Навигация
2. АБРАЗИВНЫЕ МАТЕРИАЛЫ
Абразивы (от латинского abrasio - соскабливание) – зернистые или порошкообразные вещества. Они предназначены для оснащения рабочей части режущих инструментов.
Измельченный обогащенный абразивный материал, твердость которого превышает твердость обрабатываемого материала и который способен в измельченном состоянии осуществлять обработку резанием, называют шлифовальным.
Естественными абразивами являются: корунд, наждак, гранат, кремень, полевой шпат, пемза и др.
В промышленности наиболее распространены искусственные абразивы: электрокорунд, карборунд и карбид бора.
Абразивный материал применяется главным образом в виде абразивного инструмента. Абразивные инструменты производят из порошков, получаемых размельчением природных минералов или изготовляемых в специальных условиях. Такие порошки отличаются различной зернистостью, т.е. размерами отдельных зерен.
Геометрические характеристики каждого зерна таковы, что на нем образуются все элементы режущего клина. Особое внимание обращают на однородность свойств зерен. Зерна, выполненные из кварцевого песка, наждака, корунда, могут иметь существенное рассеяние свойств, отчего снижается качество режущего инструмента. Из порошков изготовляют шлифовальные круги различной формы, бруски, абразивные головки, сегменты, предназначенные для производства специальных абразивных инструментов.
Основными достоинствами абразивных материалов являются их высокие твердость, износо- и теплостойкость. Эти материалы позволяют обрабатывать заготовки со скоростью резания до 120 м/с, а в отдельных случаях и более. Такие инструменты дают возможность проводить окончательную обработку заготовок, имеющих высокую твердость, полученную после термической обработки. Такие заготовки, как правило, не подлежат обработке лезвийным инструментом.
В промышленности имеются четкие рекомендации по применению каждого вида абразивов для обработки заготовок из различных материалов. Так, инструменты из черного карбида кремния используют для обработки заготовок из материалов с низкой прочностью на разрыв, а также из вязких материалов и сплавов; электрокорундовые круги служат для обработки заготовок из материалов с высокой прочностью на разрыв. В ряде случаев используют порошки в натуральном виде, их называют "свободный абразив". Они применяются для доводочных (притирочных) работ. Абразивные пасты, использующие оксид хрома и венскую известь, хороши для полировальных работ. Пасты наносят на движущиеся устройства (полировальники), совершающие вращательное или возвратно-поступательное движение.
3 ЛЕЗВИЙНЫЕ МАТЕРИАЛЫ
заготовка деталь инструментальный абразивный
Лезвийный инструмент (токарные резцы, развертки, сверла, фрезы и т.п.) в зоне резания воздействуют высокотемпературное поле (300…800°С), высокое давление (более 500 МПа) и высокое истирающее воздействие стружки. Кроме того, на него оказывает влияние агрессивная физико-химическая среда (особенно при использовании СОТЖ). Чтобы противодействовать этим воздействиям инструмент должен изготавливаться из специальных материалов, обладающих особыми физико-механическими и технологическими свойствами: высокой твердостью, прочностью, пластичностью, температуростойкостью, высоким сопротивлением схватываемости с обрабатываемой поверхностью. Кроме того, инструментальный материал должен иметь высокую износостойкость, низкую склонность к трещинообразованию, хорошую свариваемость или способность к соединению пайкой, низкую стоимость и высокую технологичность.
Режущие инструменты изготавливают целиком или частично из инструментальных сталей, твердых сплавов (вольфрамовых, вольфрамотитановых, вольфрамотитанотанталовых и безвольфрамовых), минералокерамихи, оксидной керамики, сверхтвердых материалов, алмазов и композитов.
Инструментальные стали подразделяются на углеродистые общего назначения для изготовления ручного режущего инструмента; низколегированные, легированные хромом, ванадием, кремнием и марганцем (также для ручного инструмента); быстрорежущие для изготовления инструментов, работающих со скоростями резания 20… 50 м/мин. Последние широко применяются в промышленности и делятся на стали обычной производительности, работающие со скоростями резания до 20 м/мин, стали повышенной производительности для скоростей резания до 50 м/мин, порошковые стали, работающие со скоростями резания до 70 м/мин. Особенность обозначения сталей: цифра перед буквой Р показывает содержание углерода в десятых долях процента, цифра после буквы Р показывает процентное содержание вольфрама; для порошковых сталей окончание М обозначает мелкую структуру, ОМ — особо мелкую структуру.
Металлокерамические твердые сплавы состоят из тонко измельченных карбидов тугоплавких металлов (вольфрам, титан, тантал), соединенных цементирующим металлом — кобальтом. Сплавы имеют высокую температуростойкость (благодаря наличию карбидов тугоплавких металлов), твердость и износостойкость, допускают скорость резания 100… 150 м/мин.
Группы вольфрамовых твердых сплавов рекомендуется использовать при обработке чугуна, цветных сплавов и труднообрабатываемых материалов с небольшими скоростями резания.
Титановольфрамовые сплавы применяют для обработки всех видов сталей.
Вольфрамотитанотанталовые сплавы применяют на черновых операциях со снятием толстых стружек.
Безвольфрамовые твердые сплавы используют для получистового и чистового точения и фрезерования чугуна, углеродистых сталей и цветных сплавов.
Минералокерамика — инструментальный материал на основе оксида алюминия AI2О3, обладающий большими, чем у твердых сплавов, твердостью и температуростойкостьто, но меньшей ударной вязкостью. Поэтому инструмент из минералокерамики используют только для чистовой обточки и расточки деталей из высокопрочных чугунов, закаленных сталей и для резания неметаллических материалов со скоростями до 200 м/мин. Различают оксидную (белую), оксидно-карбидную, оксидно-нитридную керамику и керметы.
Сверхтвердые материалы включают в себя синтетические алмазы и материалы на основе кубического нитрида бора (композиты).
Алмаз как инструментальный материал бывает двух разновидностей: баллас (АБС), который применяют для обработки деталей из стеклопластика со скоростями резания 450 м/мин, и карбонадо (АСПК) — для обработки алюминиевых и медных сплавов
Композиты — синтетический материал, по твердости не уступающий алмазу, превосходящий его по температуростойкости и инертный к железу.
ЛИТЕРАТУРА
Материаловедение и технология металлов. Под ред. Г.П.Фетисова М.: Высшая школа, 2001
Похожие работы


... обеспечения требуемой точности – хорошая коэффициент использования материала 0,78; коэффициент унифицированных поверхностей 0,92. 2.8 Анализ действующего технологического процесса изготовления детали и оформить карты техпроцесса (МК, OK, КЭ) Данный технологический процесс предназначен для мелкосерийного производства и не содержит средств автоматизации и механизации. Маршрутная карта ...
... , точности изготовления и сборочных работ, технологичности производственных процессов, а так же повышению единичной мощности Задание на курсовое проект Тема: «Разработка технологического процесса механической обработки опоры для рычага». Материал- сталь 25 , твёрдость НВ не более 1668Мпа (170 кгс/мм2). Размер «а» выполнить симметрично оси опоры. Неуказанные предельные ...
... при сохранении требуемого качества поверхности и стойкости инструмента[5]. Глава 2. Технологические методы лезвийной обработки 2.1. Поступательная обработка К поступательным видам обработки относятся строгальные, долбежные и протяжные виды обработки. Строгание и долбление - обработка резанием осуществляемая однолезвийным инструментом с возвратно-поступательным главным движением ...

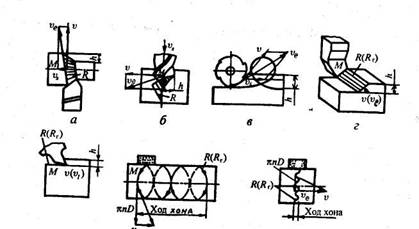
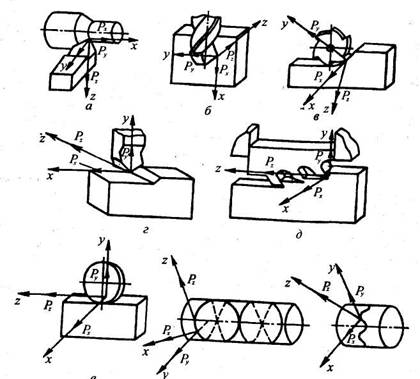
... ; 2) переменность толщины срезаемого слоя и рабочей длины лезвия. На практике используются: периферийное и торцевое фрезерование - фрезерование соответственно периферийным и торцевым лезвийным инструментом (см. рис.2.5, а, б); круговое фрезерование - фрезерование поверхности вращения (см. рис.2.5, в); охватывающее фрезерование - фрезерование инструментом, зубья которого расположены на внутренней ...
0 комментариев