления автомобиля – начиная с получения заготовок (металлургическое производство) и заканчивая сборкой.
Также в состав ОАО «АвтоВАЗ» входят подразделения, обеспечивающие разработку новых моделей автомобилей (департамент технического развития) и подразделения, которые занимаются сбытом и техническим обслуживанием автомобилей.
Впервые о контроллинге заговорили на «АвтоВАЗ» в департаменте технического развития в 2005 году.
Когда было проанализировано состояние проекта «Калина», стало ясно, что без применения новых методов работы его не удастся завершить в 2007 году. Разработка конструкций была далека от завершения, подготовка производства практически не была начата. Даже на «АвтоВАЗ» немногие верили, что проект будет завершен в установленные сроки. Однако успешный запуск автомобиля ВАЗ-1118 «Калина», который состоялся 18 ноября 2007 г. показал, что применение новых методов управления дает значительные и очевидные преимущества.
Под контроллингом в научно-техническом центре ОАО «АвтоВАЗ» понимают систему управления проектом на основе единого информационного пространства для проектной команды. Эта система выполняет следующие основные функции по направлениям:
· получение необходимых данных из единого информационного центра для всех участников проекта;
· подготовка информации для участников проектной команды, которая дает достоверные исходные данные для быстрого принятия решения;
· оперативное и стратегическое планирование работ;
· контроль выполнения планов и решений в реальном режиме времени;
· подготовка предложений для членов команды по изменению организационных методов работ для сокращения сроков и затрат.
Необходимость в выполнении таких функций есть всегда на любом крупном предприятии. Особенно сильно она проявляется при разработке крупных проектов, которые имеют установленные сроки и бюджет. Таким образом, конечно, является разработка конструкций и подготовка нового легкового автомобиля.
На всех этапах проекта указанные выше функции контроллинга остаются неизменными, меняются состав информации и способы ее получения.
Так, например, в 2006-2007 гг. основное внимание было направлено на разработку конструкторской документации ( выдача КД), изготовление прототипов автомобиля ВАЗ-1118, их испытания. Затем постепенно, с началом выпуска быстрых партий, все большее значение стала приобретать подготовка производства – освоение штампованных деталей и других изделий, выдача заключений на внешние комплектующие изделия и тд.
В 2008-2009 гг. акценты сместились в сторону формирования и реализации плана корректирующих действий, бальной оценки качества автомобилей установочной партии. В ходе этих работ исключаются дефекты, выявленные при сборке и приемке автомобилей пилотных партий и установочной партии. Также повышенное внимание было направлено на завершение пусконаладочных работ в комплексе окраски.
Работа ведется по всем направлениям одновременно, но на каждом из этапов развития проекта на приоритетное направление выходит именно та задача, которая определяет успех проекта в целом.
Информация, подготовленная группой контроллинга, позволяет руководителям принимать решения по сокращению сроков или затрат по проекту или, наоборот, по привлечению дополнительных ресурсов для выполнения плана в намеченные сроки. Таким образом, решались проблемы по сокращению сроков испытаний прототипов, сокращению дефицита поставок для изготовления, отставания от плана поставок комплектующих и т.д.
3.2 Анализ системы контроллинга на предприятии
Для реализации задач и функций контроллинга была создана группа, участники которой были отозваны из различных подразделений по приказам, без формирования отдельного структурного подразделения. Это связано со спецификой проектной работы, потому что проект по определению не может продолжаться 10-20 лет, т.е. все работники группы контроллинга проекта «Калина» работают в ней временно.
Поскольку группа контроллинга работает по проекту, то и подчиняется она непосредственно руководителю проекта. Структура проектной команды и группы контроллинга периодически измеряется и утверждается приказами руководителей департамента.
Группа контроллинга собирает информацию и проводит анализ по нескольким показателям работы по проекту.
Первый показатель – соответствие плановых и фактических сроков выполнения определенных этапов работ: начало сборки и главном конвейере, начало сборки пилотных партий в опытно-промышленном производстве и т.д.
Второй показатель – качество собранного автомобиля или прототипа, степень соответствия его узлов и комплектующих выданной КД, соответствие автомобиля требованиям технического задания, российских и международных стандартов.
Третий показатель – себестоимость автомобиля ( плановое значение и фактическое), а также затраты на проект.
Это основные показатели, они должны быть углублены и детализированы. В общей сложности для проекта требуется проводить мониторинг около 30-40 показателей.
Показатели определяются с учетом укрупненных этапов работ по проекту..
Разработка конструкций ведется циклически. Сначала разрабатывается конструкторская документация с литерой Д1, потом изготавливаются прототипы автомобиля, затем проводятся испытания. Как правило, в ходе испытаний выявляется много недостатков конструкции. На следующем цикле (разработка КД с литерой Д2) недостатки устраняются и цикл повторяется еще раз. Всего бывает три или четыре цикла в зависимости от новизны конструкции.
После разработки КД Д3 начинается работа технологов, а работа конструкторов продолжается. Такая совместная работа называется «параллейный инжиринг».
Технологическая подготовка производства делится на два крупных направления _ внутреннее производство и внешние поставки комплектующих изделий. Одним из важнейших этапов поставок является заключение договоров на подготовку производства. Каждое комплектующие изделие проходит полный цикл испытаний в НТЦ «АвтоВАЗ», после получения положительного результата на него выдается заключение о пригодности к поставке на сборку основного производства.
На этапе изготовления прототипов проверяются технология изготовления автомобиля, его собираемость, формируется массив запросов на улучшение качества ( для того чтобы выявленные несоответствия не попали в основное производство).
Объем информации по проекту нового автомобиля очень большой, поэтому при управлении им невозможно обойтись без электронных баз данных. Для примера можно привести следующие цифры. Новый автомобиль ВАЗ-1118 проекта «Калина» состоит из 3300 узлов и деталей, из них 900 – заимствованные от предыдущих моделей. Следовательно, нужно спроектировать, изготовить опытные образцы, провести испытания 2400 новых деталей. Необходимо спланировать разработку, изготовление и поставку для каждой новой детали.
Для того чтобы автомобиль получился качественным, его необходимо испытать на соответствие 318 международным и российским автомобильным стандартам и дополнительно многим другим требованиям потребителей. При этом необходимо измерить и оценить 420 параметров автомобиля в сборе и несколько сотен параметров отдельных узлов и агрегатов.
Чтобы выпускать автомобиль в промышленном масштабе, надо смонтировать 3500 ед. нового оборудования, изготовить 7800 ед. новой оснастки и др. При этом надо вести работу с 80 поставщиками по освоению 560 новых комплектующих изделий.
Если говорить в целом о процессе разработки конструкций и технологии новых автомобилей, то в настоящее время в ОАО «АвтоВАЗ» существуют несколько электронных систем (баз данных) для реализации принципа разработки продукта и процесса в виртуальной среде.
Программы для геометрического моделирования деталей автомобиля. В программе САТIА конструктор разрабатывает трехмерные математические модели детали автомобиля ( в основном кузова и интерьера) и проводит анализ собираемости. Затем математическая модель размещается на сервере, к которому имеют доступ проектировщики оснастки из «АвтоВАЗ» и сторонних компаний-изготовителей оснастки. Чертеж детали выполняется в программе Catia ( в основном кузов) или Autocad ( в основном детали шасси, двигателя).
Программы моделирования технологических процессов. Например, в программе Autoform проводится проверка изготовления деталей кузова. В программе Unigraphics разрабатывается математическая модель поверхности штампа и управляющая программа для станка с числовым программным управлением. Чертеж штампа выполняется на бумажном носителе вручную.
Программы для планирования, координации работ по проекту ( для связывания работ по разработке продукта и технологии). Это несколько систем самостоятельной разработки «АвтоВАЗ», которые связаны между собой.
В службе главного конструктора создана система ЭСКС, которая содержит спецификации (состав) автомобиля.
Для подготовки производства внешних комплектующих используется специализированная информационная система, которая содержит информацию по выдаче технических заданий на оснастку, заключению договоров на подготовку производства, по поставке комплектующих на испытания.
Для внутризаводской подготовки производства есть две системы: «технологические маршруты изготовления» и «заказ и поставка оборудования».
В экономической службе есть электронная система по расчету себестоимости проектируемого автомобиля. Кроме того, для анализа и исключения дефектов автомобиля применяется электронная система, в которой содержатся запросы на улучшение качества. Для управления проектом используется также внутризаводская интернет-страница, которая содержит приказы, планы-графики, протоколы совещаний и другие организующие документы по проекту, а также информацию о выполнении принятых решений.
Похожие работы
... финансовых результатов деятельности предприятия, перейдем к практическому анализу на основе данных ОАО «Нефтекамскшина». 2 Анализ финансовых результатов хозяйственной деятельности ОАО «Нефтекамскшина» 2.1 Краткая характеристика деятельности предприятия Полное наименование предприятия - открытое акционерное общество «Нефтекамскшина». Предприятие «Нефтекамскшина» существует с 1971 ...

... затрат, структуру, модели и методы калькулирования себестоимости продукции, а также теоретические основы анализа себестоимости продукции, рассмотрим практические аспекты анализа себестоимости продукции на примере ОАО «Нижнекамскшина». 2. Анализ себестоимости продукции ОАО «Нижнекамскшина» 2.1 Краткая характеристика ОАО «Нижнекамскшина» ОАО «Нижнекамскшина» - крупнейшее среди российских ...
... вопроснику 72-96 очков. Исследованную Вами программу ориентации можно оценить как хорошую. 48-71 очков. Выясните, по каким разделам программа ориентации не соответствует современным требованиям, и сформулируйте предложения по улучшению данного направления системы управления персоналом. 25-47 очков. Исследованная программа ориентации требует серьезной модификации. Менее 25 очков. Исследованная ...
... корпорациями. 3. Особенности управления персоналом на "ОАО пивоваренная компания "БАЛТИКА" В предыдущих двух главах, я выделила характерные особенности управления персоналом в российских корпорациях. Для этого я рассмотрела более 40 крупнейших российских компаний и на основе полученных данных сформулировала их особенности управления персоналом. В третий главе я более подробно расскажу о ...
0 комментариев